дыхания свар1цика. Эта часть приточного воздуха составляет около 20%. Изобретение позволяет обеспечить подачу подогретого воздуха в зону дыхания сварщика и существенно сократить расход тепловой энергии в холодное время года в условиях автономной эксплуатации. 2 з.п. ф-лы, 2 ил.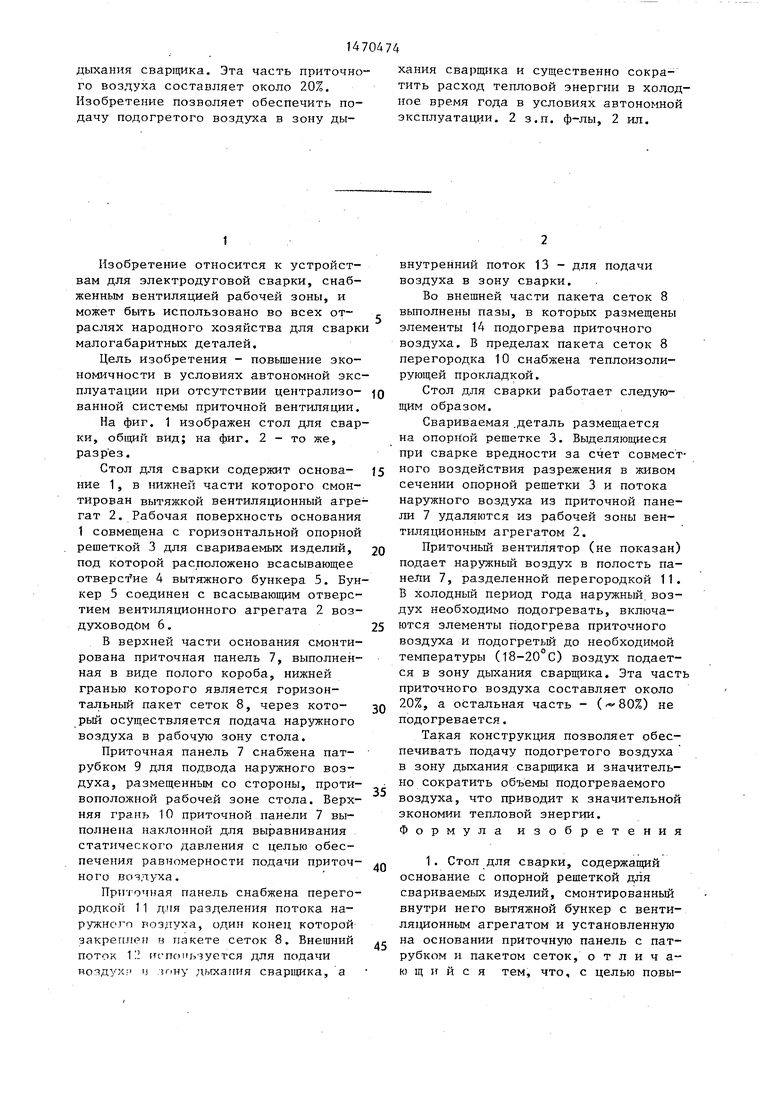
| название | год | авторы | номер документа |
|---|---|---|---|
| Стол для сварки | 1990 |
|
SU1719166A1 |
| Устройство для сварки с вентиляциейРАбОчЕй зОНы | 1978 |
|
SU795831A1 |
| Стол для сварки | 1986 |
|
SU1368142A1 |
| Стол для сварки | 1989 |
|
SU1687415A1 |
| Стол для сварки | 1989 |
|
SU1699752A1 |
| Стол для сварки | 1988 |
|
SU1687412A1 |
| Система вихревой вентиляции | 1991 |
|
SU1789837A1 |
| Устройство для сварки с вентиляцией рабочей зоны | 1984 |
|
SU1247217A1 |
| Способ удаления вредностей с рабочих мест с нефиксированными источниками пыле-, газо-, тепловых вредностей | 1990 |
|
SU1739170A1 |
| Очистительно-оздоровительная баня | 2019 |
|
RU2726005C1 |
