1
Изобретение относится к области переработки полимерных матери.нов литьем под давлением.
Цель изобретения - снижение трудоем1470550
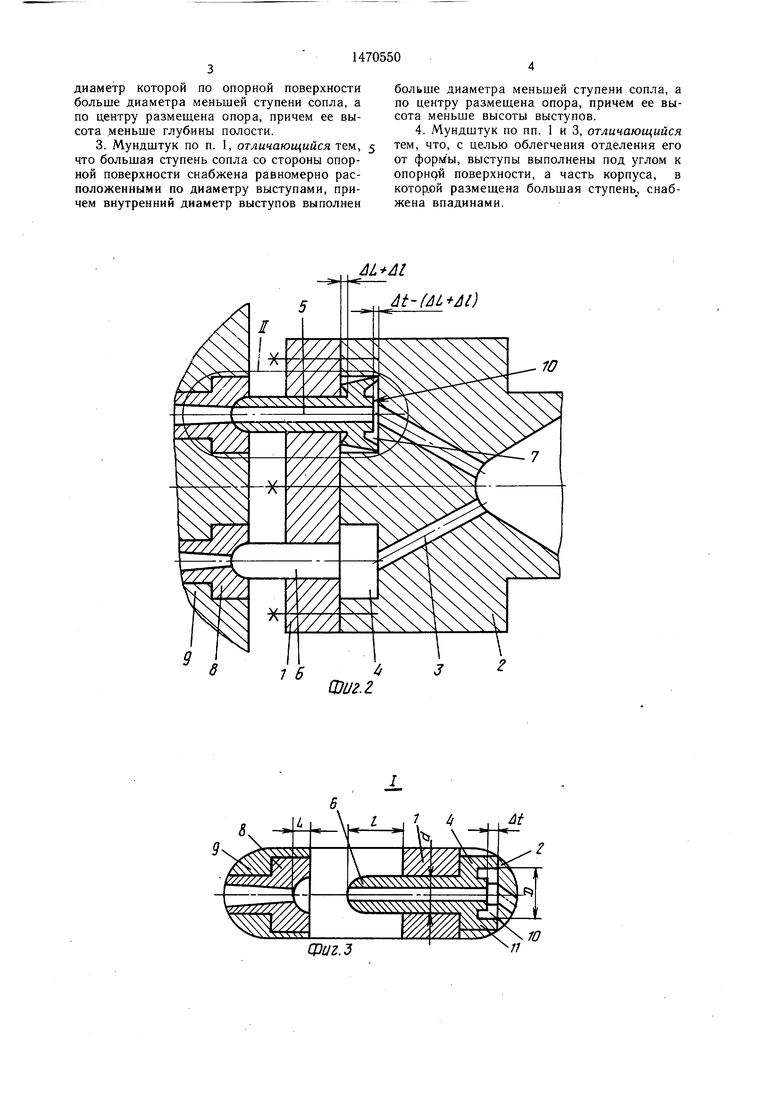
зор между опорами 10 и корпусной деталью 2 At на некоторых соплах выбирается полностью, а на некоторых остается. Мундштук готов к работе. Затем через литниковые какости изготовления мундштука и его наладки. налы 3 корпусной детали 2 и литниковые каНа фиг. 1 изображен мундштук и рабо- таюа1ая с ним пресс- форма в исходном положении; на фиг. 2 - то же, в процессе работы; на фиг. 3 - узел I на фиг. 1 (при снабжении большей ступени сопла выступами на опорной поверхности); на фиг. 4 - узел II на фиг. 2 (при снабжении большей ступени сопла выступами на опорной поверхности); на фиг. 5 - узел I на фиг. 1 (при выполнении выступов под углом к опорной
налы 5 сопел 4 полимерный материал впрыскивается в пресс-форму 8.
