УСТРОЙСТВО с ЦИФРОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ ДЛЯ ПРОМЫШЛЕННОГО ОБОРУДОВАНИЯ
Заявлено 26 августа 1960 г. за Л 678167/25 в Комитет по делам изобретений и открытий при Совете Министров СССР
Опубликовгно в «Бюллетене изобретений ЛЬ 10 за 1962 г.
Известны устройства для автоматизации металлорежущих станков на Основе использования счетно-решающих датчиков, кинематически связанных с иополнительным органом.
Также известны методы автоматизации, обеспечивающие быструю переналадку станка гари переходе от обработки одиого вида детали к другому на основе применения цифрового программного управления и вычислительных систем для станков.
Предлагаемое устройство отличается от известных применением механизма для автоматического измерения и фиксации размеров движущейся штЯНги проката, выполненного в виде контактного датчика с расположенными по окружности контактами и с движущейся по ним щеткой. Щетка связана с роликом, воспроизводящим путь штанти. Кроме этого, устройство содержит счетно-решающий механизм для выбора оптимальной программы раскроя, предусматривающей минимум отходов и Механизм для регулирования комплектности с использованием схему сравнения чисел по порядку их располол ения в ряду. Схема сравнения состоит из индивидуальных искателей каждого номера отрезка щтанги, общего искателя, индивидуального реле каждого отрезка и реле общего назначения.
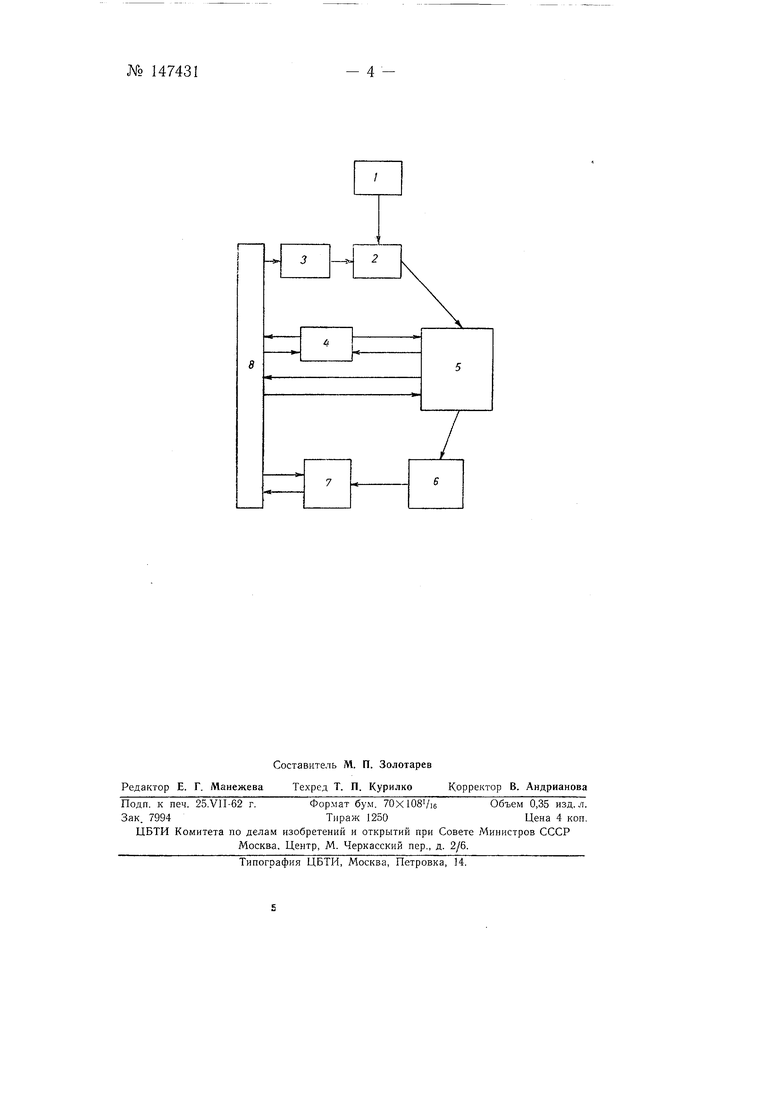
На чертеже изоб|ражена блок-схема устройства.
Все заранее рассчитанные программы изготовления деталей составляют блок / Бнещней памяти устройства. При иастройке устройства и управляемого им агрегата на какую-либо конкретную группу детали программы, предусматривающие изготовление этих деталей, вводятся в блок 2 внутренней памяти машины. Одновременно в блок 2 вн тренней памяти вводятся те численные соотношения между общими количествами деталей, которые потребуются по производственному заданию.
№ 147431- 2 Объем блока 2 внутренней памяти определяется количеством комбинаций деталей.
Кроме программ, блок внутренней памяти содержит настроечные числа.
Настроечяые числа поступают из блока 3 измереиий. Они являются результатами обмера единицы сырья или полуфабриката.
По каждой из трех возможных коорди-нат обмера блок 3 измерения дает ощно число. Но настроечная часть блока 2 внутренней памяти содержит для каждой программы несколько возможных чисел, образующих определенную числовую зону.
Операции по Вводу программ, настроечных чисел и чисел комплектности производятся вручную перед началом -работы; после этого устройство Переходит к автоматической работе.
Блок 4 регулирования комплектно-сти производит сравнение чисел, выражающих относительную потребность в деталях каждого из размеров, и определяет вид детали, потреб:ность в которой наибольшая. Детали условно различаются -по номерам.
