1
Изобретение относится к области переработки полимерных материалов литьем под давлением.
Цель изобретения - расширение технологических возможностей и уменьшение трудоемкости изготовления мундштука и пресс- форм.
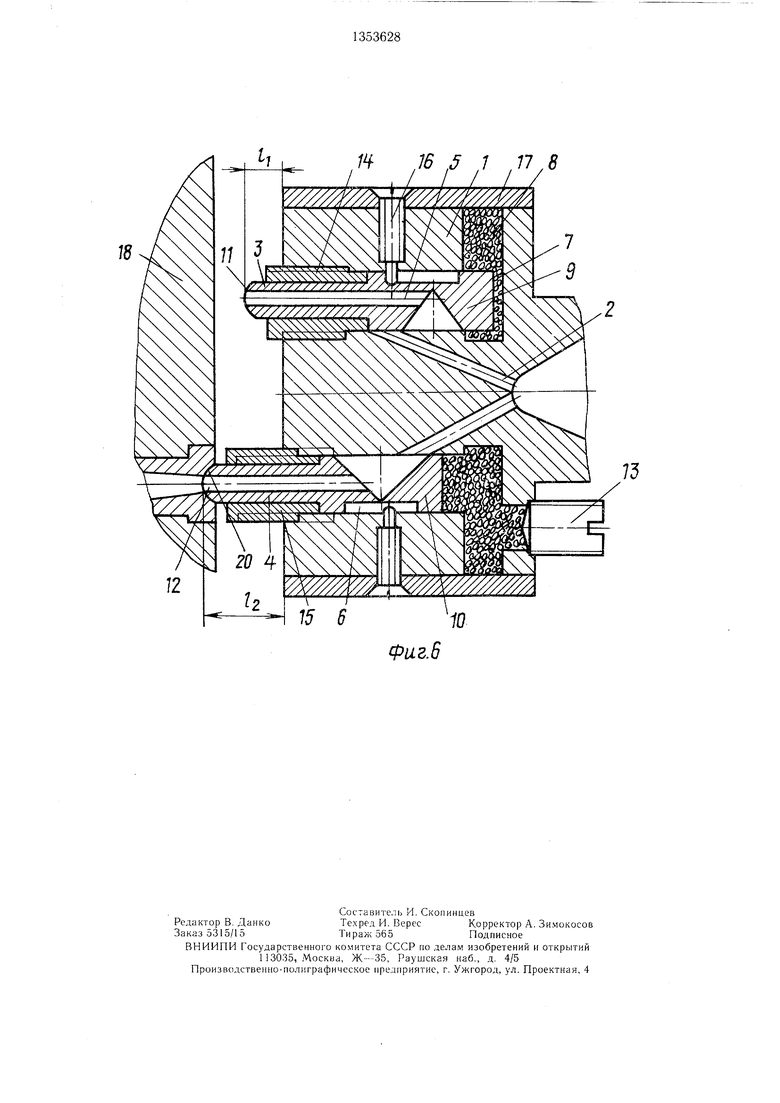
На фиг. 1 изображен мундштук и ра- ботаюш,ая с ним пресс-форма в исходном положении; на фиг. 2 - то же, в процессе работы в случае, когда поверхности сфер пресс-формы, соприкасающиеся с соплами мундштука, выполнены с невысокой степенью точности; на фиг. 3 - мундштук с наименьшей длиной сопел и работаюшая с ним пресс-форма; на фиг. 4 - мундштук с наибольшей длиной сопел и работающая с ним пресс-форма; на фиг. 5 - мундштук с различной длиной сопел и работаюшая с ним пресс-форма; на фиг. 6 - мундштук с заглушенным литниковым каналом и работаюшая с ним пресс-форма.
Многосопловой мундштук для литьевых машин содержит корпус 1 с литниковыми каналами 2, сопла 3 и 4 с литниковыми каналами 5 и 6. Литниковые каналы 5 и 6 сопел 3 и 4 сообщены с литниковыми каналами 2 корпуса . В корпусе 1 выполнена полость 7, заполненная твердыми сферическими телами 8, сопла 3 и 4 выполнены ступенчатыми и смонтированы подвижными в осевом направлении.
