Изобретение относится к металлообработке и может быть использовано при совмещенной обработке внутренних цилиндрических и прилегающих к ним торцовых поверхностей деталей машин пластическим деформированием.
Известны раскатки для упрочняюще- чистовой совмещенной обработки внутренних цилиндрических и прилегающих к ним торцовых поверхностей, в которых двухконусные деформирующие ролики, взаимодействуют с торцовой и наружной поверхностями опорных элементов, причем одна из конусных поверхностей ролика является опорной, а другая-деформирующей, предназначенной для последовательного взаимодействия с обрабатываемыми поверхностями Для работы известных раскаток необходимо, чтобы между цилиндрической и торцовой поверхностями заготовки обязательно была выполнена под углом разделительная канавка (протечка) значительных размеров и определенной конфигурации. В случае отсутствия разделительной канавки, т.е. сопряженных внутренних цилиндрической и торцовой поверхностей, воспользоваться известными раскатками вообще не представляется возможным, что сужает их технологические возможности Кроме того, указанные раскатки не обспечивают благоприятных условий накатывания внутренней цилиндрической поверхности по причине незначительного удаления вершины ролика от оси его вращения
VJ ел
Јь
4Ь, Ю СЛ
Наиболее близкой к предлагаемой является роликовая накатка для обработки сопряженных внутренних цилиндрической и торцовой поверхностей, содержащая оправку, опорные элементы и сепаратор с раз- мещенными в нем двухконусными деформирующими роликами, образующими цилиндрическую и торцовую рабочие поверхности инструмента. При этом двухко- нусные деформирующие ролики смонтированы так, что основания конусов каждого ролика расположены в плоскости, проходящей через точку пересечения образующих наружной и торцовой опорных поверхностей опорных лементов, а торцовая и наружная рабочие поверхности двухконс- ных деформирующих