Особенностью схемы сравнения, принятой в блоке 4, является то, что числа сравниваются не по признаку величины, а по признаку их расположе1тя в убывающем ряду чисел. Это позволяет определить наибольшее число ряда, не производя а;рифметических операций. Число определяется с приэнаком номера детали.
Определив номер детали, .которая требуется в наибольшем количестве, устройство подает сигнал на наладку оборудования. Сигналы, подтверждающие изготовление деталей, учитываются блоком 4 регулировайия комплектности. Они вычитаются поединично из числа, выражающего относительную потребность в этой детали.
Во время изготовления дефицитных деталей ведется непрерывное наблюдение .за размерами остатка сырья.
Когда заранее заданные граяичные величины остатка сырья перейдены, включается измерительное устройство блока 3 и производится точный обм.ер остатка сырья. Результаты обмера дают настроечные числа, .которые поступают в блок 2 -внутренней памяти, при этом происходит выбор программы.
Дан-ные выбранной программы переводятся в блок 5 оперативной памяти устройства. Устройство выдает сигналы на наладку оборудования, соответствующую изготовлению деталей, предусмотренных програм мой.
Для получения наилучших результатов программы могут содержать различные номера деталей в различных количествах.
Счетно-решающий механизм устройства, связанный с блоком 5 оперативной памяти, учитывает изготовление деталей по номера.м, сравнивает с заданными по программе, выдает команды «а промежуточные переналадки и, по выполнении всех операций программы, сигнал о ее выполнении. Количество деталей, изготовленных по программе, учитывается ,в блоке 4 регулирования комплектности в виде вычитаемых из чисел, выражающих потребности в деталях различных номеров .
После окончания работы по программе оборудование снова перестраивается на изготовление дефицитной детали из новой единицы сырья или полуфабриката.
Блок 4 регулировки комплектности .и блок 5 оперативной памяти связаны с блоком 6 запоминающего устройства сортировки. Если агрегат 7, управляемый устройством, имеет узел сортирования деталей по номерам, то осуществляется автоматическое управление сортировкой.
Блок 6 запоминающего устройства запоминает номер детали, изготовленной агрегатам. Этот номер является одиовременво адресом детали.
Счетно-решающее устройство сортировки учитывает путь, проходимый деталью по тракту сортировки, и сравнивает фактический адрес детали с заданным и содержащимся в блоке 6 запоминающего устройства адресом. При совпадении адресов Происходит сброс летали в .бункер.
Предлагаемое устройство практически применено для управления агрегатом, раскрывающим сортовой прокат.
Начальные части щтайг проката раскрываются на детали дефицитного номера, а конечные (в пределах 4-5 ж) по программам.
Устройство выполнено на релейно-контактных элементах. Объем блока 2 внутренней памяти выбран равным сорока программам. Каждая программа раскроя содержит информацию о количестве и номерах деталей, входящих в нее, и настроечные числа. Программы записываются на перфолентах и вводятся в блок 2 внутренней памяти, выполнемый в виде штепсельного коммутатора.
Блок 3 измерения выполнен в виде контактного датчика. Контакты расположены по окружности, и по ним движется щетка, связанная с роликами, воспроизводящими путь движущейся штанги проката.
Блок 4 регулирования комплектности выполнен на, реле и шаговых искателях.
Блок 5 оперативной памяти и счетно-решающее устройство программ выполнены на реле. Блок 6 запоминающего и блок 7 счетно-рещающего устройства сортировки выполнены на реле и щаговых искателях.
Агрегат 8 раскроя с цифровым управлением предназначен для заготовительных цехов заводов сельхозмащиностроения, подъемно-транспортного оборудования и других заводов, использующих в больших количествах сортовой прокат.
Научно-исследовательский институт сельскохозяйственного и тракторного машиностроения изготовил опытный образец предложенного устройства в комплекте с агрегатом раскроя.
Опытный образец прошел технологические испытания и предназначен для внедрения на заводе Ростсельмаш.
Предмет изобретения
Устройство с цифровым программным управлением для промышленного оборудования, например, для раскроя проката, отличающееся тем, что, с целью автоматизации всех операций раскроя, в нем применены: меха1низм для автоматического измерения и фиксации размеров движущейся щтанги проката, выполненный в виде контактного датчика с расположенными по окружности контактами и с движущейся по ним щеткой, связанной с роликом, воспроизводящим путь щтанги, счетно-рещающий механизм для выбора оптимальной программы раскроя, предусматривающей минимум отходов и механизм для регулирования комплектности с использованием схемы сравнения чисел по порядку их расположения в ряду, состоящей из индивидуальных искате.лей каждого номера отрезка щтанги, общего искателя, индивидуального реле каждого отрезка и реле общего назначения.
- 3 -№ 147431
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для автоматического разрезания сортового проката | 1962 |
|
SU482258A1 |
| УПРАВЛЯЮЩЕЕ ВЫЧИСЛИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ БЕЗОСТАТОЧНОГО РАСКРОЯ ШТАНГ | 1972 |
|
SU354763A1 |
| Поточная линия для раскроя проката | 1976 |
|
SU683903A1 |
| Устройство управления безупорным остановом полосы металла | 1974 |
|
SU533411A1 |
| Система программного управленияРАСКРОЕМ пРОКАТА | 1978 |
|
SU831432A1 |
| Устройство для контроля блоков постоянной памяти | 1975 |
|
SU668008A1 |
| Устройство для диспетчерского учета производственных процессов | 1959 |
|
SU130251A1 |
| Система автоматической сортировки проката | 1986 |
|
SU1395399A1 |
| Автомат для записи и последующего воспроизведения записанного текста | 1959 |
|
SU124452A1 |
| Устройство для раскроя заготовок и сортировки мерных изделий | 1977 |
|
SU742056A1 |