Большие ступени 9 и 10 сопел 3 и 4 взаимодействуют с тверды.ми сферическими телами 8. Меньшие ступени 11 и 12 сопел 3 и 4 выполнены со сферическими поверхностями на концах. Мундштук снабжен регулировочным винтом 13 для взаимодействия с твердыми сферическими телами 8,. а со стороны меньших ступеней 11 ,и 12 - фикси- руюшими винтами 14 и 15 для ограничения перемещения сопел 3 и 4. Винты 16 служат для крепления кожуха 17 к корпусу 1. Мундштук работает с пресс-формой 18, снабженной литниковой системой со сферическими поверхностями 19 и 20. Меньшие ступени 11 и 12 сопел 3 и 4 расположены со стороны пресс-формы 18. Расстояние от корпуса 1 мундштука до сферической поверхности меньшей ступени 11 сопла 3 - /i, расстояние до сферической поверхности меньшей ступени 12 сопла 4 - /а.
Работа мундщтука в случае, когда сферические поверхности пресс-формы, соприкасающиеся с соплами мундщтука, выполнены с невысокой степенью точности, осуществляется следующим образом.
Мундштук, закрепленный на литьевой машине, в исходном положении отведен от пресс-формы 18, фиксирующие винты 14 и 15 ослаблены, регулировочный винт 13 находится в среднем положении (фиг. 1). В таком положении сопла 3 и 4 выставлены с погрешностью Д/ /|-/о.
Глубина сферической поверхности 19 пресс-фор.мы 18 равна L, а глубина сфери
2
ческой поверхности 20 - Ly. Погрешность выполнения сферических поверхностей 19 и 20 AL L|-L2.
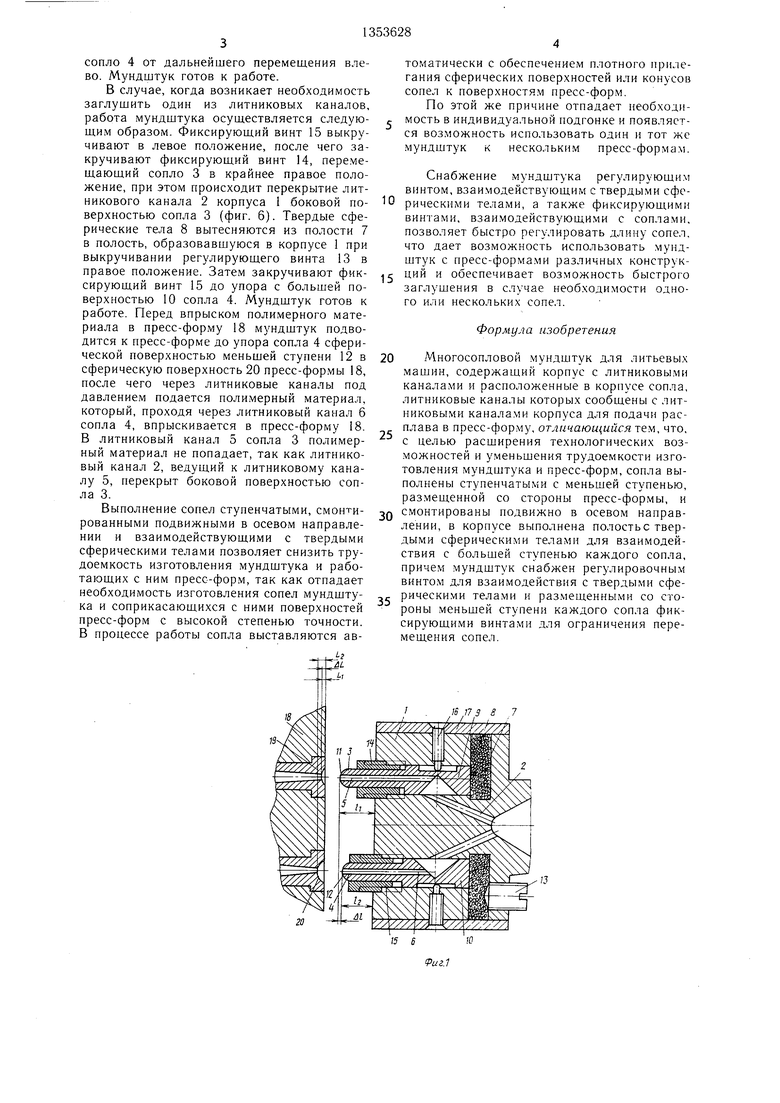
