Изобретение относится к вентиляции промышленных помещений, в частности к вентиляции сварочных цехов при изготовлении крупногабаритных изделий с нефиксированными рабочими местами электросварщиков.
Известен способ вентиляции для борьбы с пыле-, газо-, тепловыделениями, заклю- чающийся в локализации вредных выделений в месте их образования и организации систем общеобменной вентиляции.
Недостатками данного способа является то, что местными отсосами не удается осуществить в полной мере удаления вредностей из зоны дыхания или из мест их образования, а общеобменная вентиляция требует подачи большого количества воздуха для разбавления вредностей.
Наиболее близким к предлагаемому является способ вентиляции помещений, заключающийся в использовании местных отсосов в сочетании с приточными струями В этом случае струей чистого воздуха обдувается работающий сварщик, а вредности уносятся к вытяжным устройствам.
Недостатками такого способа являются отсосы должны выполняться съемными и встраиваться, в зависимости от технологии, вблизи источников вредностей. Если существующая технология не позволяет устройство таких отсосов, то данный способ является неэффективным. Приточная струя обдувает сварщика сзади и при отсутствии действия всасывающего факела в зоне дыхания сварщика, вредности разносятся по помещению. Воздух, подаваемый приточной струей, должен забираться из атмосфе
CJ
о
о
ры,что увеличивает затраты на его нагрев и монтаж приточной системы. При переменных местах работы сварщика применение данного способа невозможно. Реализация данного способа требует больших капиталь- ных и эксплуатационных затрат.
Цель изобретения - обеспечение нормируемых санитарно-гигиенических параметров в рабочей зоне при снижении капитальных и эксплуатационных затрат за счет уменьшения расходов воздуха.
