Изобретение относится к прокатному производству и может быть использовано для изготовления толстых листов и плит из крупногабаритных литых заготовок труднодеформируемых металлов и сплавов.
Цель изобретения - повышение выхода годного проката путем уменьшения дефектов на кромках и стабилизации процесса прокатки в вертикальной клети.
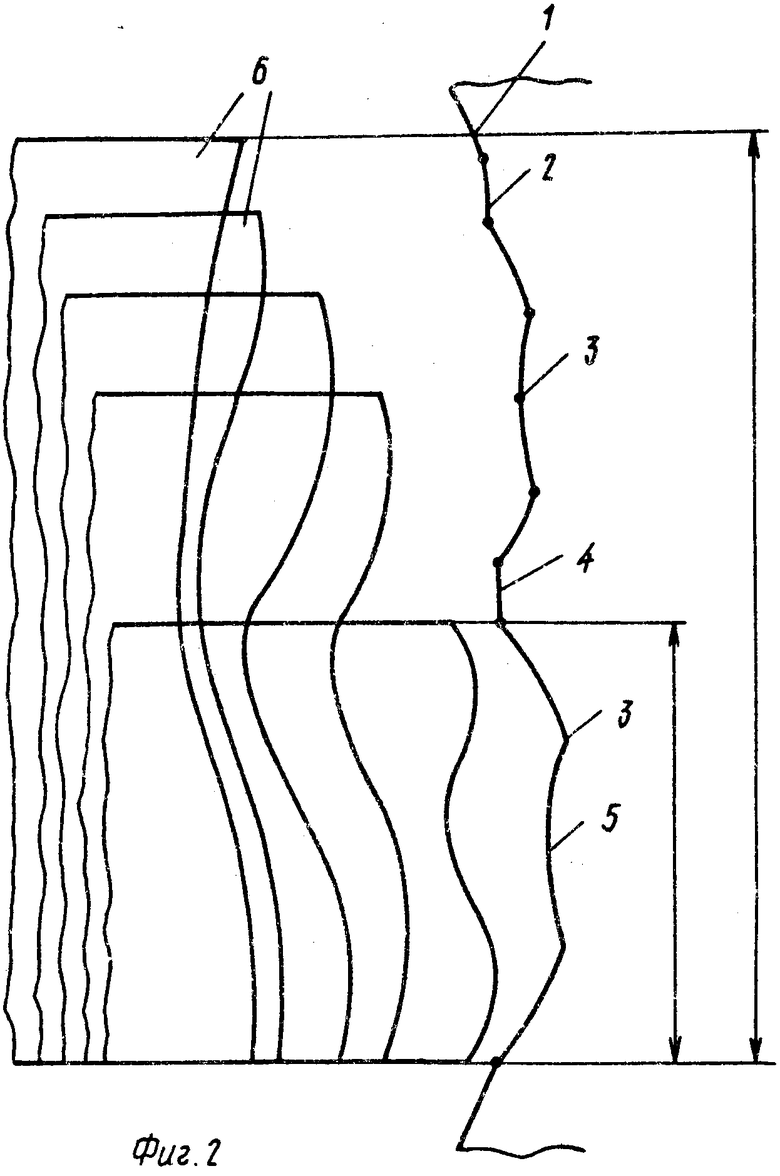
На фиг. 1 изображена профилировка внешней образующей предлагаемого валка; на фиг. 2 - последовательность обжатия заготовки по длине бочки вертикального валка.
Высокий показатель прочностной характеристики и низкая пластичность заготовок из труднодеформируемых металлов и их сплавов предопределяют их прокатку за большое количество проходов с незначительными обжатиями, что приводит к увеличению уширения, вызывающему нежелательные наплывы металла на кромках раскатов.
Установлено, что для исключения наплывов на начальной стадии прокатки при проходах в вертикальной клети на боковых гранях заготовок необходимо формировать двойную бочкообразность. Для получения такой бочкообразности на бочке каждого валка комплекта вертикальной клети имеются две профилированные части, из которых верхняя состоит из конического участка 1, сопряженного меньшим основанием с цилиндрическим участком 2, соединенным с противоположной стороны с симметричным ручьем 3. Ручей 3 имеет вогнутые стенки, образованные радиусом Rо, и выпуклость в центре дна, описанную радиусом rо, равным половине радиуса кривизны стенок, причем в местах сопряжения радиусов Rо и rо ручей 3 имеет наибольшую глубину.
