1
Известные установки для автоматического разрезания сортового проката на мерные заготовки содержат устройство для транспортировки штанг, например рольганг, приспособление для их разрезания, упор с механизмом для его перемещения, снабженный следящим приводом, счетно-рещающий блок, управляющий следящим приводом механизма для перемещения упора.
Эти установки не в состоянии рационально раскраивать штанги в свзяи с тем, что используют информацию о весе отрезанных заготовок, часто приводящую к браку первой отрезанной заготовки.
Некратность длины исходной штанги длине отрезаемой заготовки приводит к значительным концевым остаткам сортового проката.
В основу изобретения положена задача создать установку для автоматического разрезания сортового проката, позволяющую осуществить рациональный раскрой штанг, а также значительно сократить потери металла от некратности длины исходной штанги длине отрезаемой заготовки, т. е. уменьшить концевые остатки сортового проката.
Предлагаемая установка отличается тем, что перед приспособлением для разрезания штанг установлен механизм, взвешивающий штангу, связанный со счетно-решающим блоком, который получает от него информацию о
весе штанги для расчета ее длины и выдачи управляющего сигнала на следящий привод механизма перемещения упора. К счетно-решающему блоку подключен оптимизатор для определения оптимального разрезания штанг как по весу, так и по длине и выдачи управляющего сигнала в счетнорешающий блок.
На упругих опорах механизма для взвешивания установлены датчики веса. Расстояние между опорами постоянно и преимущественно одинаково. На опорах установлен и упорфиксатор, определяющий положение конца штанги относительно упругих опор.
Счетно-решающий блок состоит из нескольких, например трех, мостовых схем с автокомпенсаторами. Первая мостовая схема суммирует величины сопротивлений, пропорциональные реакциям в упругих опорах, т. е.
определяет вес штанг и выдает информацию об их весе в остальные мостовые схемы и оптимизатор. Вторая мостовая схема определяет длину штанг по величинам реакций в упругих опорах в зависимости от расстояния
между последними и выдает информацию о длине штанг в оптимизатор и еще одну мостовую схему. Третья мостовая схема управляет следящим приводом механизма для перемещения упора в соответствии с требуемым
размером (весом или длиной) заготовок и
оптимальным разрезанием, определенными в оптимизаторе.
Оптимизатор содержит задающее и сравнивающее устройство; блок управления, который по дефициту выбирает из возможных рациональных раскроев, определенных в задающем и сравнивающем устройстве, такой, который более других отвечает требованию заданной комплектности заготовок при наименьшем возможном концевом остатке, и выдает сигнал в счетно-решающий блок путем включения его реле, управляющего механизмом для перемещения упора; блок памяти, связанный с блоком управления, и связанный с блоком управления блок определения и запоминания дефицита, представляющий собой, например, два триггерных счетчика со сравнивающи и управляющим устройством.
Задающее и сравнивающее устройство оптимизатора в виде счетно-решающего моста с автокомпенсатором и нуль-индикатором предназначено для ввода данных, определяющих потребность в заготовках того или иного вида, информации о количестве отрезанных заготовок каждого вида, а также о величинах заготовок, пропорциональных весу или длине штанги.