Поставленная цель достигается тем, что приточный воздух подается и забирается из помещения, а дополнительно подают приточный воздух непосредственно в зонуды- хания рабочего синхронно с выделением вредностей, при этом подачу приточного воздуха производят непрерывной плоской струей, перекрывающей в горизонтальной плоскости выделяющиеся вредности на ра- бочих местах от зоны дыхания работающего с последующим удалением.
Предлагаемый способ обеспечивает работающего свежим воздухом и предотвращает попадание выделяющихся вредностей в зону дыхания. Подача воздуха плоской струей, имеющей малую эжекционную способность, позволяет подхватить выделяющиеся вредности и направить их к вытяжному устройству, что препятствует выбиванию их в помещение и необходимости разбавления их до ПДК общеобменной вентиляции.
Синхронность режима подачи свежего воздуха непосредственно в зону дыхания работающего с режимом выделения вредностей обеспечивает экономию этого воздуха, а непрерывная подача воздуха плоской струей позволяет удалять вредности при наличии нескольких источников вредностей с различными режимами их выделения.
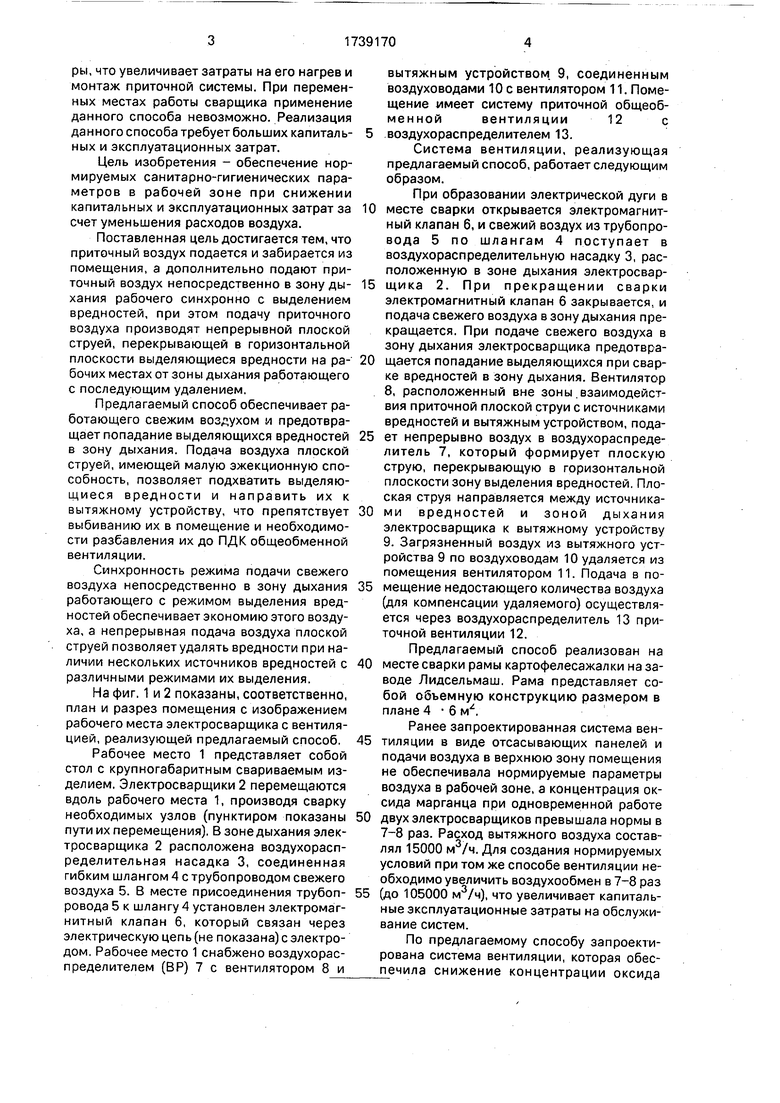
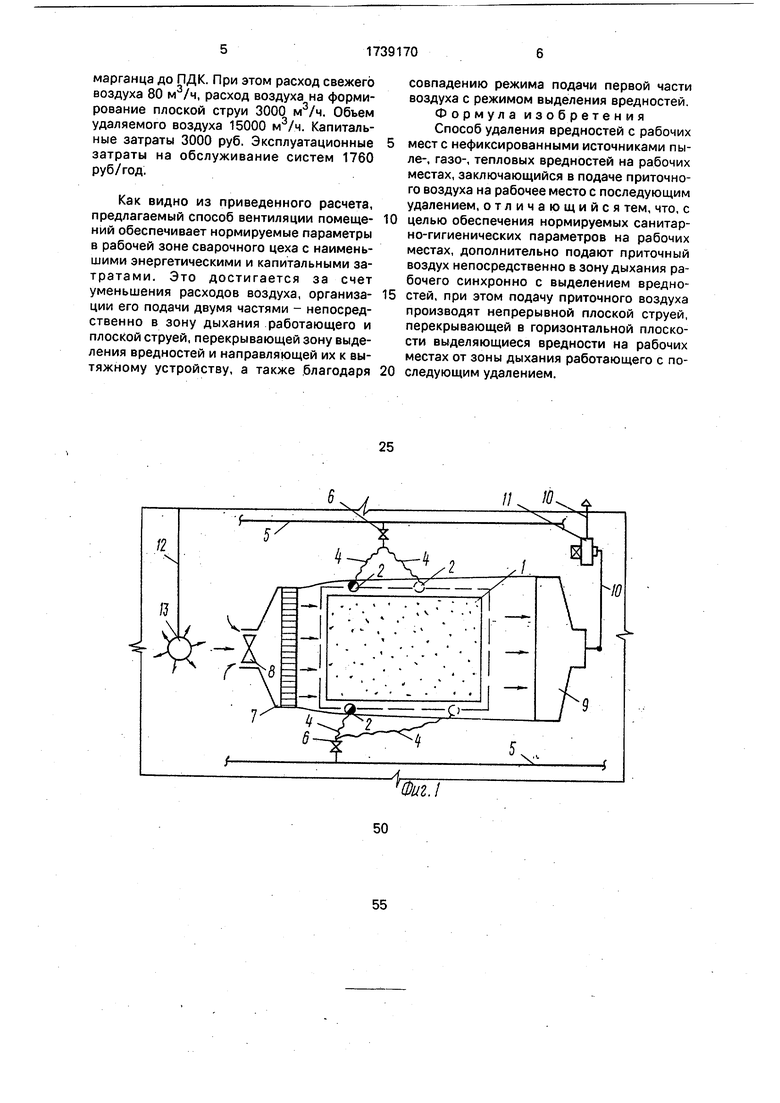
На фиг. 1 и 2 показаны, соответственно, план и разрез помещения с изображением рабочего места электросварщика с вентиляцией, реализующей предлагаемый способ.
Рабочее место 1 представляет собой стол с крупногабаритным свариваемым изделием. Электросварщики 2 перемещаются вдоль рабочего места 1, производя сварку необходимых узлов (пунктиром показаны пути их перемещения). В зоне дыхания электросварщика 2 расположена воздухораспределительная насадка 3, соединенная гибким шлангом 4 с трубопроводом свежего воздуха 5. В месте присоединения трубоп- ровода 5 к шлангу 4 установлен электромагнитный клапан 6, который связан через электрическую цепь (не показана) с электродом. Рабочее место 1 снабжено воздухораспределителем (ВР) 7 с вентилятором 8 и
вытяжным устройством 9, соединенным воздуховодами 10с вентилятором 11. Помещение имеет систему приточной общеобменнойвентиляции12своздухораспределителем 13.
Система вентиляции, реализующая предлагаемый способ, работает следующим образом.
