Изобретение относится к промьпп- ленности строительных материалов и может быть использовано для производства строительных изделий. .
Целью изобретения является повышение производительности линии.
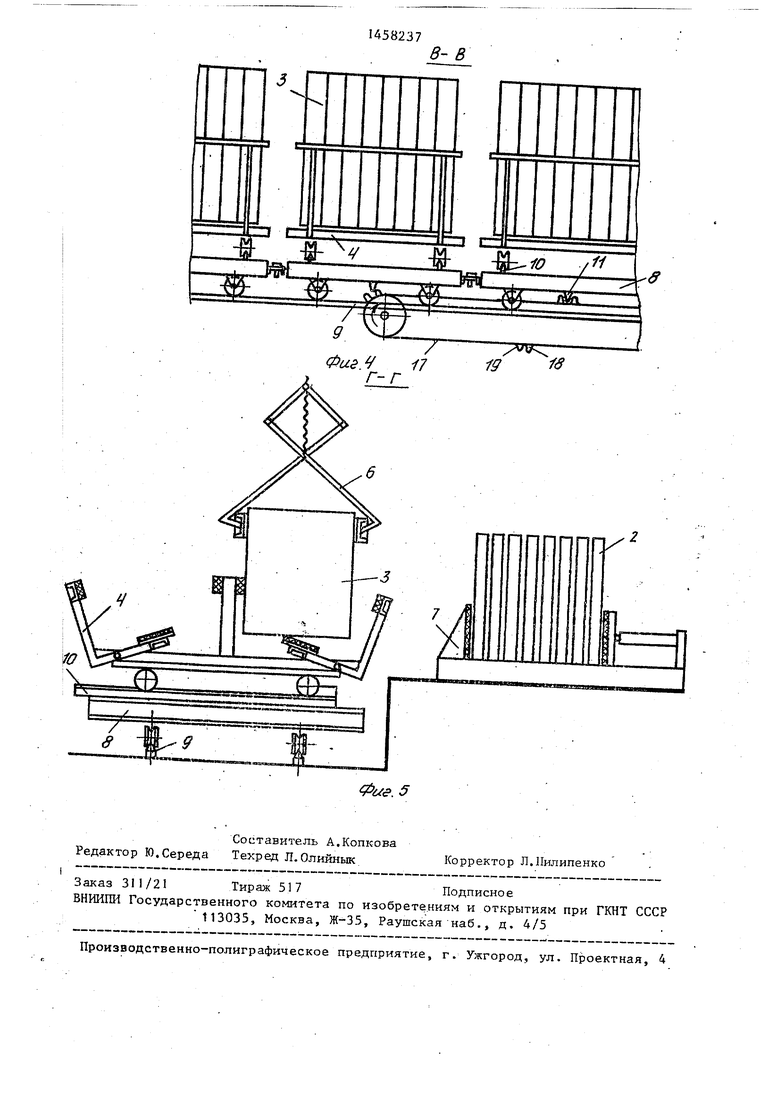
На фиг. 1 схематично изображена технологическая линия, вид в плане; на фиг, 2 - разрез А-А на фиг, 1; на 10 фиг, 3 - разрез Б-Б на фиг., 1;.на фиг, 4 - разрез В-В на фиг, 1; на фиг, 5 - разрез Т-Г на фиг, I,
Технологическая линия для изготовления строительных изделий содержит 5 формовочную карусельную установку 1 для формования изделий 2, пост укладки, снабженньй манипулятором 3 для укладки готовых изделий 2 на сушильные вагонетки 4, пост термообработ- 20 ки, выполненный в виде многорядиых туннельных сушил 5, пост разгрузки сушильных вагонеток 4, снабженный съемником 6, пост пакетирования, снаб- женный пакетировщиком 7, передаточ- ные тележки. 8 и рельсовьй путь 9 под передаточные тележки. Причем рельсо- вый путь. 9 вьшолнен замкнутым, а пе- редаточные тележки 8, установленные на нем шарнирно, связаны между собой 30 в замкнутую цепь, огибающую формовочную установку и связывающую между собой посты укладки, разгрузки и па- кетирования. Туннельные сушилы 5 раз- мещены между прямолинейными участка- 35 ми рельсового пути перпендикулярно ему. Передаточные тележки 8 снабжены направляю1чими JO под передаточные тележки .8, а таюке упорами II. Сушильные вагонетки 4 имеют упоры 12, 40 Пост термообработки с туннельными сутиилами .5 снабжен направляющими 13 и npHeMHbnvi цепнь1М транспортером 14 со смонтированными на нем .толкателя-, ми 15 и фиксаторами 16. Для перемеще-45 ння передаточных теледсек В по рельсовому пути 9 служит передаточньй транспортер 17 с толкателями .18 и фиксаторами 19 аналогичными толкатет лями 15 и фиксаторами 16 приемного 50 транспортера 14. Передаточные и приемные цепные транспортеры 14. и l7 приводятся в действие посредством- приводов, с которыми они кинематически связаны.55
Технологическая линия работает следующим образом.