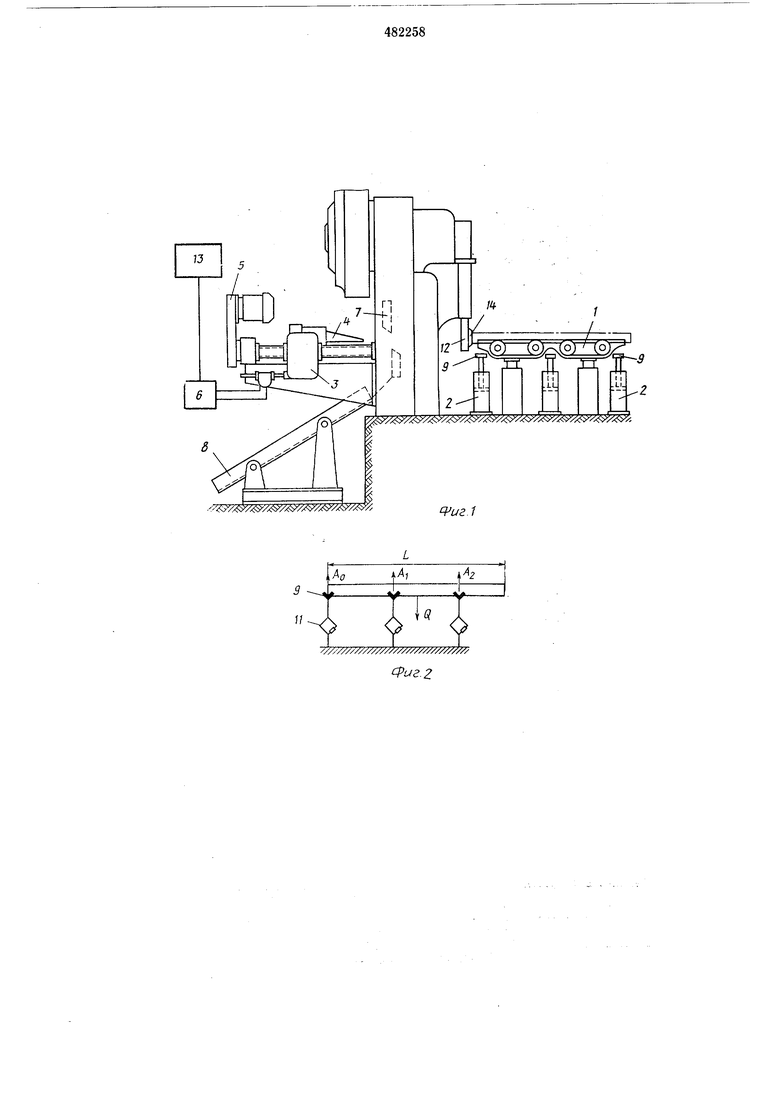
На фиг. 1 изображена принципиальная схема установки для автоматического разрезания сортового проката; на фиг. 2 показаны реакции упругих опор механизма взвешивания штанг; на фиг. 3 - принципиальная электрическая схема механизма для взвешивания и счетно-решающего блока; на фиг. 4 - блоксхема оптимизатора; на фиг. 5 - принципиальная схема задающего и сравнивающего устройства оптимизатора.
Установка содержит рольганг 1 для транспортирования штанг, механизм 2 взвешивания каждой штанги перед разрезанием, механизм 3 перемещения упора 4, снабженный следящим приводом 5, связанный с механизмом взвешивания счетно-решающий блок 6, управляющий механизмом 3 перемещения, и приспособление 7 для разрезания штанг, непосредственно перед которым установлен механизм взвешивания.
Отрезанные заготовки поступают на транспортер 8, перемещающий заготовки на склад.
Механизм 2 взвешивания штанг выполнен в виде установленных в ряд нескольких выдвигающихся упругих опор 9 (фиг. 2) с датчиками 10 веса, например прецизионными потенциометрами, включенными в схему моста 11 (фиг. 3) счетно-решающего блока 6, вырабатывающими сигналы, пропорциональные реакции упругих опор 9 от веса штанги.
Механизм взвешивания штанги содержит также упор-фиксатор 12 (фиг. 1). Сигналы с этого механизма поступают в счетно-решаюший блок 6 механизма 3 перемещения упора 4.
К счетно-решающему блоку 6 подключен оптимизатор 13 для определения оптимального раскроя штанги по весу и длине и выдачи в этот блок управляющего сигнала.
Счетно-решающий блок вычисляет по заданному алгоритму длину заготовок в зависимости от их веса и фактического удельного веса штанги на единицу длины. Удельный вес в пределах каждой определенной штанги принимается постоянным, что достаточно точно.
Длина заготовок вычисляется по формуле:
Х Q.
где gi - вес заготовки; Q - вес проката.
Т /гаА„ + (п-1)аД,1 -(-.., аЛ
где п - число пролетов между упругими опорами 9 механизма 2 взвешивания;
AI, А2,...,Ап - реакции упругих опор, удаленных соответственно на п, п-1, л - 2 пролетов от концевой опоры, реакция которой не учитывается и с которой совпадает один из концов взвешиваемого сортового проката;
а - расстояние между упругими опорами (фиг. 2).
Оптимизатор 13 представляет собой вычислительное устройство для хранения информации о весе или длине требуемых заготовок, определения оптимального сочетания заготовок разного веса или длины, на которые данная штанга длиной L может быть разрезана с наименьшим возможным отходом, и для управления счетно-решающим блоком 6 механизма 3 перемещения упора 4.
