Изобретение относится к строительству, а именно к способам изготовления изделий из капиллярно-пористых материалов, преимущественно
из гипса.
Цель изобретения - снижение энергоемкости, интенсификация процесса сушки при обеспечении качества изделий .
При изготовлении капиллярно-пористых гипсовых изделий ГОТОВЯТ гипсовый раствор, вводят в него 0,5% NaCl от массы гипса, формуют изделия, устанавливают электроды и проводят сушку токами промьш1ленной часто ты плотностью 0,02-0,035 А/см в течение 13-22 мин, при этом электроды
присоединяют к двум вертикальным торцам изделий, затем проводят досуш- ,ку. К лицевым поверхностям изделий после формования прикрепляют наклонные желоба для отвода удаляемой при сушке влаги.
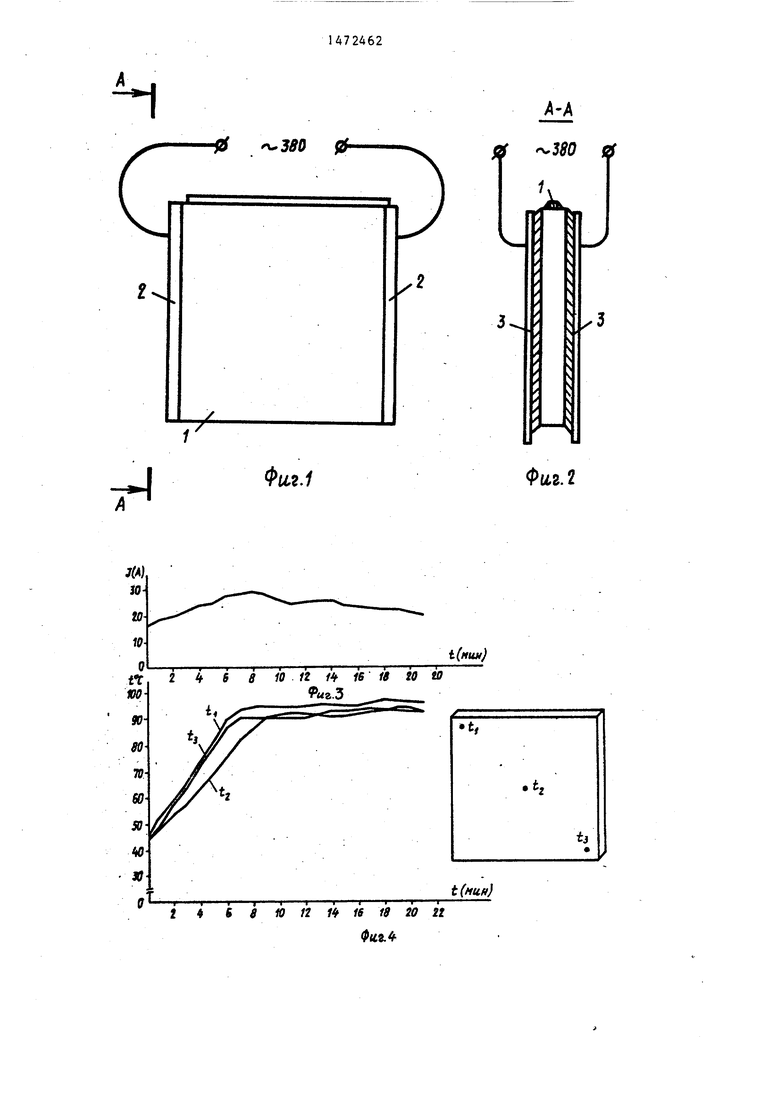
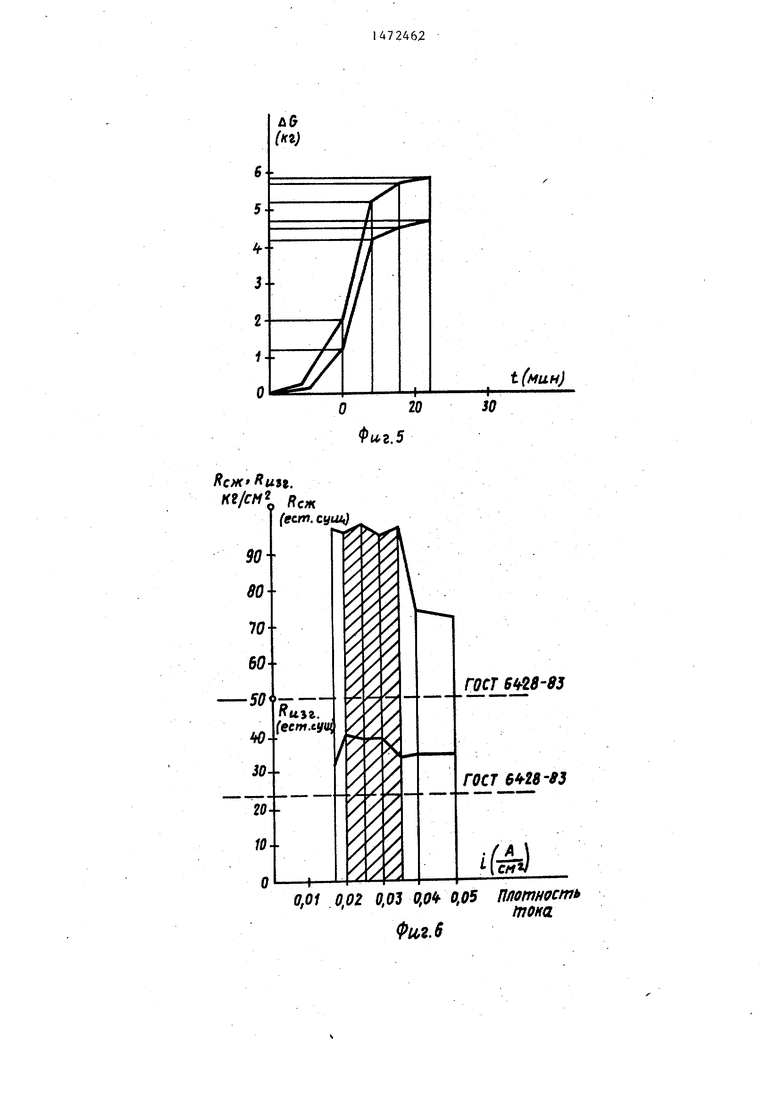
На фиг. 1 изображена схема примь - кания электродов к высушиваемому изделию; на фиг.2 - разрез А-А иа фиг.1; на фиг.З - зависимость тока во времени; на фиг.4 - зависимость температуры во времени в разных точках высушиваемого изделия; на фиг.5 график удаления влаги при сушке; на фиг.6 - прочностные характеристики изделия (R,:jr и R) в зависимости от плотности тока; на фиг.7 4ib