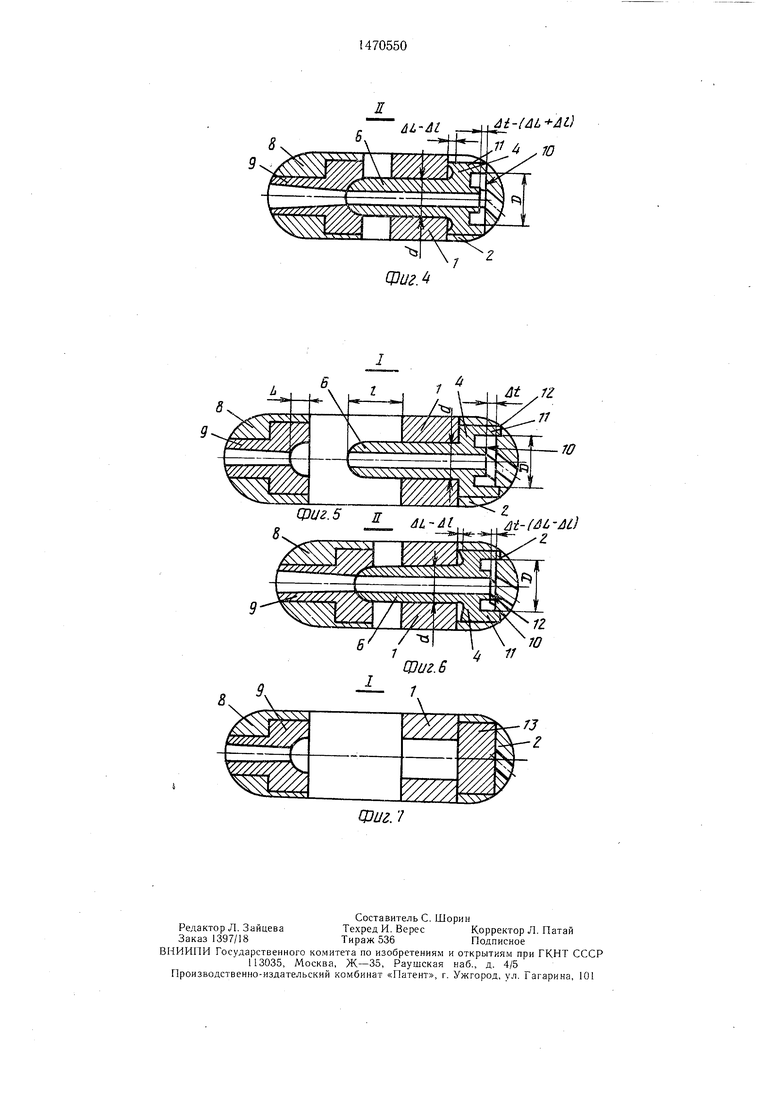
Мундштук аналогично работает и при снабжении его соплами 4 с расположенными на опорной поверхности большей ступени выступами 11, равномерно распределенными по диаметру, причем внутренний диаметр D выступов 11 выполнен больше диаметра d меньших ступеней 6. По центру большей ступени сопла 4 расположены опоры 10, приповер.х-ности); на фиг. 6 - узел И на фиг. 2 15 чем высота меньше высоты выступов И на (при выполнении выступов под угло.м к опор- величину д1. В этом случае упругость больной поверхности); на фиг. 7 -- узел I нашей ступени сбпла 4 обеспечена его конст- фиг. 1 (при замене сопла заглушкой).руктивным выполнением.
Многосопловый мундштук для литьевыхМундштук может работать (фиг. 5 и 6)
и с соплами 4, у которых выступы 11 на большей ступени расположены под углом к опорной поверхности, а корпусная деталь 2 снабжена впадинами 13. В этом случае работа мундштука осушествляется аналогично описанной, но сопла 4 при смыкании закру- 25 чиваются вокруг своей оси при выборе зазора А t. При отводе мундштука от пресс-формы 8 сопла 4 будут раскручиваться, что облегчает, отделение мундштука от пресс- формы 8. Возможна замена любого сопла 4 или нескольких сопел заглушками при необмашин содержит жестко скрепленные корпусные детали 1 и 2, причем в детали 2 выполнены литниковые каналы 3 и сопла 4 с литниковыми каналами 5. Литниковые каналы 5 сопел 4 сообщены с литниковыми каналами 3 корпусной детали 2. Сопла 4 выполнены ступенчатыми и смонтированы подвижными в осевом направлении. Причем большие ступени сопел 4 размешены в корпусной детали 2, а меньшие ступени б сопел 4 - в корпусной детали 1. Большие ступени сопел 4 выполнены в виде упругого эле- OQ мента, что обеспечено выполнением на опорных поверхностях полостей 7, диаметр которых D выполнен больше диаметра d меньших ступеней 6 сопел, снабженных на концах сферическими поверхностями А. Большие ступени сопел 4 имеют пределы деформации боль- 35 снизить трудоемкость изготовления ше, чем су.мма пределов погрешностей из-мундштука и его наладки на пресс-форму,
готовления и установки сопел А и сопря-В процессе работы и наладки сопла авходимости уменьшения количества рабочих сопел 4. В этом случае работа мундштука не изменяется.
Выполнение больших ступеней сопел упругими, а корпуса мундштука сборным позгаемых с ними по поверхностям Б литниковых втулок 9 пресс-формы 8flL . Со стороны опорной поверхности большие ступени сопел 4 снабжены опорами 10, причем их высота меньше глубины полостей 7 и составляет зазор между опорами 10 и корпусной деталью 2 величиной At, причем At AL+Al
Работа мундштука осушествляется еле- 45 дующим образом:
При подводе мундштука к пресс-форме 8 сопла 4 своими сферическими поверхностями А упираются в сферические поверхности Б литниковых-втулок 9, при этом, за счет упругости больших ступеней сопел 4, выбира- 50 ются погрешности изготовления и установки сопел 4 Л t и изготовления и установки литниковых втулок 9 Д L За счёт того, что большие ступени сопел 4 имеют предел деформации больший, чем сумма пределов по- ее грешностей изготовления и установки сопел Д F и литниковых втулок 9 - ЛЬ, происходит плотное контактное взаимодействие сопел 4 и литниковых втулок 9. При этом затоматически выставляются на сопряженную пресс-форму.