Перед впрыском полимерного .материала в пресс-фор.му 18 мундштук подводится к гфесс-фор.ме 18, при этом сопло 3 упирается сферической поверхностью меньшей ступени 11 в сферическую поверхность 19, в результате сопло 3 перемещается в осевом направлении. Большая ступень 9 сопла 3 в
10 свою очередь давит на твердые сферические тела 8, которые, перемещаясь в полости 7, передают давление на больщую ступень 10 сопла 4, перемещая сопло 4 на величину A/+AL до упора сферической поверхности меньщей ступени 12 сопла 4 в
сферическую поверхность 20 пресс-фор.мы 18. Таким образом, обеспечивается плотное прилегание сферических поверхностей меньщих ступеней 11 и 12 сопел 3 и 4 мундщтука к сферическим поверхностям 19 и 20 пресс2Q формы 18 {фиг. 2). После этого фиксирующие винты 14 и 15 затягивают до упора с большими ступенями 9 и 10. Мундщтук готов к работе. Затем через литниковые каналы 2 и сообщенные с ними литниковые каналы 5 и 6 сопел 3 и 4 в пресс25 форму 18 под давлением подается поли- . мерный материал.
В случае уменьшения длины 1 и /2 сопел 3 и 4 настройка мундщтука осуществляется следующим образом. Регулировочный винт 13 выкручивают в правое положение,
30 а фиксируюц.1.ие винты 14 и 15 закручивают, перемещая сопла 3 и 4 в правое положение. Твердые сферические тела 8 в этом случае вытесняются из полости 7 в полость, образовавшуюся в корпусе 1 при выкручивании регулировочного винта 13 (фиг. 3).
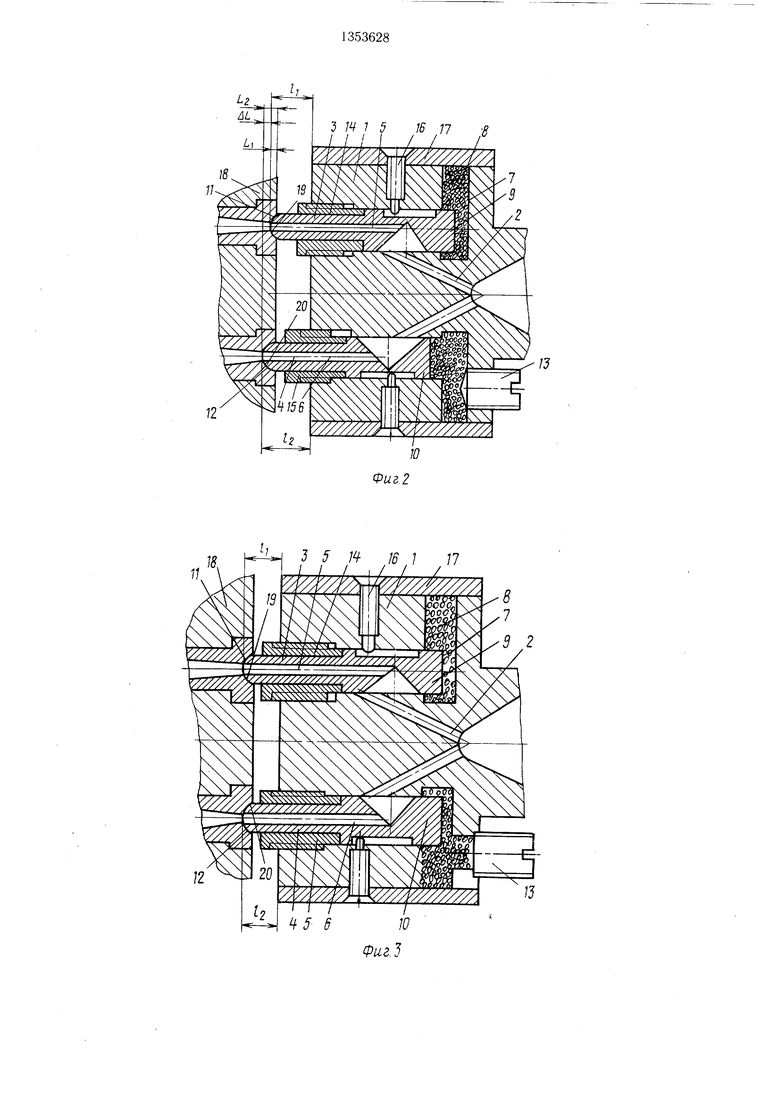
В случае необходимости увеличения длины /I и /2 сопел 3 и 4 настройка мундштука осуществляется следующим образом. Фиксирующие винты 14 и 15 выкручивают в