to
4; О5
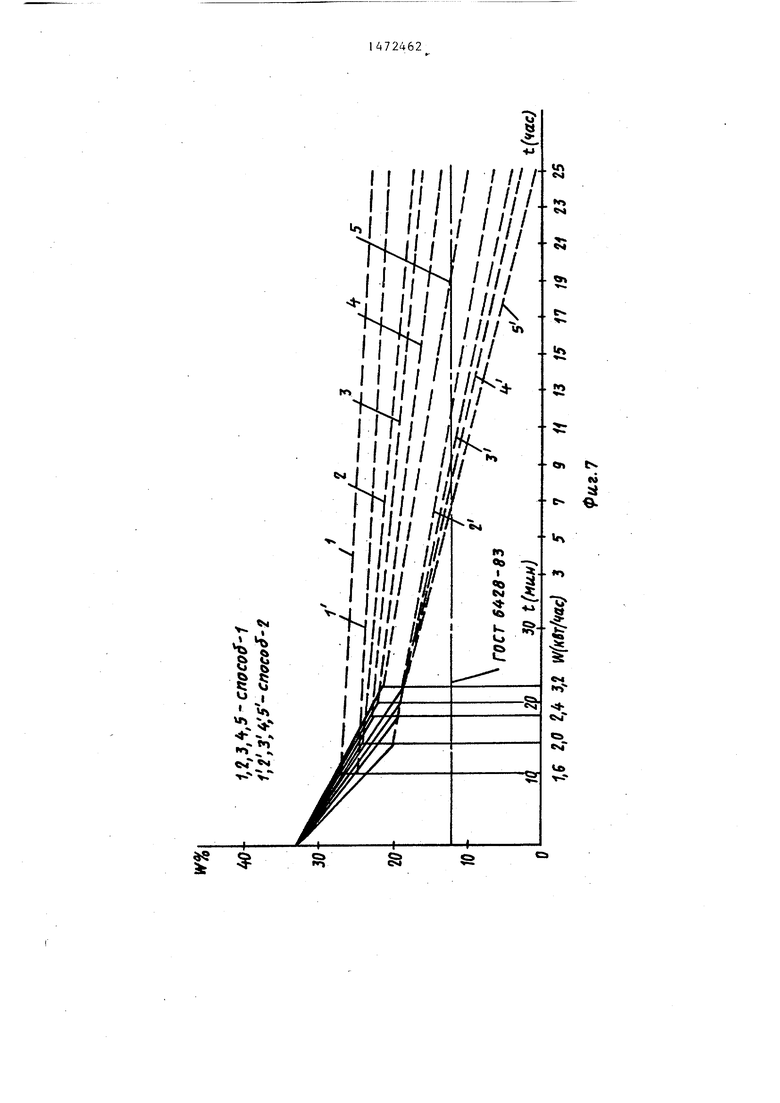
изменение влажности во времени при использовании наклонных желобов для отвода удаляемой при сушке влаги,
Способ изготовления изделий из капиллярно-пористых материалов,преим ществёнйо из гипса, включает формование элементов 1 из гипсового раствора с последующим примыканием к противоположным торцам его электро- доз 2 и пропускание токов промьшлен- ной частоты. Гипсовый раствор готовят на водном растворе поваренной соли, с целью образования требуемой электролитической среды для получе- ния возможности варьирования плотностью пропускаемого через изделия тока. Это одновременно позволяет устанавливать по торцам электроды 2, а по лицевым поверхностям - наклон- ные желоба 3. Электроды 2 устанавливаются по торцам для того, чтобы иметь большую свободную площадь во- довьщеления с лицевой поверхности. Для изготовления гипсовых перегоро- .дочных плит размером 600x550x65 мм при 0,5%-чом водном растворе поваренной соли плотность составляет 0,02-0,035 А/см, что обеспечивает мягкий режим сушки в течение 13- 22 мин при 96-98 С, не вызывающий структурных изменений материала. При этом в течение времени пропускания тока из изделия удаляется основная масса свободной влаги в капиллярно- пористом состоянии,а досушка так же как в известных- способах происходит за счет тепла, аккумулированного в изделии. При этом за с-чет концентрации водного раствора поваренной со- /ли можно.получить оптимальный режим сушки, а в зависимости от климатических условий изготовления изделий можно получить заданную окончательную влажность изделия. На представленных графиках (фиг.3,4,5) даны зависимости параметров плотности тока, температуры, влажности и прочности изделий во время сушки. На фиг.6 показаны прочностные харак- теристики высушиваемого изделия (Rj
и
Кц,р) в зависимости от плотности
пропускаемого тока. При этом необходимо отметить, -что максимальные прочностные показатели имеют место в указанном диапазоне плотности тока (0,02-0,035 А/сн). На фиг.7 показан график изменения влажности во время сушки, причем кривые 1,2, 3,4,5 относятся к основному пункту формулы изобретения, а кривые 1 , 2,3, 4, 5/ получены при использовании наклонных желобов для отвода, удаляемой при сушке влаги. Из графика видно, что использование наклонны желобов сокращает время сушки при тех же энергозатратах.
