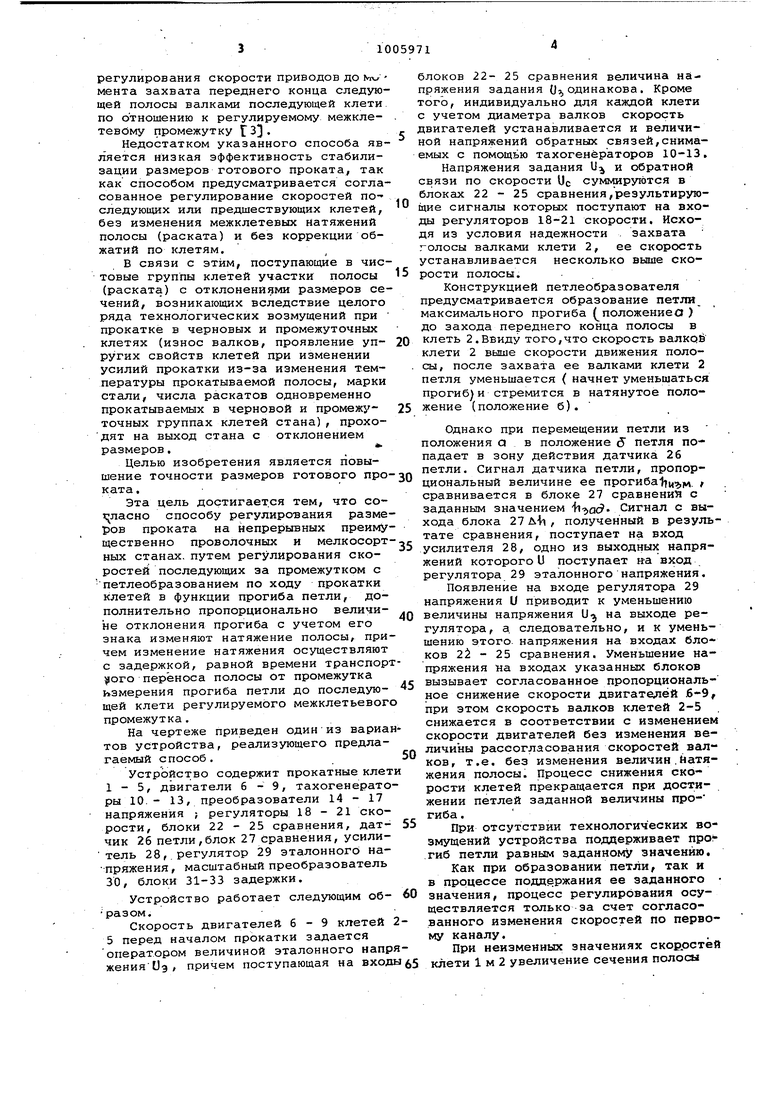
Изобретение относится к прокатному -производству, в частности к автоматизации непрерывных прокатных станов , преимущественно мелкосортных и проволочных. На современных непрерывных прокат ных станах применяется автоматическо регулирование размеров проката. Известен способ регулирования раз меров проката, согласно которому измеряют размер проката после первой и последней клетей прокатного стана. Показания измерителя толщины после первой клети сравниваются с уставкой толщины .после первой клети, а разно сть этих показаний поступает на элек тропровод нажимного устройства перво клети. Если толщина прокатываемого металла больше значения уставки толщины, привод нажимного устройства уменьшает зазор между валками и возвращает выходную толщину после перво клети к требуемому значению. Отклонения толщины, остающиеся после регулятора нажимного устройства клети дополнительно компенсируются регулированием натяжения полосы между последними клетями, причем изменение натяжен ия достигается за счет измене ния скорости вращения послед- ..;. i ней клети. Известный способ пре.дусматривает также измерение толщины на выходе ;стана и осуществление управляющего воздействия пропорционально отклонению размера на выхо з,е стана на натяжение в последнем межклетевом промежутке за счет измейения скорости последней клети tlj. Основным недостатком способа явля .ется то, что воздействие на натяжение по сигналу измерителя, установленного на выходе стана, осуществляется с запаздыванием, в связи с чем подвергаются регулированию не измеренные участ ки полосы,а последующие.Это приводит к колебаниям размеров по длине полосы. Кроме того, способ не может быть использован для регулирования размеров проката в условиях мелкосортных .и проволочных станов в виду большой сложности измерения различных форм сечений раскатов в межклетевых промежутках (например, овала, квадрата, круга ит.д.). Известен способ автоматической стабилизации режима проката на непрерывных станах, согласно которому в качестве критерия состояния раската в межклетевом промежутке используют одновременно или порознь значения величин прогиба и частоты колебаний . раската, измеренные по двум отдельным каналам от одного и того же датчика положения металла путем вьщеления низкочастотной и высокочастотной составляющих сигнала этого датчика, а установками стабилизируемых величин прогиба и частоты колебаний служат запомненные значения этих величин, имевшие место во время ручной настройки стана в момент переключения на режим автоматической стабилизации прокатки.- Способом предусматривается стабилизация прогиба полосы (раската) , как критерия свободного состояния ее (полосы) в межклетевом промежутке Сз. Изменение размеров полосы приводит к изменению величины прогиба (или частоты колебания) раската. В свою очередь,изменение размеров проката обусловлено износом ваЛков, проявлением упругих свойств клетей при изменении усилий прокатки из-за изменения температуры прокатываемой полосы, химического состава стали, числа раскатов одновременно прокатываемых в черновой и промежуточных группах клетей стана. Указанное множество факторов не учитывается этим способом. Поэтому недостатком способа является низкая эффективность стабилизации размеров готового проката. Это обусловлено тем, что стабилизация петли осуществляется путем согласованного изменения скоростей смежных клетей, расположенных до или после петли,а следовательно,без изменения межклетевых натяжений, хотя они в значительной мере влияют на размеры готового проката. Стабилизация режима прокатки за счет поддержания заданного прогиба раската позволяет лищь частично компенсиррвать отклонение размера полосы, вызванное всевозможными технологическими возмущениями (пружина стана, колебания температуры при прокатке, изменение марки стали, изменение числа раскатов одновременно прокатываемых в . черновых и промежуточных группах клетей стана), Полностью выровнять размеры сечения полосы этим способом невозможно, так как автоматическая стаб илизадия