роликов образованы конусными поверхностями, контактирующими соответственно с наружной и торцовой поверхностями опорных элементов Указанная роликовая накатка при простоте конструкции облаладет широкими технологическими возможностями, в том числе и при обработке коротких глухих отверстий, глубина которых не превышает длины образующей наружной рабочей поверхности деформирующих роликов. Однако при накатывании таких отверстий, также осуществляющемся с осевой подачей инструмента, производительность обработки является невысокой, а ее точность всецело определяется точностью предварительной обработки и не может быть повышена. Кроме того, желательным является упрощение конструкции инструмента за счет уменьшения числа его опорных элементов
Целью изобретения является повышение производительности и точности обработки за счет одновременной обработки сопряженных внутренних цилиндрической и торцовой поверхностей и упрощение конструкции за счет уменьшения количества опорных элементов.
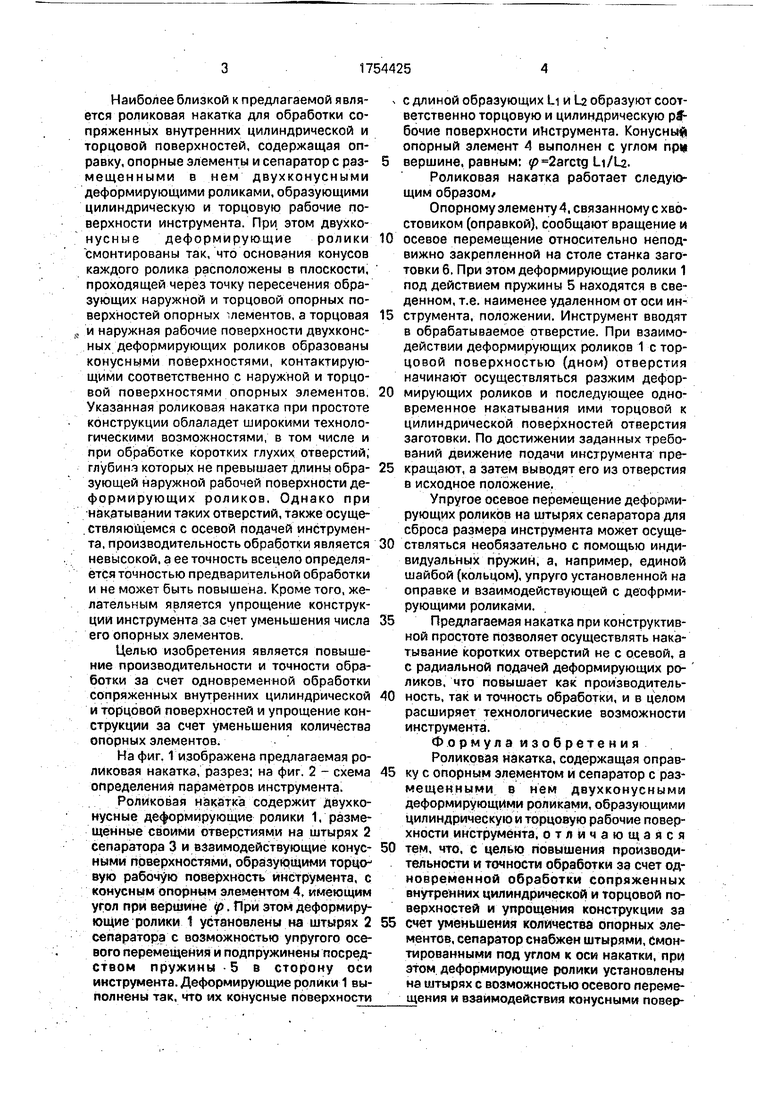
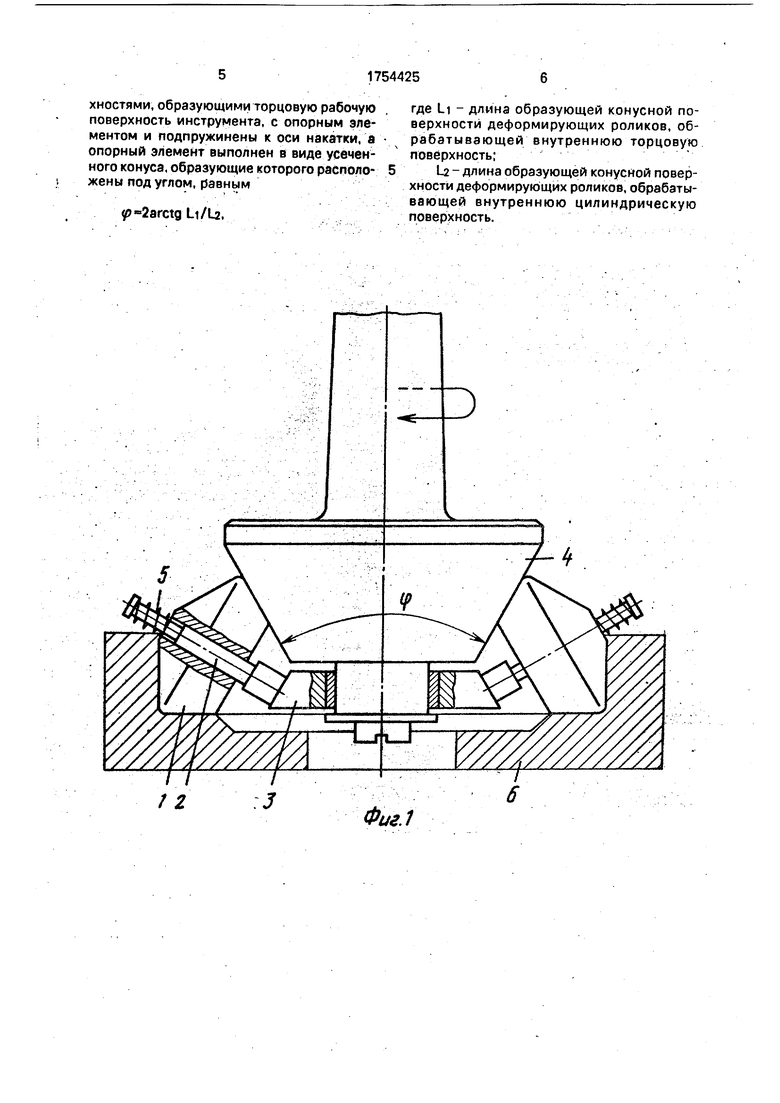
На фиг. 1 изображена предлагаемая роликовая накатка, разрез; на фиг. 2 - схема определения параметров инструмента.
Роликовая накатка содержит двухко- нусные деформирующие ролики 1, размещенные своими отверстиями на штырях 2 сепаратора 3 и взаимодействующие конусными поверхностями, образующими торцовую рабочую поверхность инструмента, с конусным опорным элементом 4, имеющим угол при вершине (р. При этом деформирующие ролики 1 установлены на штырях 2 сепаратора с возможностью упругого осевого перемещения и подпружинены посредством пружины 5 в сторону оси инструмента. Деформирующие ролики 1 выполнены так, что их конусные поверхности
с длиной образующих LI и образуют соответственно торцовую и цилиндрическую р$- бочие поверхности инструмента. Конусньнй опорный элемент А выполнен с углом при
вершине, равным: y 2arctg Li/La.
