Изобретение относится к производству гипсовых строительных материалов и гипсовых форм. Известен способ изготовления изделий, преимущественно теплоизоляционных, включающий формование в закрытых пресс-формах, снабженных дренажным патрубком. При пропускании электрического тока через изделие давление и температура в пресс-форме повышается за счет парообразования. Неиспарившаяся вода механически удаляется при сбросе давления через дренажный патрубок путем ее вытеснения расширяющимися парами в направлении поверхности изделия. Остаточную влагу удаляют путем вакуумирования изделия за счет аккумулированного тепла Cl . Известен также способ изготовления гипсовых изделий, при котором через отформованные изделия после их затвердевания пропускают ток предельной плотности порядка 0,05-0,1 А/см в течении 0,5-1 мин для нагрева мате- риала до 100-120 С и удаления основного количества влаги в капиллярно жидком состоянии, а досушку до заданной влажности производят теплом аккумулированным в материале f2. Однако при зтих способах производства использование электроэнергии для нагрева материала и поддержания давления паров в нем оказывается неэкономичным, несмотря на механическое удаление части влаги. Стоимость электроэнергии превьш1ает стоимость газа, необходимого для конвективной сушки. Кроме этого, дальнейшая интенсификаг ция по данному способу невозможна, так как при более высоких температурах нагрева происходит термическое разложение гипса, что снижает прочность материала. Теоретически переход кристаллов изделия из состояния X 2Н20 (изделие) в состояние 2CaSO х X (обезвоженньп гипс) происходит
интенсивно при температуре выше 110 С.
Хотя при последующем охлаждении до влажной атмосфере к гипсу вновь присоединяется вода однако ввиду перекристаллизации, прочность гипса уменьшается в 1,5-2 раза.
Кроме того, при этом способе после твердения гипса происходит максимальное увеличение плотности материала, сопровождающееся сужением и частичным закрытием .пор в структуре материала перед действием давления, что снижает возможность вытеснения наибольшего объема жидкой влаги.
Наиболее близким к предложенному техническому решению является способ производства гипсовых изделий, включающий приготовление гипсовой композиции с подогревом до 35-40 С, формование из нее изделий, распалубку и конвективную сушку в конвейерной сушилке 3 .
Недостатки этого способа заключаются в длительности процесса сушки, больших затратах тепла на испарение влаги, невозможности полной автоматизации производства. Кроме этого, наблюдается понижение прочности изделий на поверхности при применении теплоносителя вьш1е 65 С.
Цель изобретения - интенсификация процесса сушки при снижении энергозатрат.
Поставленная цель достигается тем что в способе производства гипсовых изделий, включающем приготовление гипсовой композиции с подогревом до 4080 с, формование из нее изделий, распалубку и сушку их, после распалубки изделия подвергают продувке воздухом пдд давлением 3-15 атм до окончания отделения свободной воды.
Дальнейшую сушку до заданной влажности производят при обдуве воздухом за счет тепла, аккумулированного в материале изделия или при подогреве воздухом до 80 С. Вытеснение свободной воды из гипсового изделия воздухом под давлением заключается в том, что в период, когда прочность изделия не достигает максимальной величины, структура материала содержит большее количество свободной воды и открытую связь между заполненными водой порами и поэтому обработка давлением наиболее эффективна. Предварительное нагре вание гипсовой композиции до 40-8СР С в предлагаемом способе, не вызывая
766194
уплотнения материала к моменту обработки давлением воздуха, способствует более быстрому вытеснению воды, так как с повышением температуры вязкость 5 воды уменьшается, а также уменьшается количество свободной воды, энергетически связанной с внутренней поверхностью гипсового материала. Кроме того, тепло, израсходованное на предварительное нагревание, затрачивается в дальнейшем на досушку изделий.
Интервал температуры предварительного нагрева выбран оптимальным. Понижение температуры удлиняет время обработки давлением, а повьщ1ение температуры увеличивает :энергетически не выгодное испарение с поверхности изделия до обработки давлением, а также ускоряет твердение и ухудшает вытеснение воды.