размера проката по этому способу осуществляется без введения дополнительной коррекции режима обжатий в клетях или межклетевых натяжений . I Наиболие близким к изобретению по те хнической сущности и достигаемому ре зультату является способ автоматической стабилизации величины протиба раската на напрерывных станах путем воздействия сигналом отклонения прогиба раската в межклетевом промежутке от заданного на систему регулирования скорости приводов смежных клетей, по которому запоминают сигнал регулятора прогиба раската с момента заднего конца предыдущей полосы из промежутка, предшествующего регулируемому, и воздействуют этим сигналом на систему регулирования скорости приводов до NJW мента захвата переднего конца следующей полосы валками последующей клети по отношению к регулируемому межклетевОму промежутку ГЗ. Недостатком указанного способа является низкая эффективность стабилизации размеров готового проката, так как способом предусматривается согла сованное регулирование скоростей последующих или предшествующих клетей, без изменения межклетевых натяжений полосы (раската) и без коррекции обжатий по клетям. В связи с этим, поступающие в чис товые группы клетей участки полосы (раската) с отклонениями размеров се чений, возникающих вследствие целого ряда технологических возмущений при прокатке в черновых и промежуточных клетях (износ валков, проявление упругих свойств клетей при изменении усилий прокатки из-за изменения температуры прокатываемой полосы, марки стали, числа раскатов одновременно прокатываемых в черновой и промажуточных группах клетей стана), проходят на выход стана с отклонением размеров. Целью изобретения является повышение точности размеров готового про ката, Эта цель достигает.ся тем, что со1; ласно способу регулирования разме ров проката на непрерывных преиму щественно проволочных и мелкосорт ных станах, путем регулирования скоростей последующих за промежутком с петлеобразованием по ходу прокатки клетей в функции прогиба петли, дополнительно пропорционально величине отклонения прогиба с учетом его знака изменяют натяжение полосы, при чем изменение натяжения осуществляют с задержкой, равной времени транспор ого переноса полосы от промежутка измерения прогиба петли до последующей клети регулируемого межклетьевог промежутка. На чертеже приведен одиниз вариа тов устройства, реализующего предлагаемый способ. Устройство содержит прокатные клет 1-5, двигатели 6-9, тахогенерато ры 10.- 13, преобразователи 14 - 17 напряжения ; регуляторы 18-21 скорости, блоки 22 - 25 сравнения, датчин 26 петли,блок 27 сравнения, усилитель 28,.регулятор 29 эталонного напряжения, масштабный преобразователь 30, блоки 31-33 задержки. Устройство работает следующим образом. Скорость двигателей 6-9 клетей 5 перед началом прокатки задается оператором величиной эталонного напр жения УЭ причем поступающая на вход блоков 22- 25 сравнения величина напряжения задания U, одинакова. Кроме того, индивидуально ддя каждой клети с учетом диаметра валков скорость двигателей устанавливается и величиной напряжений обратных связей,снимаемых с помощью тахогенёраторов 10-13, Напряжения задания U и обратной связи по скорости DC сумьгируются в блоках 22 - 25 сравнения,результирующие сигналы которых поступают на входы регуляторов 18-21 скорости. Исходя из условия надежности захвата голосы валками клети 2, ее скорость устанавливается несколько выше скорости полосы. Конструкцией петлеобразователя предусматривается образование петли максимального прогиба (положениео ) до захода переднего конца полосы в клеть 2.