Ручей 3 соединяется с нижней частью бочки посредством второго (дополнительного) цилиндрического участка 4, катающий радиус которого меньше катающего радиуса цилиндрического участка 2.
Участок 4 со стороны, противоположной ручью 3, соединяется с другим симметричным относительно своей оси ручьем 5, конфигурация которого идентична ручью 3, а стенки и выпуклость в центре два соответственно описаны радиусами R1 и r1, в месте сопряжения этих радиусов ручей 5 имеет наибольшую глубину.
Катающий радиус участка 4 составляет 0,6-0,95 величины наибольшей глубины ручья 5, а длина участка 4 равна 0,1-0,6 ширины ручья 5, при этом радиус R1 стенок нижнего ручья 5 превышает радиус Rо стенок верхнего ручья 3 в 1,1-1,5 раза, в связи с чем глубина нижнего ручья между стенками и выпуклостью дна превышает глубину верхнего ручья 3 в идентичных местах в 1,1-1,5 раза.
Конкретный пример использования вертикального валка.
Нагретый сляб или раскат 6 задают в вертикальную клеть с валками, имеющими описанную профилировку. В вертикальной клети в результате обжатия кромок происходит уплотнение металла. Подготовленный таким образом раскат передают для высотной деформации в горизонтальную клеть, после чего раскат возвращают в вертикальную клеть для снятия уширения и дальнейшего уплотнения металла боковых граней, ответственных во многом за образование поверхностных дефектов, разрывов, расслоений.
Существенную роль в формировании качественной кромки раската играет профилировка вертикальных валков.
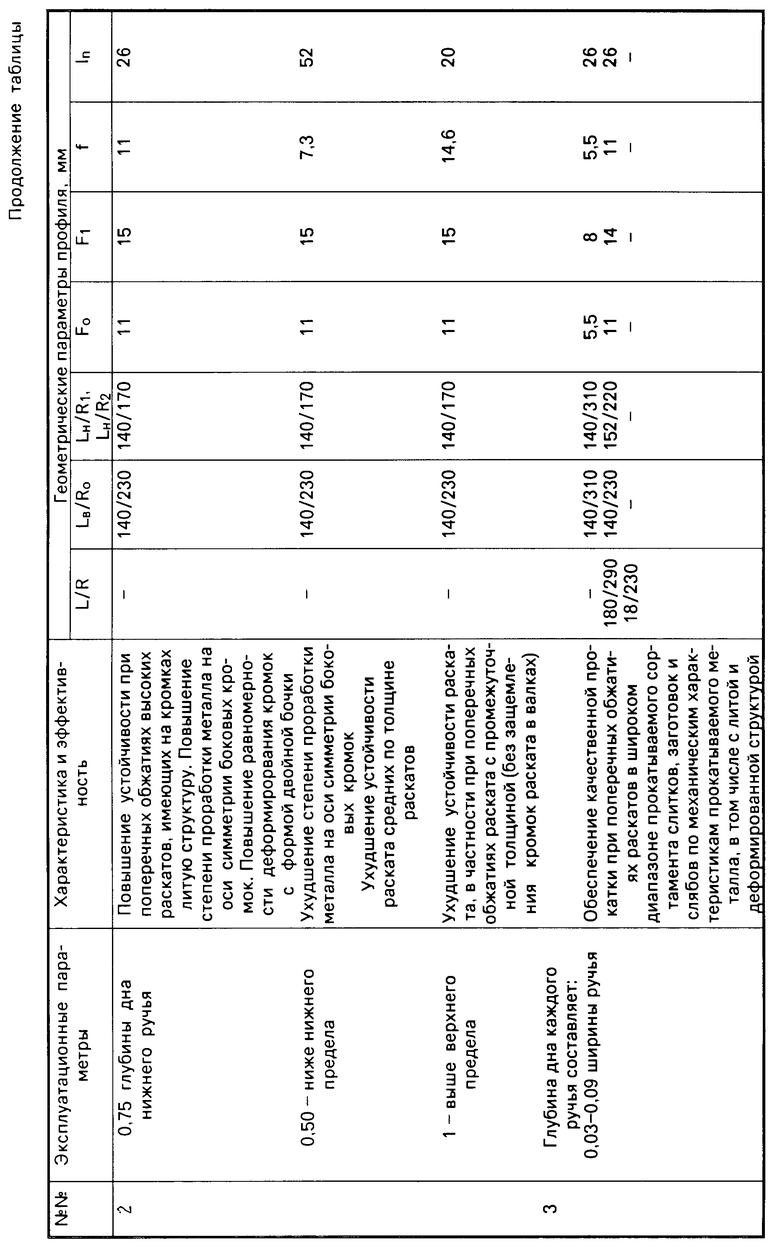
Предложенная профилировка, как и ее варианты за пределами оптимальных значений параметров, были опробованы на вертикальной клети с комплектом из валков с длиной бочки 585 мм и диаметром 1000 мм при прокатке слябов 365-410х1540х6000 мм. Опытные данные использования вариантов вертикального валка и предлагаемого валка приведены в таблице.