Выбор интервала давлений воздуха в нижнем значении определяется началом вытеснения жидкости, а в верхнем прочностью гипсового изделия и технологичностью процесса. Увеличение интервала нерационально увеличивает энергозатраты.
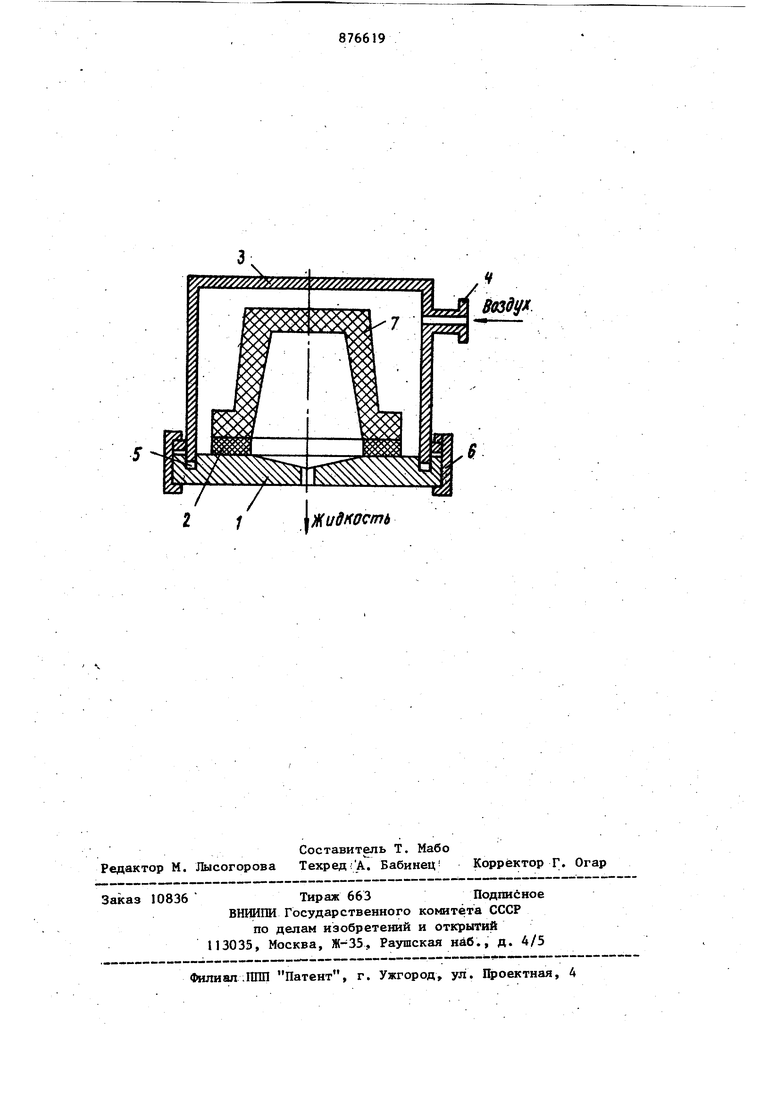
На чертеже показана установка для реализации предлагаемого способа.
Установка содержит основание 1, на котором укреплено уплотнительное резиновое кольцо 2. На основании размещается колпак 3, имеющий патрубок 4 и уплотнение 5. Колпак с основанием скрепляется поворотными соединительными скобами 6.
Установка работает следукицим образом.
Поворачивают скобы 6, поднимаю колпак 3 и прижимают изделие 7, например действием собственного веса, к кольцу 2. После установки колпака 3 через патрубок 4 подают воздух под давлением, который воздействует на внешнюю сторону изделия и увеличивает уплотнение между изделием 7 и кольцом 2. Другая сторона изделия находится при атмосферном давлении. Под влиянием перепада давления жидкость из объема пор в изделии перетекает к внутренней стороне и выпивается через отверстие в основании 1. Воздействие давления прекращают, когда оканчивается стекание жидкости.