Изобретение относится к устройствам для электродуговой сварки, снабженным вентиляцией рабочей зоны. Цель - повышение экономичности в условиях автономной эксплуатации при отсутствии централизованной системы приточной вентиляции. Свариваемая деталь размещается на опорной решетке 3. Выделяющиеся вредности при сварке за счет совместного воздействия разрежения в живом сечении опорной решетки 3 и потока из приточной панели 7 удаляются из рабочей зоны вентиляционным агрегатом 2. В холодный период года включаются элементы 14 подогрева приточного воздуха и подогретый до необходимой температуры (18-20°С) воздух подается в зону дыхания сварщика. Эта часть приточного воздуха составляет около 20%. Изобретение позволяет обеспечить подачу подогретого воздуха в зону дыхания сварщика и существенно сократить расход тепловой энергии в холодное время года в условиях автономной эксплуатации. 2 з.п.ф-лы, 2 ил.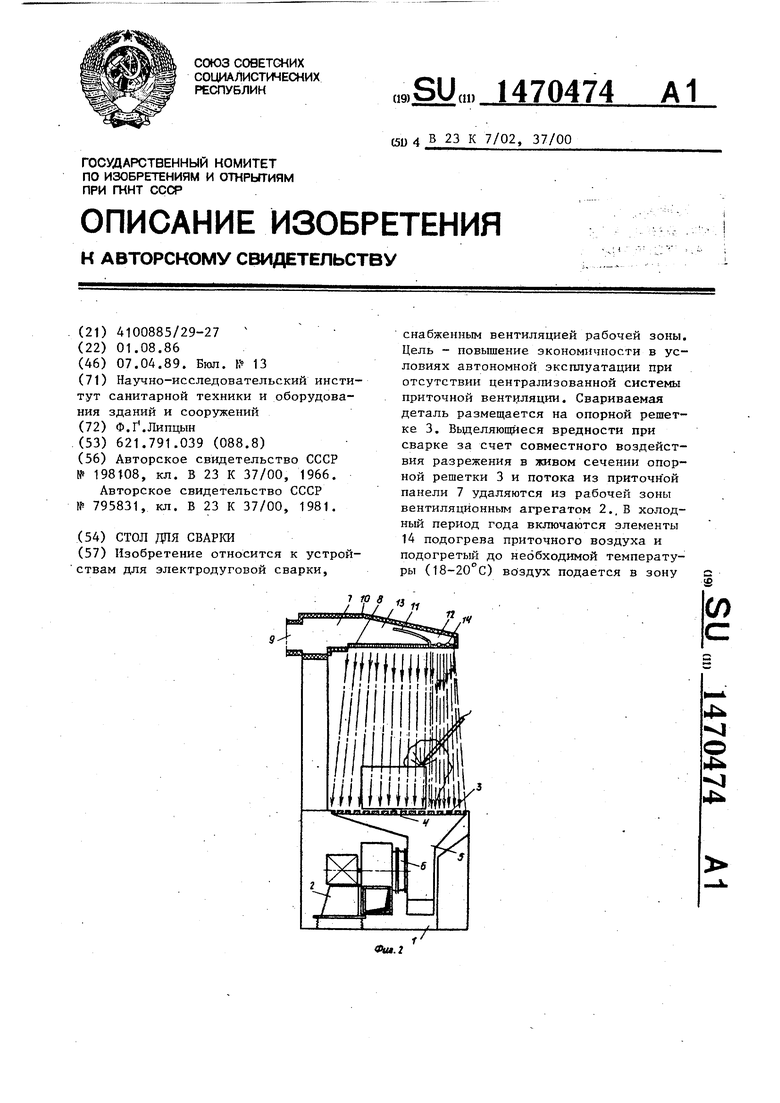
1
Изобретение относится к устройствам для электродуговой сварки, снабженным вентиляцией рабочей зоны, и может быть использовано во всех отраслях народного хозяйства для сварк малогабаритных деталей.
Цель изобретения - повышение экономичности в условиях автономной эксплуатации при отсутствии централизованной системы приточной вентиляции.