x|Q левое положение, после чего закручивают регулировочный винт 13, вытесняя твердые сферические тела 8 из полости 7, которые в свою очередь давят на больи ие ступени 9 и 10, перемещая сопла 3 и 4 в левое положение (фиг. 4).
45 В случае необходимости получения мундштука с различной длиной сопел настройка мундщтука осушествляется следуюпди.м образом. В исходном положении сопло 3 устанавливают на необходимую длину. Это положение фиксируют фиксирующим винтом
50 14, а фиксирующий винт 15 остается вы- крученны.м в левое положение. Затем закручивают регулирующий винт 13, вытесняя твердые сферические тела 8 из полости 7, которые в свою очередь давят на большую , ступень 10 сопла 4, перемещая его на необ- ходимую величину (фиг. 5). В положении, когда длина сопла 4 достигает /2, фиксирующий винт 15 затягивают до упора с больщей ступенью 10, ограничивая таким образом
сопло 4 от дальнейшего перемещения влево. Мундштук готов к работе.
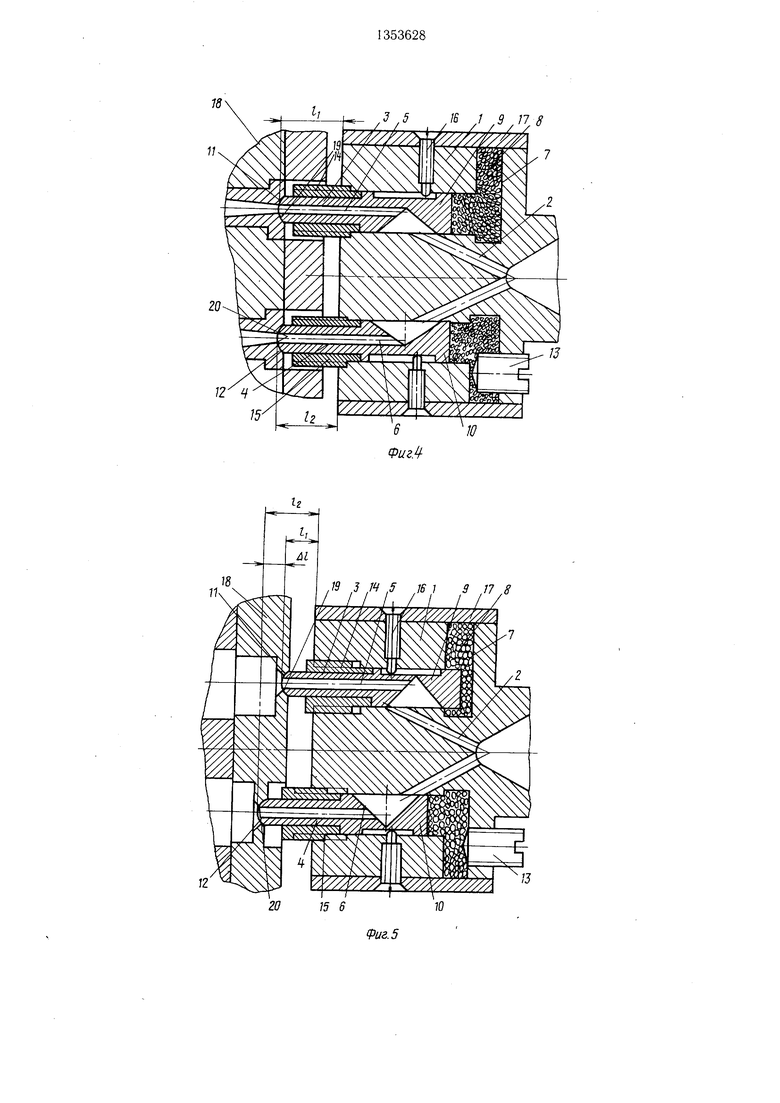
В случае, когда возникает необходимость заглушить один из литниковых каналов, работа мундштука осуш,ествляется следующим образом. Фиксирующий винт 15 выкручивают в левое положение, после чего закручивают фиксирующий винт 14, пере.ме- щающий сопло 3 в крайнее правое положение, при этом происходит перекрытие литтоматически с обеспечением плотного прилегания сферических поверхностей или конусов сопел к поверхностям пресс-форм.
По этой же причине отпадает необходимость в индивидуальной подгонке и появляется возможность использовать один и тот же мундщтук к нескольким пресс-формам.
Снабжение мундштука регулирующим винтом, взаимодействующим с твердыми сфе15