Пример. Формуют плиты с размерами 600x550x65 мм из гипсового раствора с добавкой 0,5% от массы - гипса NaCl, затем на торцах плит устанавливают электроды, соединенные с источником тока промышленной частоты напряжением -380 Б. На лицевых поверхностях устанавливают многорядные наклонные желоба для отвода воды выделяющейся при последующей сушке. Наклонные желоба предотвращают сте- кание выделившихся капель с верхних участков на нижние. Пропускание элекрического тока плотностью 0,025 А/см через изделие проводят в течение 17 мин. Изделие прогревается до 97 С После отключения тока остаточная влага удаляется за счет аккумулированного тепла в течение 8 ч до 12%. Результаты испытаний образцов изделий, подвергнутых сушке предлагаемым способом, представлены на фиг.3-7. Формула изобретения
1.Способ изготовления капиллярно-пористых изделий путем приготовления гипсового раствора, формования установки электродов с последующей сушкой токами промьш1ленной частоты и досушкой, отлйчающи, йся тем, что, с целью снижения энергоемкости, интенсификации процесса сушки при обеспечении качества изделий, в гипсовый раствор перед
формованием вводят 0,5% NaCl от маесы гипса, а сушку проводят током плотностью 0,02-0,035 А/см в тече- ние 13-22 мин, причем электроды присоединяют к двум вертикальным торцам изделий.
2.Способ поп.1,отличаю- щ и и с я тем, что к лицевым поверхностям изделий после формования прикрепляют наклонные желоба для отвода удаляемой при сушке влаги.
3ffD
А А ef 380 йГ
-х
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гипсовых изделий | 1980 |
|
SU876619A1 |
| СПОСОБ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2002 |
|
RU2215713C1 |
| СПОСОБ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2008 |
|
RU2378223C1 |
| СПОСОБ СУШКИ КАПИЛЛЯРНО-ПОРИСТЫХ МАТЕРИАЛОВ | 1971 |
|
SU300733A1 |
| Стыковое соединение гипсовых плит перегородок | 1987 |
|
SU1502737A1 |
| СПОСОБ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ТОРФА | 1992 |
|
RU2084489C1 |
| Сырьевая смесь для изготовления теплозвукоизоляционных изделий | 1983 |
|
SU1131855A2 |
| Технологическая линия для изготовления строительных изделий | 1986 |
|
SU1458237A1 |
| Формообразующее устройство для изготовления строительных изделий из быстротвердеющих смесей | 1986 |
|
SU1380967A1 |
| ФОРМА ДЛЯ ЛИТЬЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2008 |
|
RU2369476C1 |
Изобретение относится к строительству, а именно к изготовлению изделий из капиллярно-пористых материалов, преимущественно из гипса. Цель изобретения - снижение энергоемкости, интенсификация процесса сушки при обеспечении качества изделий. При изготовлении капиллярно-пористых гипсовых изделий в гипсовый раствор вводят 0,5 мас.% NACI от массы гипса, а после формования к вертикальным торцам изделия устанавливают электроды и проводят сушку токами промышленной частоты плотностью 0,02-0,035 А/см2 в течение 13-22 мин. Затем проводят досушку за счет аккумулированного тепла в изделии. Перед сушкой к лицевым поверхностям изделий также прикрепляют наклонные желоба для отвода удаляемой влаги. Срок сушки сокращается до 7-9 ч. 1 з.п. ф-лы, 7 ил.
Г
rl
Фи,2.1
т
}он W
2 6 8 10 1Z I t 1В 1в го to
fuz.5
i,
t 4 в в Ю }2 1 IS 18 20 2t
Фи,2.
fM
Фи,г.2
t(HUIt}
t«
t.
t3
t (мин)
.
Ясж
(ест. cyijj
0во10 60- 50
)- 30-7о- -10..
О
ГОСТ 6 28-93
(игг. (еетлущ
ГОСТ
001 OOZ 0.03 ОМ 0.05 плотности тока.
Фи.г.б
ГОСТ 6 28-93
ГОСТ
| СПОСОБ СУШКИ КАПИЛЛЯРНО-ПОРИСТЫХ МАТЕРИАЛОВ | 0 |
|
SU300733A1 |
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