Штанга, предназначенная для разрезания, подается рольгангом 1 до упора-фиксатора 12 механизма взвешивания 2. Датчик 14 на упоре-фиксаторе дает сигнал о том, что штанга заняла необходимое положение относительно упругих опор 9. Выдвигающиеся упругие опоры поднимают штангу над рольгангом и взвешивают ее.
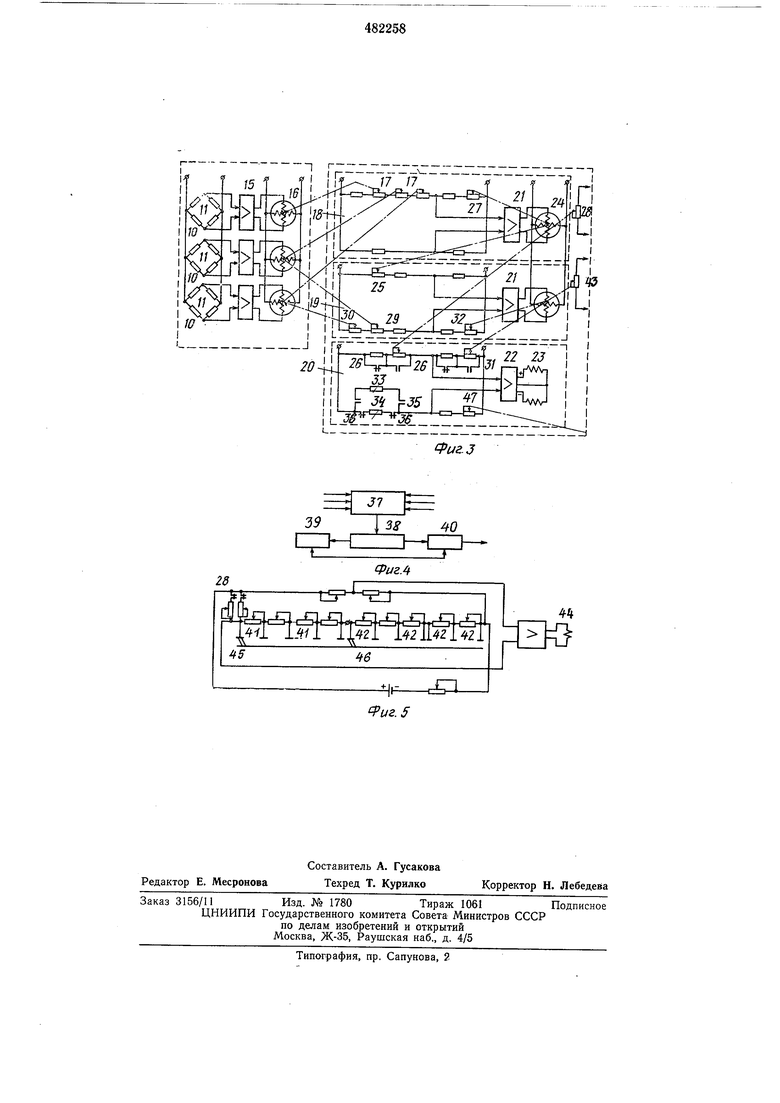
Реакции АО, Ль AZ и т. д. упругих опор преобразуются прецизионными потенциометрами 10 в электрический сигнал, который поступает в мостовую схему 11 механизма взвешивания и далее в автокомпенсатор 15 (фиг. 3). Двигатель 16 автокомпенсатора, отрабатывая рассогласование, перемещает ползунки потенциометров 17 счетно-решающего блока 6, устанавливая на них величины сопротивлений RA,, К А,, RA,,-; пропорциональные величинам реакций соответственно каждой из упругих опор 9.
Количество мостовых схем 11 соответствует количеству опор механизма 2 взвешивания штанг.
Счетно-решающий блок 6 выполнен в виде мостовых схем 18, 19 и 20, причем в диагональ мостовых схем 18 и 19 включены соответственно автокомпенсаторы 21, а в диагональ мостовой схемы 20 через усилитель 22 - поляризованное реле 23.
Мостовая схема 18 суммирует величины сопротивлений, пропорциональные реакциЯлМ
упругих опор, т. е. определяет вес штанг. В одно из ее плеч включены потенциометры 17, количество которых равно количеству упругих опор механизма взвешивания.
