1
Изобретение относится к металлообработке, и может быть использовано для размерно-чистовой обработки пластическим деформированием внутренних цилиндрических поверхностей малых диаметров и является усоверщенствованием роликовой раскатки П.О авт. св. № 1323353.
Цель изобретения - повыщение качества за счет снижения щероховатости при обработке малых диаметров.
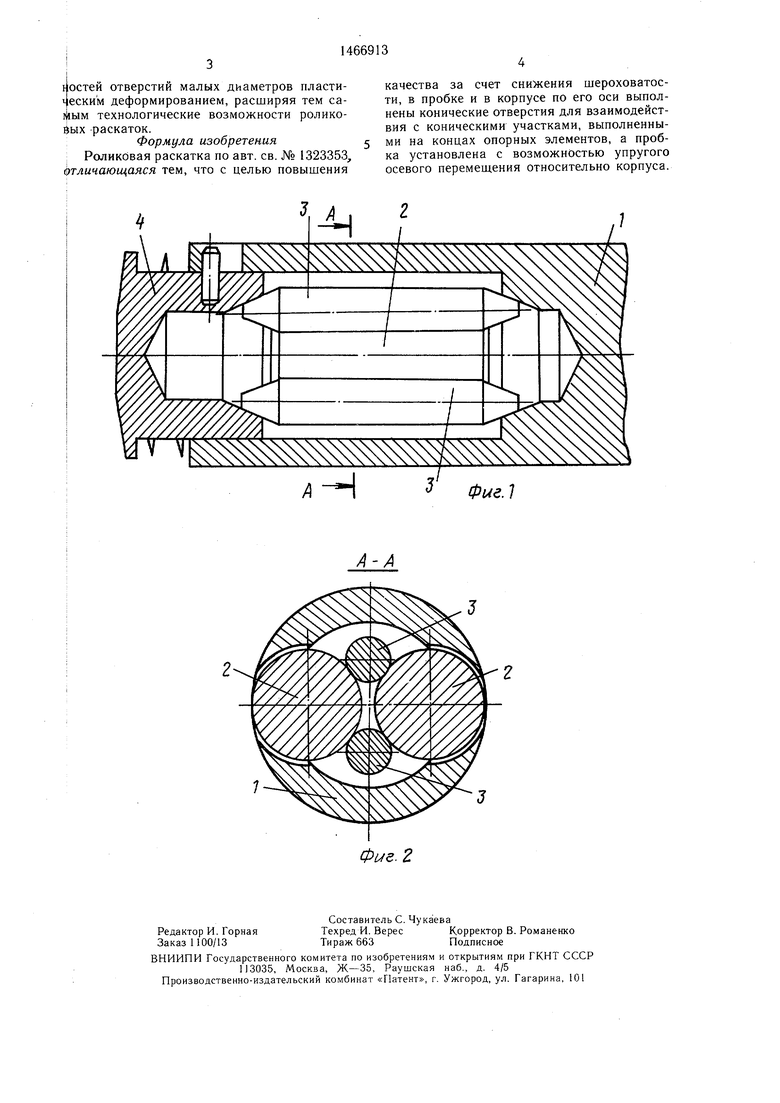
На фиг. 1 изображена предлагаемая раскатка, осевое сечение; на фиг. 2 - разрез А-А на фиг. 1.
Роликовая раскатка имеет корпус 1, в котором диаметрально противополюсно размещены два деформирующих ролика 2, контактирующих одновременно с двумя одинаковыми цилиндрическими опорными элементами 3, установленными симметрично относительно плоскости расположения осей деформирующих роликов 2. Концевые участки опорных элементов 3 выполнены коническими и взаимодействуют с поверхнос- . тями соосных конических отверстий в корпусе 1 и пробке 4, конусность которых равна конусности концевых участков опорных элементов 3. Пробка 4 имеет возможность упругого осевого регулировочного перемещения относительно корпуса 1.
Раскатка работает следующим образом.
Раскатку вводят в обрабатываемое отверстие на всю глубину до касания пробки 4 с неподвижной частью станка или приспособления. Дальнейшая осевая подача раскатки сопровождается взаимным перемещением (упругим сближением) пробки 4 и корпуса 1. В резальтате опорные элементы 3, концевые конические участки которых взаимодействуют с коническими поверхностями отверстий корпуса 1 и пробки 4, сближаются друг с другом, что сопровождается взаимным удалением деформирующих роликов 2, производящих при этом упрочняющую обработку отверстия. По достижении требуемого размера обработки осевое перемещение раскатки прекращают и выводят его из обработанного отверстия.
Предлагаемое исполнение раскатки позволяет повысить точность обработки и снизить шероховатость обработанных поверх(Л
4ib
О) 05 CD
GO
К
Йостей отверстий малых диаметров пласти- Цеским деформированием, расширяя тем са- фым технологические возможности роликовых раскаток.