Использование изобретения позволяет в сравнении с известным валком повысить выход годных плит и листов в среднем на 3% и производительность стана горячей прокатки - на 2,5% за счет устойчивости при прокатке высоких заготовок в вертикальной клети и снижения дефектов по кромкам.
| название | год | авторы | номер документа |
|---|---|---|---|
| Комплект вертикальных валков | 1983 |
|
SU1091954A1 |
| Способ горячей прокатки полосового металла | 1987 |
|
SU1574298A1 |
| Вертикальный валок широкополосного стана горячей прокатки | 1987 |
|
SU1523203A1 |
| Способ калибровки валков блюминга | 1990 |
|
SU1776208A3 |
| Способ горячей прокатки полосового металла | 1987 |
|
SU1574300A1 |
| Комплект вертикальных валков эджерных клетей широкополосного стана горячей прокатки | 1987 |
|
SU1599139A1 |
| Вертикальный валок универсальной клети | 1983 |
|
SU1163925A1 |
| Вертикальный валок широкополосного стана горячей прокатки | 1987 |
|
SU1458039A1 |
| Вертикальный валок прокатной клети широкополосного стана | 1987 |
|
SU1482743A1 |
| ВЫТЯЖНОЙ ЯЩИЧНЫЙ КАЛИБР | 1999 |
|
RU2165807C1 |

Изобретение относится к прокатному производству и может быть использовано для изготовления толстых листов и плит из крупногабаритных литых заготовок труднодеформируемых металлов и сплавов. Цель изобретения - повышение выхода годного проката путем уменьшения дефектов на кромках и стабилизации процесса прокатки в вертикальной клети. Для исключения наплывов металла на широкие грани в начальной стадии прокатки заготовок при проходах в вертикальной клети на боковых гранях нужно формировать двойную бочкообразность. Такая конфигурация может быть получена в валковом комплекте, в котором из конического участка 1, сопряженного с цилиндрическим участком 2, соединенного, в свою очередь, с симметричным ручьем 3, имеющим вогнутые стенки радиуса Ro и выпуклость в центре дна, описанную радиусом ro , составляющим половину радиуса Ro , при этом между стенками и выпуклостью дна ручей имеет наибольшую глубину. Ручей 3 соединен посредством второго цилиндрического участка 4 с другим также симметричным относительно своей оси ручьем 5, конфигурация которого идентична ручью 3, а стенки которого описаны радиусом Rj , превышающим радиус Ro в 1,1 - 1,5 раза. Использование изобретения позволяет в сравнении с известным валом повысить выход годного проката в среднем на 3% и производительность стана горячей прокатки на 2,5% за счет обеспечения устойчивости при прокатке высоких заготовок и снижения дефектов по кромкам. 2 ил. 1 табл.
ВЕРТИКАЛЬНЫЙ ВАЛОК, содержащий бочку с нижней и верхней профилированными частями, из которых верхняя состоит из конического участка, сопряженного меньшим основанием с цилиндрическим участком, который соединен с симметричным ручьем, имеющим вогнутые стенки одного радиуса и выпуклость в середине дна с радиусом, равным половине радиуса кривизны стенок, отличающийся тем, что, с целью повышения выхода годного проката путем уменьшения дефектов на кромках и стабилизации процесса прокатки в вертикальной клети, в нижней части бочки дополнительно выполнены цилиндрический участок и сопряженный с ним ручей, конфигурация которого идентична верхнему ручью бочки, при этом дополнительный цилиндрический участок соединен со стенкой верхнего ручья, а радиус стенок нижнего ручья превышает радиус стенок верхнего ручья в 1,1 - 1,5 раза, причем катающий радиус дополнительно цилиндрического участка меньше катающего радиуса верхнего цилиндрического участка и составляет 0,6 - 0,95 глубины нижнего ручья между стенками и выпуклостью в середине дна, а длина нижнего цилиндрического участка равна 0,1 - 0,6 ширины нижнего ручья.
| Авторское свидетельство СССР N 755350, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