20
никового канала 2 корпуса 1 боковой по- Ю рическими телами, а также фиксирующими верхностью сопла 3 (фиг. 6). Твердые сферические тела 8 вытесняются из полости 7 в полость, образовавшуюся в корпусе 1 при выкручивании регулирующего винта 13 в правое положение. Затем закручивают фиксирующий винт 15 до упора с большей поверхностью 10 сопла 4. Мундщтук готов к работе. Перед впрыском полимерного материала в пресс-форму 18 мундщтук подводится к пресс-форме до упора сопла 4 сферической поверхностью меньшей ступени 12 в сферическую поверхность 20 пресс-формы 18, после чего через литниковые каналы под давлением подается полимерный материал, который, проходя через литниковый канал 6 сопла 4, впрыскивается в пресс-форму 18. В литниковый канал 5 сопла 3 полимерный материал не попадает, так как литниковый канал 2, ведущий к литниковому каналу 5, перекрыт боковой поверхностью сопла 3.
Выполнение сопел ступенчатыми, смонтированными подвижными в осевом направлении и взаимодействующими с твердыми сферическими телами позволяет снизить трудоемкость изготовления мундштука и работающих с ним пресс-фор.м, так как отпадает необходимость изготовления сопел мундщту- ка и соприкасающихся с ними поверхностей пресс-форм с высокой степенью точности. В процессе работы сопла выставляются аввинтами, взаимодействующими с соплами, позволяет быстро регулировать длину сопел, что дает возможность использовать мундштук с пресс-формами различных конструкций и обеспечивает возможность быстрого заглушения в случае необходимости одного или нескольких сопел.