Изделия 2 формуются в кассетных формах формовочной карусельной уста-г
новки 1. После чего отформованные изделия 2 извлекают из кассетных форм манипулятором 3 и укладывают в сушильные вагонетки 4, установленные на направляющих 10 передаточных тележек 8, соединенных между собой шарнирами, образуя при этом замкнутую цепь, огибающую формовочную карусельную установку 1 и туннельные сушила 5, размещенные между прямолинейными у шстками рельсового пути 9, Посредством передаточного транспортера 17 тележки 8 перемещаются по рельсовому пути 9 и фиксируются перед входами в туннельные сушила 5, При работе передаточного транспортера 17 толкатели 18, расположенные на нем, входят, в зацепление с упорами Г1 тележек 8 и. перемещают их по рельсовому пути 9 замкнутой цепи, причем шаговы перемещения тележек 8 совпадают с двойным циклом работы формовочной карусельной установки 1, При этом при помощи фиксаторов 19 передаточного транспортера-1 7 обеспечивается строго фиксированное положение тележек перед входом в туннельные суИила 5. Вход вагонеток 4 с отформованными изделиями 2 осуР1ествляется одновременно во все туннельные сушила 5 посредством приемных транспортеров 14, толкатели . 15 которых входят в за щепление с упорами .12 сушильных вагонеток 4 и перемещают их с направляющих 10 передаточных тележек 8 и на направляющие 13, установленные в туннельных сутаилах 5, обеспечивая при этом перемещение вагонеток 4 в туннельных суш илах 5 и выход их с высушенными изделиями:-:на направляющие 10 порожних тележек 8, Далее цикл изготовления строительных изделий повторяется, А тележки 8 с установлен- ными на них вагонетками 4 с высушенными изделиями 2, продолжая перемещаться по рельсовому пути 9 посредством передаточного транспортера-. 17, поступают на пост разгрузки, где вы- сушенньш изделия 2 съемником 6 извлекают из вагонеток 4 и подают на пост пакетирования. Далее изделия пакетируются при-помощи пакетировщика 7 и отправляются на склад готовой продукции.
Формула изобретен и-я
1. Технологическая линия для изготовления строительных изделий, содержащая формовочную карусельную установку, пост укладки готовых изделий на сушильные вагонетки, выполненные в виде многорядных туннельных сушил пост термообработки, разгрузки сушильных вагонеток, пакетирования изделий, передаточные тележки для передачи сушильных вагонеток с поста . на пост и рельсовый путь под передаточ- ные тележки, отличающаяся тем, что, с целью повьш1ения производительности линии, рельсовый путь выполнен замкнутым, передаточные тележки, установленные на нем, связаны между собой в замкнутую цепь, огибающую формовочную установку и связывающую между собой-ее и посты уклад- ки готовых изделий на сушильные вагонетки, разетузки сушильных вагонеток И пакетлрбвания изделий, причем туннельные сушила размещены между прямолинейными участками рельсового пути перпендикулярно ему.
2. Линия по п. 1, отличающаяся тем, что она снабжена дополнительной формовочной карусельной установкой, расположенной симметрич- но первой относительно вертикальной оси замкнутого рельсового пути.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2037413C1 |
| Поточная линия для производства дренажных раструбных труб | 1983 |
|
SU1079456A1 |
| Поточная линия сушки керамических изделий | 1979 |
|
SU856817A1 |
| Поточная линия | 1975 |
|
SU590142A1 |
| Поточная линия для производства керамических изделий | 1981 |
|
SU986797A1 |
| Линия разгрузки камерных сушил и укладки керамических изделий в пакеты для обжига | 1985 |
|
SU1288079A1 |
| Автоматическая линия для изготовления строительных изделий | 1979 |
|
SU893555A2 |
| Автоматическая линия для изготовления строительных изделий | 1976 |
|
SU722768A1 |
| Туннельная печь для обжига керамических изделий | 1990 |
|
SU1765652A1 |
| Вертикально замкнутая кассетно-конвейерная линия | 1987 |
|
SU1497012A1 |

Изобретение относится к про- мьшшенности строительных материалов, в частности к производству гипсовых перегородочных плит. Цель изобретения - повышение производительности линии. Изделия 2 формуются в кассетных формах формовочной карусельной установки 1, после чего на посту укл адки изделия 2 извлекаются манипулятором 3 и укладываются в сушильные вагонетки, установленные на передаточных тележках 8, которые шарнир- но соединены между собой, образуя замкнутую депь, огибающую формовочную уст ановку и связывающую между собой посты укладки, разгрузки и пакетирования изделий, причем туннельные сушила размещены медду прямолинейными участками рельсового пути 9 перпендикулярно ему. Лосредством передаточного транспортера тележки 8, перемещаясь по рельсовому пути,-фиксируются перед входами в туннельные сушила. Вход вагонеток с отформованными издел:{ями 2 осуществляется одновременно во все туннельные сушила посредством приемных транспортеров 14, установленных в них и обеспечивающих пе ремещение вагонеток в туннельных с тиилах и выход их уже с высушенными изделиями на порожние тележки 8. Далее цикл изготовления строительных и:зделий повторяется. Тележки В с установленными на них сушильными вагонетками с высушенными изделиями 2, продолжая перемещение по рельсовому пути, поступают на пост разгрузки, где высушенные изделия извлекают съемником 6 и подают на пост пакетирования. Далее посредством .пакетировщика 7 изделия пакетируют и отправляют на склад готовой продукции. 1 з.п. ф-лы, 5 ил. I (Л 4 сл 00 ю со « Фт.1
-у/
Фае. 6
ff
| Авторское свидетельство СССР If 923831 | |||
| кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