ВВИДУ того,что скорость валкрЁ клети 2 выше скорости движения полосы, после захвата ее валками клети 2 петля уменьшается { начнет уменьшаться прогиб)и стремится в натянутое положение (положение б). Однако при перемещении петли из положения а в положение б петля попадает в зону действия датчика 26 петли. Сигнал датчика петли, пропорциональный величине ее прогиба| 1,,,,1/. , сравнивается в блоке 27 сравнения с заданным значением li-jac Сигнал с выхода блока 27 All , полученный в результате сравнения, поступает на вход усилителя 28, одно из выходных напряжений которого и поступает на вход регулятора 29 эталонного напряжения. Появление на входе регулятора 29 напряжения U приводит к уменьшению величины напряжения U на выходе регулятора, а. следовательно, и к уменьшению ЭТОГО- напряжения на входах блоков 2i - 25 сравнения. Уменьшение напряжения «а входах указанных блоков вызывает согласованное пропорциональное снижение скорости двигате лёй .6-9, при этом скорость валков клетей 2-5 снижается в соответствии с изменением скорости двигателей без изменения величины рассогласования скоростей валков, т.е, без изменения величин.йатяжения полосы. Процесс снижения скорости клетей прекращается при достижении петлей заданной величины прогиба. При отсутствии технологических возмущений устройства поддерживает прог .гиб петли равным заданному значению. Как при образовании петли, так и в процессе поддержания ее заданного значения, процесс регулирования осуществляется только за счет согласованного изменения скоростей по первому каналу. При неизменных значениях скор.остей клети 1 м 2 увеличение сечения полосы приводит к пропорциональному увеличению петли. Это в свою очередь приводит к увеличению величин прогиба11и м и от. Клонения прогиба ufi (примемЭТи Значения- положительными для случая увеличения прогиба петли) , Пропорционал но увеличенному значению увеличивается напряжение выхода усилите,ля 28, что в свою очередь приводит к увеличению напряжения на выходе регу лятора 29 эталонного напряжения, а следовательно, к увеличению напряжений заданий на входах блоков 22 - 25 сравнения на одинаковую величину. Увеличение напряжений задания на вхо де этих блоков приводит к соответствующему пропорциональному увеличению скоростей валков клетей 2-5, Увели чение скоростей валков клетей 2-5 происходит до тех пор,пока прогиб петли не восстановит приятнее заданное значение. Пропорциональное увеличение скоро стл валков клетей 2-5 не. вызывает изменения межклетевых натяжений поло сы. Поэтому, имевшее местоувеличени размера сечения полосы на входе в чистовую группу (клети 2-5) при со гласованном регулировании скоростей клет.ей приводит к. увеличению размера j uиpины полосы)готового профиля.Уменьше ние сечения полосыпри неизменных значе ниях скоростей клетей 1 и 2 приводит .к уменьшениюпрогиба , и его отклонения ДИ (примем эти значения отрицательными в случае уменьшения neT ли); Пропорционально уменьшенному значению д41 уменьшается напряжение выхода усилителя 28, что в свою очередь приводит к уменьшению напряжения на выходе регулятора 29 эталонного напряжения, а следовательно, уменьшается величина напряжения задания Ll;j на входах блоков 22-25 сравнения. Одинаковое уменьшение напряжений задания на входах этих.блоков приводит к соответствующему пропорциональному уменьшению скоростей валков клетей 2 -5, при этом такое изменение скоростей валков клетей 25 также не вызывает изменения межклетевых натяжений полосы. Уменьшение скоростей валков хлетей 2 - 5 происходит до тех пор, пока прогиб петли не восстановит прежнее значение, имевшее место до уменьшения размеров полосы. , Увеличение или уменьшение сечения полосы перед чистовой группой клетей 2-5 приводит соответственно к увеличению или уменьшению размера ceчения готового профиля по длине (в , основном ширине) . . , Для устранения колебаний размеров .сечения готового проката по длине предусматривается регулирование натяжений полосы в промежутках между клетями 2-3., 3-4, 4-5( С этой целью в устройстве имеется второй .канал для регулирования межклетевых натяжений полосы. При увеличении или уменьшении ,сечения полоеы на входе в чистовую группу (кдети 2 - 5 Наряду ссогласованным регулированием скоростей клетей без изменения натяжений, по. второму каналу осуществляется рассогласование скоростей клетей 2-5для изменения межклетевых натяжений полосы. Дополнительное изменение межклетевых натяжений поЛосы, .предусмотренное способом, в устройстве осуществляется следующим образом. . . Выходное напряжение Ъ усилителя 28, пропорциональное разности-Д 1 между .