Роликовая накатка работает следующим образом/
Опорному элементу 4, связанному с хвостовиком (оправкой), сообщают вращение и
0 осевое перемещение относительно неподвижно закрепленной на столе станка заготовки 6. При этом деформирующие ролики 1 под действием пружины 5 находятся в сведенном, т.е. наименее удаленном от оси ин5 струмента, положении. Инструмент вводят в обрабатываемое отверстие. При взаимодействии деформирующих роликов 1 с торцовой поверхностью (дном) отверстия начинают осуществляться разжим дефор0 мирующих роликов и последующее одновременное накатывания ими торцовой к цилиндрической поверхностей отверстия заготовки. По достижении заданных требований движение подачи инструмента пре5 кращают, а затем выводят его из отверстия в исходное положение.
Упругое осевое перемещение деформирующих роликов на штырях сепаратора для сброса размера инструмента может осуще0 ствляться необязательно с помощью индивидуальных пружин, а, например, единой шайбой (кольцом), упруго установленной на оправке и взаимодействующей с деофрми- рующими роликами.
5 Предлагаемая накатка при конструктивной простоте позволяет осуществлять накатывание коротких отверстий не с осевой, а с радиальной подачей деформирующих роликов, что повышает как производитель0 ность, так и точность обработки, и в целом расширяет технологические возможности инструмента.
Формула изобретения Роликовая накатка, содержащая оправ5 ку с опорным элементом и сепаратор с раз- мещенными в нем двухконусными деформирующими роликами, образующими цилиндрическую и торцовую рабочие поверхности инструмента, отличающаяся
0 тем, что, с целью повышения производительности и точности обработки за счет од- новременной обработки сопряженных внутренних цилиндрической и торцовой поверхностей и упрощения конструкции за
5 счет уменьшения количества опорных элементов, сепаратор снабжен штырями, Смонтированными под углом к оси накатки, при этом деформирующие ролики установлены на штырях с возможностью осевого переме- щения и взаимодействия конусными поверхностями, образующими торцовую рабочую поверхность инструмента, с опорным элементом и подпружинены к оси накатки, а опорный элемент выполнен в виде усеченного конуса, образующие которого расположены под углом, равным
p 2arctg Li /La,
где Li - длина образующей конусной поверхности деформирующих роликов, обрабатывающей внутреннюю торцовую поверхность;
U - длина образующей конусной поверхности деформирующих роликов, обрабатывающей внутреннюю цилиндрическую поверхность.
| название | год | авторы | номер документа |
|---|---|---|---|
| Роликовая накатка | 1990 |
|
SU1733221A2 |
| Раскатка для упрочняюще-чистовой обработки поверхностей | 1977 |
|
SU712237A1 |
| Роликовая накатка | 1989 |
|
SU1660943A1 |
| Торцовая накатка | 1990 |
|
SU1731612A1 |
| Раскатка для упрочняюще-чистовой обработки поверхностей | 1986 |
|
SU1339009A2 |
| Торцевая накатка | 1990 |
|
SU1752528A1 |
| Раскатка для обработки конических поверхностей | 1990 |
|
SU1749008A1 |
| Многороликовый самоустанавливающийся обкатник | 1989 |
|
SU1680488A1 |
| Устройство для накатки | 1990 |
|
SU1771931A1 |
| Торцовая накатка | 1990 |
|
SU1801733A1 |
Использование: обработка металлов давлением, в частности обработка методом поверхностной пластической деформации. Сущность изобретения: инструмент содержит оправку с опорным элементом и сепаратор с размещенными в нем двух- конусными деформирующими роликами, образующими цилиндрическую и торцовую рабочие поверхности инструмента, Сепаратор снабжен штырями, смонтированными под углом к оси накатки. Деформирующие ролики установлены на штырях с возможностью осевого перемещения и взаимодействия конусными повер хностями. образующими торцовую рабочую поверхность инструмента, с опорным элементом и подпружинены к оси накатки. Опорный элемент выполнен в виде усеченного конуса, образующие которого расположены под углом # 2arctg U/Ls, где Li - длина образующей конусной поверхности деформирующих роликов, обрабатывающей внутреннюю торцовую поверхность; - длина образующей конусной поверхности деформирующих роликов, обрабатывающей внутреннюю цилиндрическую поверхность. 2 ил со с
12
Фиг.1
н.
0
Фиг. I
| Роликовая накатка | 1989 |
|
SU1660943A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