При установке на потенциометрах 17 ве.личин сопротивлений, пропорциональных реакциям упругих опор, возникает разбаланс мостовой схемы 18, двигатель 24 автокомпенсатора 21 начинает враш.аться и. перемещать ползунки сопротивлений 25 и 26 мостовых схем 19 и 20, а также ползунок сопротивления 27, уравновешивая мостовую схему 18. На сопротивлениях 25 и 26 таким образом устанавливается величина, пропорциональная весу всей штанги:
. + RA,..
где RQ - сопротивление, пропорциональное весу штанги.
Двигатель 24 автокомпеисатора 21 связан с ползунком сопротивления 28 оптимизатора 13, в результате чего в оптимизатор поступает сигнал, пропорциональный весу штанги.
Автокомпенсатор 21 мостовой схемы 19 по величинам сопротивлений 29 и 30. пропорциональным реакциям AI -и А упругих опор 9, и по сопротивлению 25, пропорциональному весу штанги, устаиавливает на сопротивлении 31 мостовой схемы 20 значение, пропорциональное длине штанги, а сопротивлением 32 уравновешивает мостовую схему 19.
Таким образом, мостовая схема 19 определяет длину штанги по величинам реакций в упругих опорах в зависимости от расстояния между ними:
R
R
А,
RMI
R.
Q
где - значение постоянного сопротивления 32 в одном из плеч мостовой схемы 19;
RL - сопротивление, пропорциональное длине штанги.
На сопротивлениях 33 и 34 мостовой схемы 20 в начале резания штанги устанавливаются заданные значения, пропорциональные требуемым весу и длине штанги.
Мостовая схема 20 управляет слелянтим приводом 5 механизма 3 перемещения упора 4 в соответствии с требуемым размером (весом или длиной) заготовок и оптимальным раскроем, определенными в оптимизаторе 13.
Сопротивление 33 и 34 нодключается в цепь мостовой схемы 20 контактами 35 и 36 по команде от оптимизатора.
Оптимизатор содержит задающее и сравнивающее устройство 37 (фиг. 4), блок 38 управления, блок 39 памяти, блок 40 определения и запоминания дефицита.
Задающее и сравнивающее устройство 37 (фиг. 5) представляет собой мостовую схему, плечи которой состоят из набора сопротивлений 41 и 42, на которых устанавливается величина, пропорциональная заданным весам или длинам штанги, и потенциометров 28 и 43, на которых устанавливаются величины,
пропорциональные значениям веса или длины штанги, определяемым при помощи мостовых схем 18 и 19.
В диагональ мостовой схемы устройства З включен нуль-индикатор 44. фиксируюнп й величину и знак электрического напряжения разбаланса моста при сра.внении определяемых значений и заданных значений веса илн длины штанги.
Управляюш.ий блок 38 рясп елеляет такт-овые импульсы между Н1агопы и искят-елями 45 и 46. которые набирают вариани дискретных значений сопротивлений 41 и 42. а также синхронизирует работу оптимизятоля и
электрической схемы приспособления 7 лля разрезання штанги и управляет блоком 39 памяти для запоминания раскроев, характеризующихся наилтеньнптмн остатками.
Блок 40 определения и зяномиттяттття пргЬ тцита, получая инсЬормяиттю о колт7 е р wn отрезанных заготовок каждого сравнивает ее с требуемым колн1рг- т гл1 т с)пт-отовок соответствующего размера и тем определяет дефицит по ТОМУ или TTHOW ячмеру заготовки, носле вьтдяо итd1 мянию блоку 38 управления о размере зягот-овки, являющейся в данный момент лефттнитной.
На основании указанной ннсЬопмятттш блотс
38 управления выбирает г зб.чока 39 памяти раскрой, который наиболее отвечает требованию комплектности, т. е. уменьшает или устраняет дефицит в заготовках соответствующего размера посредством
контактов 35 и 36 (фиг. 3) реле (на ертежах не показано) счетно-решающего блока.
Появляющийся в результате срабатывания реле электрический разба.панс моста 20 автоматически компенсируется потенннометром
47, ползунок которого перемещается от следящего привода механизма для перемещения упора. Механизм для перемещения упора управляется при помош,и поляризованного реле 23.
После разрезання штанги цикл возобновляется.
Предмет изобретения
50
1. Установка для автоматнческого разрезания сортового проката, например круглого сечения, на мерные заготовки, еодержащая устройство для транспортирования штанг, например рольганг, приспособление для их разрезки, упор с механизмом для его перемещения, снабженный следящим приводом, счетно-рещающий блок, управляющий следящим приводом механизма перемещения упора, отличающаяся тем, что, с целью получения рационального раскроя, перед приспособленнелт для разрезки щтанги установлен механизм для ее взвешивания, связанный со счетно-решающим блоком, получающим информацию о весе щтанги, для расчета ее длины и
7
подачи управляющего сигнала на следящий привод механизма перемещения упора.