Формула изобретения
Многосопловой мундштук для литьевых машин, содержащий корпус с литниковыми каналами и расположенные в корпусе сопла, литниковые каналы которых сообщены с литниковыми каналами корпуса для подачи расплава в пресс-фор.му, отличающийся тем, что, с целью расширения технологических возможностей и у.меньшения трудоемкости изготовления мундштука и пресс-форм, сопла выполнены ступенчатыми с меньшей ступенью, размещенной со стороны пресс-формы, и OQ смонтированы подвижно в осевом направлении, в корпусе выполнена полость с твердыми сферическими телами для взаимодействия с большей ступенью каждого сопла, причем мундштук снабжен регулировочным винтом для взаимодействия с твердыми сферическими телами и размещенными со стороны меньшей ступени каждого сопла фик- сируюшими винтами для ограничения перемещения сопел.
25
35
томатически с обеспечением плотного прилегания сферических поверхностей или конусов сопел к поверхностям пресс-форм.
По этой же причине отпадает необходимость в индивидуальной подгонке и появляется возможность использовать один и тот же мундщтук к нескольким пресс-формам.
Снабжение мундштука регулирующим винтом, взаимодействующим с твердыми сферическими телами, а также фиксирующими
рическими телами, а также фиксирующими
винтами, взаимодействующими с соплами, позволяет быстро регулировать длину сопел, что дает возможность использовать мундштук с пресс-формами различных конструкций и обеспечивает возможность быстрого заглушения в случае необходимости одного или нескольких сопел.
Формула изобретения
рическими телами, а также фиксирующими
Многосопловой мундштук для литьевых машин, содержащий корпус с литниковыми каналами и расположенные в корпусе сопла, литниковые каналы которых сообщены с литниковыми каналами корпуса для подачи расплава в пресс-фор.му, отличающийся тем, что, с целью расширения технологических возможностей и у.меньшения трудоемкости изготовления мундштука и пресс-форм, сопла выполнены ступенчатыми с меньшей ступенью, размещенной со стороны пресс-формы, и смонтированы подвижно в осевом направлении, в корпусе выполнена полость с твердыми сферическими телами для взаимодействия с большей ступенью каждого сопла, причем мундштук снабжен регулировочным винтом для взаимодействия с твердыми сферическими телами и размещенными со стороны меньшей ступени каждого сопла фик- сируюшими винтами для ограничения перемещения сопел.