.Формула изобретения
1.Многосопловой мундштук для литьевых машин, содержаший корпус с литниковьь ми каналами, расположенные в корпусе ступенчатые сопла с литниковыми каналами, сообшающимися с литниковыми каналами корпуса для подачи расплава в форму, с меньшей ступенью, размешенной со стороны формы, смонтированные подвижно в осевом направлении, отличающийся тем, что, с целью снижения трудоемкости изготовления мундштука и его наладки, большая ступень выполнена в виде упругого элемента и снабжена опорой, а корпус выполнен сборным, причем большая ступень сопла размешена в одной его части, а меньшая - в другой.
2.Мундштук по п. 1, отличающийся тем, что с большей ступени сопла со стрроны опорной поверхности выполнена полость.
зор между опорами 10 и корпусной деталью 2 At на некоторых соплах выбирается полностью, а на некоторых остается. Мундштук готов к работе. Затем через литниковые снизить трудоемкость изготовления мундштука и его наладки на пресс-форму,
ходимости уменьшения количества рабочих сопел 4. В этом случае работа мундштука не изменяется.
Выполнение больших ступеней сопел упругими, а корпуса мундштука сборным позтоматически выставляются на сопряженную пресс-форму.
.Формула изобретения
1.Многосопловой мундштук для литьевых машин, содержаший корпус с литниковьь ми каналами, расположенные в корпусе ступенчатые сопла с литниковыми каналами, сообшающимися с литниковыми каналами корпуса для подачи расплава в форму, с меньшей ступенью, размешенной со стороны формы, смонтированные подвижно в осевом направлении, отличающийся тем, что, с целью снижения трудоемкости изготовления мундштука и его наладки, большая ступень выполнена в виде упругого элемента и снабжена опорой, а корпус выполнен сборным, причем большая ступень сопла размешена в одной его части, а меньшая - в другой.
2.Мундштук по п. 1, отличающийся тем, что с большей ступени сопла со стрроны опорной поверхности выполнена полость.
диаметр которой по опорной поверхности больше диаметра меньшей ступени сопла, а по центру размеш.ена опора, причем ее высота меньше глубины полости.
3. Мундштук по п. 1, отличающийся тем, что большая ступень сопла со стороны опорной поверхности снабжена равномерно расположенными по диаметру выступами, причем внутренний диаметр выступов выполнен
больше диаметра меньшей ступени сопла, а по центру размещена опора, причем ее высота меньше высоты выступов.
4. Мундштук по пп. 1 и 3, отличающийся тем, что, с целью облегчения отделения его от формы, выступы выполнены под углом к опорной поверхности, а часть корпуса, в котор.ой размещена большая ступень, снабжена впадинами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многосопловой мундштук для литьевых машин | 1986 |
|
SU1353628A1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| ЯДЕРНЫЙ РАКЕТНЫЙ ДВИГАТЕЛЬ | 1993 |
|
RU2072568C1 |
| Пресс-форма для литья под давлением | 1987 |
|
SU1528612A1 |
| УЗЕЛ ЦЕНТРАЛЬНОГО ЛИТНИКОВОГО КАНАЛА | 2003 |
|
RU2297303C2 |
| Механизм впрыска многопозиционной литьевой машины | 1986 |
|
SU1353629A1 |
| МНОГОМЕСТНОЕ ПРИСПОСОБЛЕНИЕ-СПУТНИК | 2003 |
|
RU2258593C2 |
| СВАРОЧНАЯ ГОРЕЛКА | 2018 |
|
RU2734535C1 |
| ПЯТИЛИНЕЙНЫЙ ДВУХПОЗИЦИОННЫЙ ЗОЛОТНИКОВЫЙ ЭЛЕКТРОПНЕВМОРАСПРЕДЕЛИТЕЛЬ | 2008 |
|
RU2379556C1 |
| УСТРОЙСТВО ДЛЯ МНОГОФАЗНОГО КОНТАКТА И РАСПРЕДЕЛЕНИЯ ДЛЯ ГИДРОПРОЦЕССИНГА | 2011 |
|
RU2559483C2 |
Изобретение относится к области переработки полимерных материалов литьем под давлением. Цель изобретения - снижение трудоемкости изготовления мундштука и его наладки. Для этого большая ступень (4) выполнена в виде упругого элемента, снабженного опорой 10, а корпус выполнен сборным, причем большая ступень сопла размещена в одной его части 2, а меньшая 6-в другой 1. Диаметр полости 7 опорной поверхности большей ступени 4 больше диаметра меньшей ступени сопла 6, а по центру размещена опора 10, причем ее высота меньше глубины полости. Большая ступень 4 сопла со стороны опорной поверхности снабжена равномерно расположенными по диаметру выступами, высота выступов больше высоты опоры. Для отделения мудштука от пресс-формы выступы выполнены под углом к опорной поверхности, в которой размещена большая ступень 4. 3 з.п. ф-лы, 7 ил.
Фиг. г
Фиг.з
At-(
70
t
Г7
J
. t k gTT
Е
i-(
. ,Ю
5S
г
fec
| Многосопловой мундштук для литьевых машин | 1986 |
|
SU1353628A1 |
| Солесос | 1922 |
|
SU29A1 |