При образовании электрической дуги в месте сварки открывается электромагнитный клапан 6, и свежий воздух из трубопровода 5 по шлангам 4 поступает в воздухораспределительную насадку 3, расположенную в зоне дыхания электросварщика 2. При прекращении сварки электромагнитный клапан 6 закрывается и подача свежего воздуха в зону дыхания прекращается. При подаче свежего воздуха в зону дыхания электросварщика предотвращается попадание выделяющихся при сварке вредностей в зону дыхания. Вентилятор
8,расположенный вне зоны взаимодействия приточной плоской струи с источниками вредностей и вытяжным устройством, подает непрерывно воздух в воздухораспределитель 7, который формирует плоскую струю, перекрывающую в горизонтальной плоскости зону выделения вредностей. Плоская струя направляется между источниками вредностей и зоной дыхания электросварщика к вытяжному устройству
9.Загрязненный воздух из вытяжного устройства 9 по воздуховодам 10 удаляется из помещения вентилятором 11. Подача в помещение недостающего количества воздуха (для компенсации удаляемого) осуществляется через воздухораспределитель 13 приточной вентиляции 12.
Предлагаемый способ реализован на месте сварки рамы картофелесажалки на заводе Лидсельмаш. Рама представляет собой объемную конструкцию размером в плане 4 6 MZ.
Ранее запроектированная система вентиляции в виде отсасывающих панелей и подачи воздуха в верхнюю зону помещения не обеспечивала нормируемые параметры воздуха в рабочей зоне, а концентрация оксида марганца при одновременной работе двух электросварщиков превышала нормы в 7-8 раз. Расход вытяжного воздуха составлял 15000 м /ч. Для создания нормируемых условий при том же способе вентиляции необходимо увеличить воздухообмен в 7-8 раз (до 105000 м /ч), что увеличивает капитальные эксплуатационные затраты на обслуживание систем.
По предлагаемому способу запроектирована система вентиляции, которая обес- печила снижение концентрации оксида
марганца до ПДК. При этом расход свежего воздуха 80 м3/ч, расход воздуха на формирование плоской струи 3000 м /ч. Объем удаляемого воздуха 15000 м3/ч. Капитальные затраты 3000 руб. Эксплуатационные затраты на обслуживание систем 1760 руб/год.
Как видно из приведенного расчета, предлагаемый способ вентиляции помеще- ний обеспечивает нормируемые параметры в рабочей зоне сварочного цеха с наименьшими энергетическими и капитальными за- тратами. Это достигается за счет уменьшения расходов воздуха, организа- ции его подачи двумя частями - непосредственно в зону дыхания работающего и плоской струей, перекрывающей зону выделения вредностей и направляющей их к вытяжному устройству, а также благодаря
совпадению режима подачи первой части воздуха с режимом выделения вредностей. Формула изобретения Способ удаления вредностей с рабочих месте нефиксированными источниками пыле-, газо-, тепловых вредностей на рабочих местах, заключающийся в подаче приточного воздуха на рабочее место с последующим удалением, отличающийся тем, что, с целью обеспечения нормируемых санитарно-гигиенических параметров на рабочих местах, дополнительно подают приточный воздух непосредственно в зону дыхания рабочего синхронно с выделением вредностей, при этом подачу приточного воздуха производят непрерывной плоской струей, перекрывающей в горизонтальной плоскости выделяющиеся вредности на рабочих местах от зоны дыхания работающего с последующим удалением.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки с вентиляциейРАбОчЕй зОНы | 1978 |
|
SU795831A1 |
| СПОСОБ ЛОКАЛЬНОЙ ВЫТЯЖНОЙ ВЕНТИЛЯЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2046258C1 |
| Устройство для удаления вредностей | 1990 |
|
SU1707445A1 |
| Воздушно-струйное укрытие источника выделения вредностей | 1990 |
|
SU1743662A1 |
| УСТРОЙСТВО ДЛЯ УЛАВЛИВАНИЯ СВАРОЧНОГО АЭРОЗОЛЯ | 2000 |
|
RU2185575C2 |
| Стол для сварки | 1990 |
|
SU1719166A1 |
| Способ вентиляции помещения с расположенными по его площади теплогазовыделяющими источниками | 1990 |
|
SU1740898A1 |
| Устройство для удаления вредностей | 1980 |
|
SU958787A1 |
| Вентиляционное устройство для прядильных машин химического волокна | 1987 |
|
SU1682727A1 |
| Стол для сварки | 1986 |
|
SU1368142A1 |
Способ относится к вентиляции промышленных помещений, в частности к вентиляции сварочных цехов при изготовлении крупногабаритных изделий с нефиксированными рабочими местами электросварщиков. Целью изобретения является обеспечение нормируемых санитарно-гигиенических параметров в рабочей зоне помещения. Это достигается тем, что приточный воздух подается и забивается из помещения, а дополнительно приточный воздух подают непосредственно в зону дыхания рабочего синхронно с выделением вредностей, при этом подачу приточного воздуха производят непрерывной плоской струей, перекрывающей в горизонтальной плоскости выделяющиеся вредности на рабочих местах от зоны дыхания работающего с последующим удалением. 2 ил. Ј
//, ю.
Фиг.1
| Писаренко В.Л., Рочинский М.Л | |||
| Вентиляции рабочих мест в сварочном производстве | |||
| М.: Машиностроение, 1981, с | |||
| Шланговое соединение | 0 |
|
SU88A1 |