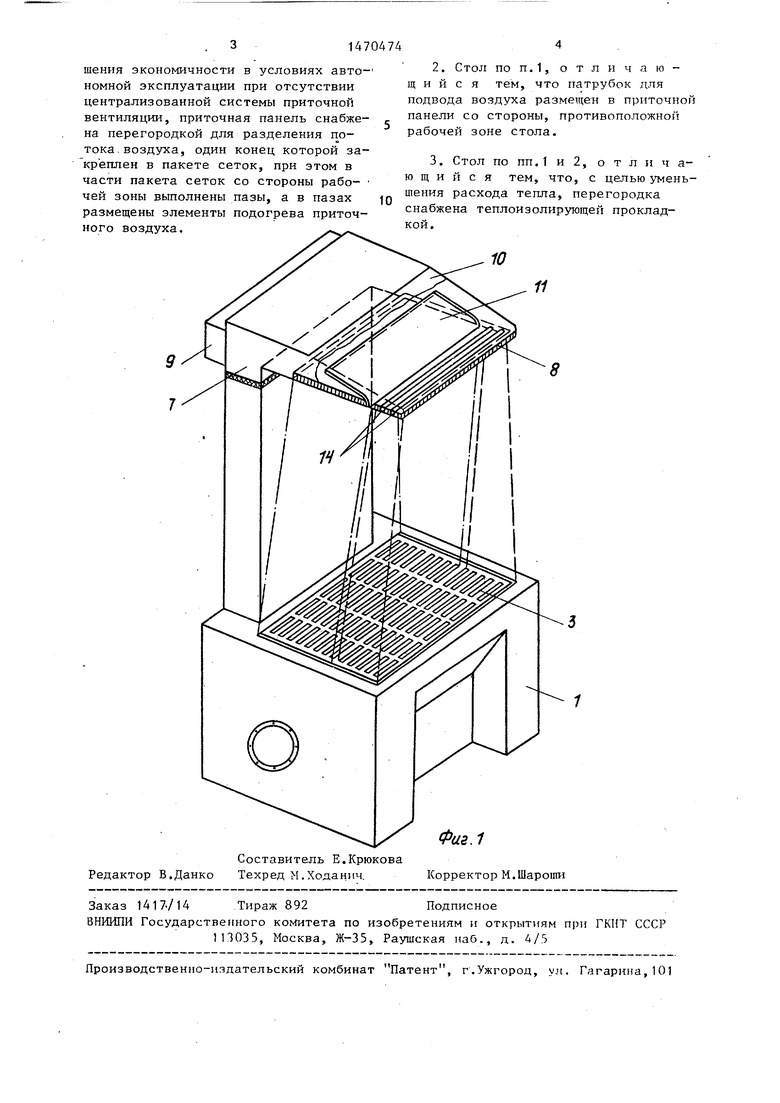
На фиг. 1 изображен стол для сварки, общий вид; на фиг. 2 - то же, разрез.
Стол для сварки содержит основание 1, в нижней части которого смонтирован вытяжкой вентиляционный агрегат 2. Рабочая поверхность основания 1 совмещена с горизонтальной опорной решеткой 3 для свариваемых изделий, под которой расположено всасывающее отверстие 4 вытяжного бункера 5. Бункер 5 соединен с всасывающим отверстием вентиляционного агрегата 2 воздуховодом 6.
В верхней части основания смонтирована приточная панель 7, выполненная в виде полого короба, нижней гранью которого является горизонтальный пакет сеток 8, через кото- рьй осуществляется подача наружного воздуха в рабочую зону стола.
Приточная панель 7 снабжена пат- рубком 9 для подвода наружного воздуха, размещенным со стороны, противоположной рабочей зоне стола. Верхняя грань 10 приточной панели 7 выполнена наклонной для выравнивания статического давления с целью обеспечения равномерности подачи приточного воздуха.
Приточная панель снабжена перегородкой 11 для разделения потока наружного роэдуха, один конец которой закреплен в пакете сеток 8. Внешний поток 1. - тгпоиь-зуется для подачи воздух; м . KiHY дьгхагшя сварщика, а
5
0
5
0
5
0
5
внутренний поток 13 - для подачи воздуха в зону сварки.
Во внешней части пакета сеток 8 выполнены пазы, в которых размещены элементы 14 подогрева приточного воздуха. В пределах пакета сеток 8 перегородка 10 снабжена теплоизолирующей прокладкой.
Стол для сварки работает следующим образом.
Свариваемая .деталь размещается на опорной решетке 3. Выделяющиеся при сварке вредности за счет совместного воздействия разрежения в живом сечении опорной решетки 3 и потока наружного воздуха из приточной панели 7 удаляются из рабочей зоны вентиляционным агрегатом 2.
Приточный вентилятор (не показан) подает наружный воздух в полость па- неЛи 7, разделенной перегородкой 11. В холодный период года наружный, воздух необходимо подогревать, включаются элементы подогрева приточного воздуха и подогретый до необходимой температуры (18-20°С) воздух подается в зону дыхания сварщика. Эта часть приточного воздуха составляет около 20%, а остальная часть - () не подогревается.
Такая конструкция позволяет обеспечивать подачу подогретого воздуха в зону дыхания сварщика и значительно сократить объемы подогреваемого воздуха, что приводит к значительной экономии тепловой энергии. Формула изобретения
10
11
8
Фиг.1
| СТОЛ ДЛЯ СВАРКИ | 0 |
|
SU198108A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для сварки с вентиляциейРАбОчЕй зОНы | 1978 |
|
SU795831A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