2.Установка по п. 1, отличающаяся тем, что она снабжена оптимизатором, подключенным к счетно-рещающему блоку, для определения оптимального раскроя щтанги как по весу, так и по длине и выдачи управляющего сигнала в счетно-решающий блок.
3.Установка по п. 1, отличающаяся тем, что механизм для взвешивания штанги имеет ряд уп/ругих опор, на которых установлены датчики веса, причем расстояние между опорами постоянно и преимущественно одинаково, и упор-фиксатор, определяющий положение конца штанги относительно упругих опор.
4.Установка по п. 1, отличающаяся тем, что счетно-решающий блок состоит из нескольких, например трех, мостовых схем с автокомпенсаторами, из которых одна мостовая схема предназначена для суммирования величин сопротивлений, пропорциональных реакциям в упругих опорах механизма, для взвешивания, т. е. для определения веса щтанги и выдачи информации о ее весе в остальные мостовые схемы и оптимизатор, другая мостовая схема предназначена для определения величин сопротивлений, пропорциональных длине штанги, по величинам реакций в упругих опорах механизма взвешивания в зависимости от расстояния между ними и для выдачи информации о длине
8
щтанги в оптимизатор, третья мостовая схема предназначена для управления следящим приводом механизма перемещения упора в соответствии с требуемым размером (весом или длиной) заготовок и оптимальной разрезкой, определяемыми в оптимизаторе.
5. Установка по п. 2, отличающаяся тем, что оптимизатор имеет задающее и сравнивающее устройство в виде счетно-рещающей мостовой схемы с автокомпеасатором и пуль-индикатором, предназначенное для ввода данных, определяющих потребность в заготовках того или иного вида, информации о количестве уже отрезанных заготовок каждого вида, а также величин, пропорциональных весу или длине щтанги, и для определения возможных рациональных планов раскроя; блок управления, который по дефициту выбирает из возможных рациональных раскроев, определенных в задающем и сравнивающем устройстве, раскрой, на иболее отвечающий требованию заданной комплектности заготовок при наименьщем возможном остатке, и подает сигнал в счетнорещающий блок путем включения его реле, управляющего механизмом для перемещения упора, блок памяти, связанный с блоком управления, блок определения и запоминания дефицита, представляющий собой, например, два триггерных счетчика со сравнивающим и управляющим элементом, который связан с блоком управления.
.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для раскроя и резки преимущественно жестких профилей | 1976 |
|
SU673389A1 |
| Устройство для автоматического раскроя сортового проката | 1983 |
|
SU1106605A1 |
| Устройство для раскроя и резки преимущественно жестких профилей | 1980 |
|
SU963730A2 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ РЫБНОГО ФИЛЕ | 2015 |
|
RU2599622C1 |
| Способ раскроя длинномерных заготовок и устройство для его осуществления | 1979 |
|
SU998021A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ЦЕНТРА ТЯЖЕСТИ ЛИТОЙ ЗАГОТОВКИ В ТЕХНОЛОГИЧЕСКОМ ПОТОКЕ | 1995 |
|
RU2115097C1 |
| Автоматизированный комплекс для обработки труб | 1986 |
|
SU1428532A1 |
| КОМПЛЕКС ДЛЯ РАСКРОЯ ПРУТКОВОГО И ТРУБЧАТОГО МАТЕРИАЛА НА МЕРНЫЕ ЗАГОТОВКИ МЕТОДОМ ТЕХНОЛОГИЧЕСКОГО РАЗРУШЕНИЯ | 2000 |
|
RU2216436C2 |
| УСТАНОВКА ДЛЯ РЕЗКИ ПОЛОС ПРОКАТА НА МЕРНЫЕ ЗАГОТОВКИ РАЗЛИЧНОЙ ДЛИНЫ | 2005 |
|
RU2297903C1 |
| Система управления раскроем проката на полосы летучими ножницами непрерывного сортового стана | 1982 |
|
SU1063590A1 |
////7//////////////////////////////
cpaa.Z
28
-Ог-О г-Ц1г Ц1г О.г 11нО1 ч-ч --т П--р-т-чГ--Т- г
JVU L42.
ФигА
г5
г
.S