20
LZ
12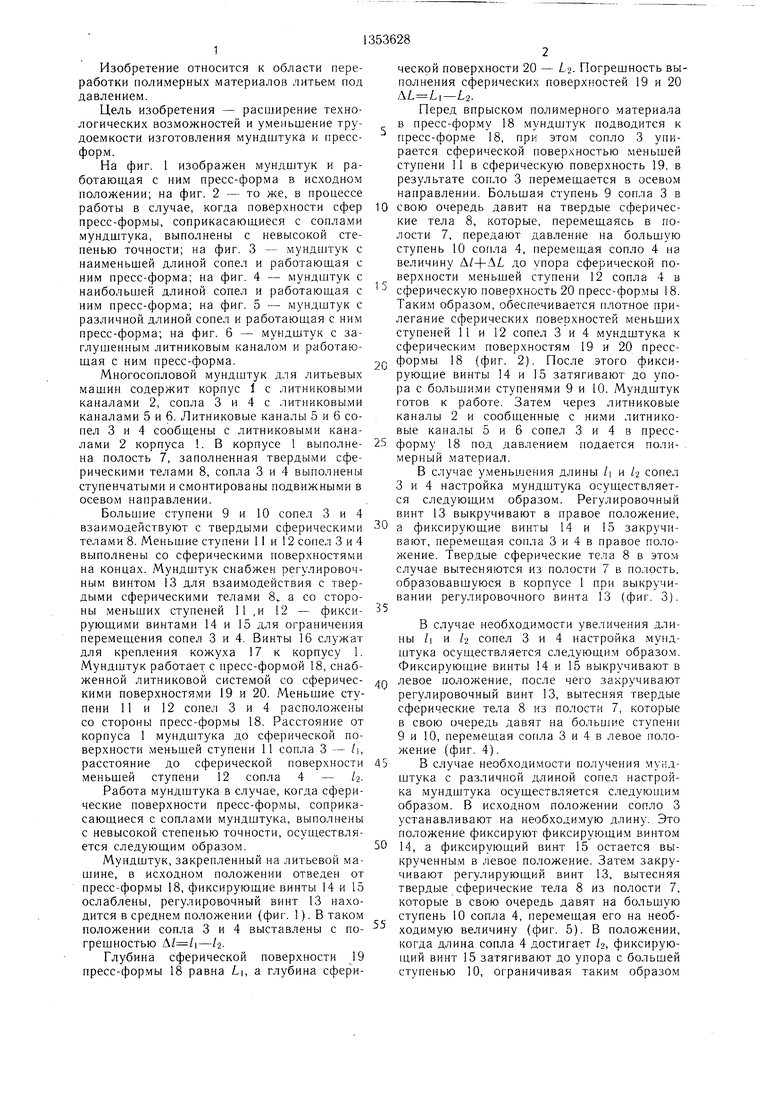
| название | год | авторы | номер документа |
|---|---|---|---|
| Многосопловой мундштук для литьевых машин | 1987 |
|
SU1470550A1 |
| Устройство для изготовления армированных полимерных трубчатых изделий | 1973 |
|
SU515650A1 |
| ВПРЫСКИВАЮЩЕЕ СОПЛО ДЛЯ ПРЕСС-ФОРМЫ | 1992 |
|
RU2065817C1 |
| Шрифтолитейная машина для отливки литер из пластмассы | 1970 |
|
SU322037A1 |
| ЛИТЬЕВАЯ МАШИНА | 1973 |
|
SU407745A1 |
| ФЛОТАЦИОННО-ФИЛЬТРАЦИОННАЯ УСТАНОВКА | 2014 |
|
RU2581390C1 |
| Литниковый коллектор инжекторной формовочной машины для пластмасс | 1975 |
|
SU663282A3 |
| КОМПЕНСИРУЮЩИЙ ПАКЕТ ПРЕСС-ФОРМЫ И СПОСОБ ВЫРАВНИВАНИЯ КОМПЕНСИРУЮЩЕГО ПАКЕТА ПРЕСС-ФОРМЫ | 2008 |
|
RU2424897C1 |
| Экструзионная прямоточная головка для изготовления пластмассовых труб | 1986 |
|
SU1328222A1 |
| Литьевая машина | 1973 |
|
SU729079A1 |
Изобретение относится к переработке пластмасс литьем под давлением. Цель изобретения - расширение технологических возможностей и уменьшение трудоемкости изготовления мундштука и пресс-форм. Для этого сопла выполнены ступенчатыми и смонтированы подвижными в осевом направлении. В корпусе выполнена полость с твердыми сферическими телами. Меньшие ступени сопел размеш,ены со стороны пресс-формы. Большие ступени взаимодействуют с твердыми сферическими телами. Мундштук снабжен регулировочным винтом для взаимодействия с твердыми сферическими телами и фикси- руюшими винтами. Это позволяет снизить трудоемкость изготовления мундштука и пресс-форм, расширить технологические возможности мундштука за счет того, что в процессе работы сопла выставляются автоматически. Обеспечено плотное прилегание сферических поверхностей сопел к поверх- ностям пресс-форм. Регулируюший винт позволяет быстро регулировать длину сопел. Фиксирующие винты позволяют ограничивать перемешение сопел. Мундштук может быть использован с пресс-фор.мами различных конструкций. 6 ил. е Л оо сд оо О5 Ю 00
П
W,
5 П IS 1 Л / I / / /
/5
В 1 9 Л 8 / / / / /
S
f
12
/
/V// -
Фиг.6
| Литьевая форма для изготовления полимерных изделий | 1982 |
|
SU1068292A1 |
| Солесос | 1922 |
|
SU29A1 |
| Демин Е | |||
| Н | |||
| Справочник по пресс-формам | |||
| Л.: Лениздат, 1967, с | |||
| ДИФФЕРЕНЦИАЛЬНАЯ ТЕРМИОННАЯ ЛАМПА | 1920 |
|
SU294A1 |