Пример. Изготавливают гипсовые блоки размером 800 х 400 -х 80 мм с начальной влажностью 40%, Предварительно-; готовят гипсовую композицию с нагревом ее до 40 С. Из такой
5
.массы заливают в форму 6 кубиков для испытания на прочность. Эти кубики по одному через каждые 5 мин испытывают на прочность по обычной методике. Результаты показывают, что максимальная. прочность гипса для данных условий наступает через 8 мин после извлечения изделия из формы. Поэтому обработку давлением проводят сразу после формовки. При повышении температуры нагрева композиции набор прочности кубиками ускоряется и, чтотбы
19.6
не допустить окончательного твердения гипса до завершения обработки давлением, необходимо увеличить давление. ilpH давлении воздуха 12 ати время обработки давлением составляет, 1,6 мин. После окончания вытекания свободной воды производят обдув воздухом для досушки.
в таблице приводятся данные по суш ке изделий, изготовленных согласно предлагаемого и известного способов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления капиллярно-пористых изделий | 1987 |
|
SU1472462A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНТЕРЬЕРНО-ОБЛИЦОВОЧНОЙ ФИГУРНОЙ МОЗАИКИ ИЗ ГИПСА. ИЗНОСОСТОЙКАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИНТЕРЬЕРНО-ОБЛИЦОВОЧНЫХ ИЗДЕЛИЙ ИЗ ГИПСА | 2003 |
|
RU2261173C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕНОГИПСОВЫХ ИЗДЕЛИЙ, КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПЕНОГИПСОВЫХ ИЗДЕЛИЙ | 1996 |
|
RU2099305C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНТЕРЬЕРНО-ОБЛИЦОВОЧНЫХ ГИПСОВЫХ ИЗДЕЛИЙ И ФОРМА ДЛЯ ИХ ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2190522C1 |
| Способ изготовления гипсобетонных пустотных изделий | 1987 |
|
SU1740356A1 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ОПИЛКОБЕТОНА И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ОПИЛКОБЕТОНА | 2018 |
|
RU2695313C1 |
| Способ изготовления слоистых бетонных изделий | 1978 |
|
SU765241A1 |
| ПЕНОГИПСОВАЯ КОМПОЗИЦИЯ | 2005 |
|
RU2280627C1 |
| СУХАЯ ТЕПЛОИЗОЛИРУЮЩАЯ ГИПСОПЕНОПОЛИСТИРОЛЬНАЯ СТРОИТЕЛЬНАЯ СМЕСЬ ДЛЯ ПОКРЫТИЙ, ИЗДЕЛИЙ И КОНСТРУКЦИЙ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2007 |
|
RU2338724C1 |
| Конструкционно-теплоизоляционный материал | 2017 |
|
RU2653192C1 |
8 ати 5,5 мин 4 кВт
.35-40 Использование предлагаемого способа изготовления гипсовых изделий позволяет интенсифицировать процесс сушки, уменьшить расход топлива и снизит стоимость энергии на сушку гипсовых изделий в 2,5 раза, автоматизировать операцию сушки и высвободить соответствукмцее количество работников. Формула изобретения Способ изготовления гипсовых изделий, включающий приготовление гипсовой композиции с подогревом до 4080 С, формование из нее изделий, распалубку и сушку их, отличаюПредлагаемый
Ю мин 80 С
56
0,92
2,50
50 щи и с я тем, что, с целью интенсификации процесса сушки при снижении энергозатрат, после распалубки изделия подвергают продувке воздухом под давлением 3-15 атм до окончания отделения свободной воды. Источники информации, принятые во внимаше при экспертизе 1.Авторское свидетельство СССР № 428172, кл. F 26 В 3/34, 1972. 2.Авторское свидетельство СССР№ 300733, кл. F 26 В 3/34, 1968. 3.Технология фарфорового и фаянсового производства. Под ред. И.А. Булавина. М., Легкая индустрия, 1975, с. 358-366.
Жидкость
Воздцх