Формула изобретения
Роликовая раскатка по авт. св. № 1323353, отличающаяся тем, что с целью повышения
качества за счет снижения шероховатости, в пробке и в корпусе по его оси выполнены конические отверстия для взаимодействия с коническими участками, выполненными на концах опорных элементов, а пробка установлена с возможностью упругого осевого перемещения относительно корпуса.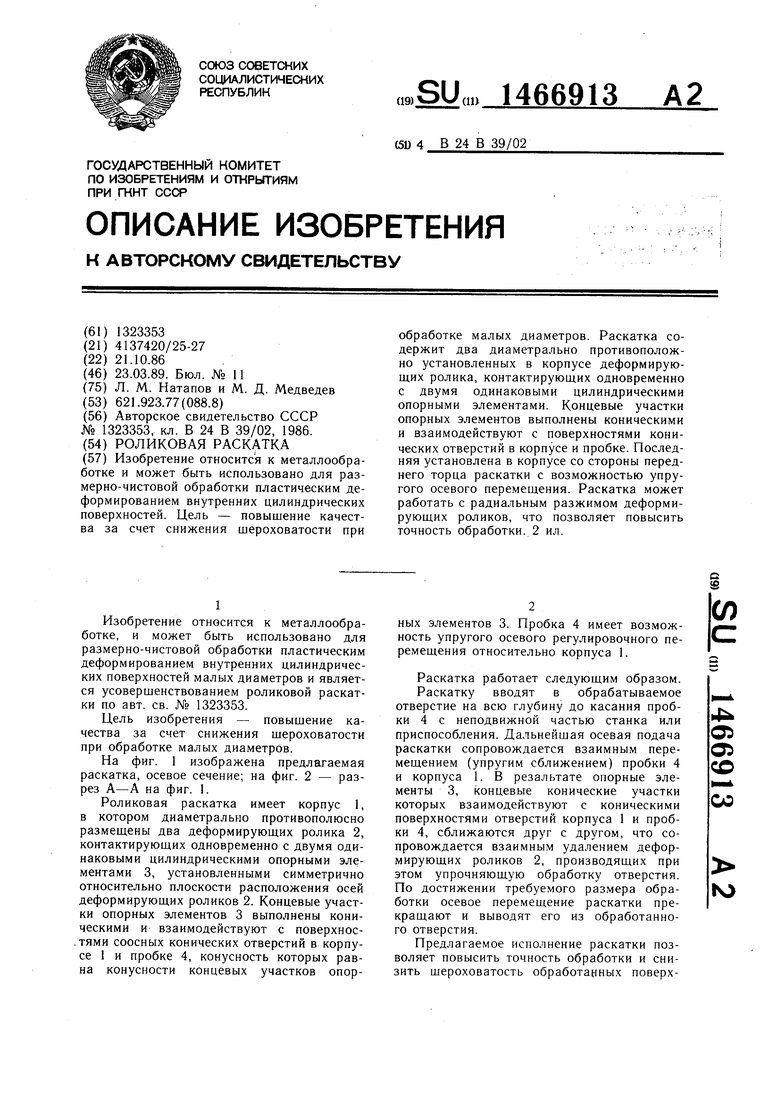
| название | год | авторы | номер документа |
|---|---|---|---|
| Роликовая раскатка | 1986 |
|
SU1625669A2 |
| Роликовая раскатка | 1986 |
|
SU1323353A2 |
| Роликовая раскатка | 1986 |
|
SU1650405A1 |
| Роликовая раскатка | 1985 |
|
SU1318388A2 |
| Роликовая накатка | 1990 |
|
SU1754425A1 |
| Роликовая раскатка | 1985 |
|
SU1258678A1 |
| Роликовая накатка | 1990 |
|
SU1733221A2 |
| Раскатка для упрочняюще-чистовой обработки поверхностей | 1977 |
|
SU712237A1 |
| Роликовая раскатка | 1986 |
|
SU1572796A2 |
| Раскатка для обработки конических поверхностей | 1990 |
|
SU1749008A1 |
Изобретение относится к металлообработке и может быть использовано для размерно-чистовой обработки пластическим деформированием внутренних цилиндрических поверхностей. Цель - повышение качества за счет снижения шероховатости при обработке малых диаметров. Раскатка содержит два диаметрально противоположно установленных в корпусе деформирующих ролика, контактирующих одновременно с двумя одинаковыми цилиндрическими опорными элементами. Концевые участки опорных элементов выполнены коническими и взаимодействуют с поверхностями конических отверстий в корпусе и пробке. Последняя установлена в корпусе со стороны переднего торца раскатки с возможностью упругого осевого перемещения. Раскатка может работать с радиальным разжимом деформирующих роликов, что позволяет повысить точность обработки. 2 ил.
т$
$ $$$$$$$$$$ $$$$$ $$$
А-
Фиг.1
| Роликовая раскатка | 1986 |
|
SU1323353A2 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