текущим 1 ц(ц и заданным значением стрелы прогиба петли,а следовательно, и отклонение сечения полосы поступает на вход масштабного преобразователя 30. В этом блоке формируются (пропорционально выходному напряжению О усилителя 28 разной величины управляющие отдельные сигналы и , vUa. I uU-j . Сигналы напряжения U:4f , С(-2.Г г -U с выходов блоков 31 - 33 задержки поступают на входы блоков 22 - 25 сравнения . Величина управляющих сигналов, формируег/олх в масштабном преобразователе, возрастает по ходу прокатки для изменения рассогласования скорос.тей клетей. Например, если то bUa.-2.B , а ,-ЗВ . Блоки 31 -.33 задержки 3 предназ-, начены дйя осуществления задержки, сигналов управления. &U , ди. и U на время транспортирования полосы от датчика 26 петли до каждой регулируемой клети. Например, есШ- время движения полосы от датчикаХ В:. регулируемой клети равно 1 с, тои время задержки сигнала ЬЩ также равно 1 с, а сли ; время движения полосы от датчика 26 до регулируемой клё.ти 4 равно 2с, То к время задержки сигнала АОд, равно 2с и т.д,.Задержка регулирующих воздей ствий необходима для того, чтобы реН гулированию пОдв ергалиоь именно те | участки полосы, которые вызвали реакцию датчика, как участки с отклонением размеров полосы. Величина задержки определяется расстоянием от места установки датчика 26 петли до расматриваем й регулйрующей клети и скоростью движения полосы. Блоки31 - 33 задержки управляются „три помощи тахогенератора 10, уста-.: новленнрго на валу электродвигателя € клети S;. благодаря чему корректирует-i, ся время задержки сигналов AU / , U.j в зависимости от скорости движения полосы .f для исключения погоешнос
7 ,W059718
ти в своевременности поступления ре- Таким o SpasoM, реализация изобрегулиоующих .сигналов-при изменениитения .на йепрерывных проволочных и
скорости прокатки.мелкосортных станах позволит повысифь
точность размеров готового проката
В устройстве использован способ, за счет дополнительного иэмёнеиия к регулирования.натяжения за счет изме-тяжёния пропорционально величине oifиения рассогласования-скоростей клонейия прогиба полосы. ,
тей Однако данный способ может бытьПростота способа регулирования
успешно использован и с применением(размеров и устройства, есо реализую-:
других, например рычажных устройств. щего,. позволяет легко внедрить спосвб
регулирования натяжениям в производство.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения вытяжки металла при прокатке в валках непрерывного стана | 1982 |
|
SU1071340A1 |
| Система стабилизации размеров проката | 1984 |
|
SU1186308A1 |
| Способ автоматического управления электроприводами петледержателей чистовой непрерывной группы клетей стана горячей прокатки | 1982 |
|
SU1041189A2 |
| Система стабилизации размеров проката | 1985 |
|
SU1271601A1 |
| Устройство регулирования ширины горячекатанных полос на непрерывном стане | 1981 |
|
SU995945A1 |
| СПОСОБ ЗАДАНИЯ СКОРОСТНОГО РЕЖИМА НЕПРЕРЫВНОЙ ГРУППЫ ПРОКАТНЫХ КЛЕТЕЙ СТАНА ГОРЯЧЕЙ ПРОКАТКИ МЕТАЛЛА С ОБЕСПЕЧЕНИЕМ МИНИМАЛЬНОГО НАТЯЖЕНИЯ В МЕЖКЛЕТЕВЫХ ПРОМЕЖУТКАХ | 2002 |
|
RU2198753C1 |
| Система автоматического регулирования натяжения и размеров полосы | 1983 |
|
SU1097403A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ В ЧЕРНОВОЙ ГРУППЕ КЛЕТЕЙ НЕПРЕРЫВНОГО ПРОКАТНОГО СТАНА | 2012 |
|
RU2494828C1 |
| Способ автоматического регулирования ширины горячекатаных полос | 1990 |
|
SU1722636A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2009 |
|
RU2445178C2 |
СПОСОБ РЕГУЛИРОВАНИЯ РАЗМЕ;РОВ ПРОКАТА НА НЕПРЕРЫВНЫХ ПРЕИМУЩЕНсн ювление agaaanuai СТВЕННО ПРОВОЛОЧНЫХ И МЕЛКОСОРТНЫХ СТАНАХ путем регулирования скоростей последующих за промежутком с петлеобразованием по ходу прокатки клетей в функции прогиба петли, о т л и .ч а ющи И с я тем, что, с целью повышения точности размеров готового про ката, дополнительно пропорционально величине отклонения прогиба с учетом его знака изменяют натяжение, полосы, причем изменение натяжения осуществляют с задержкой, равной-времени транспортного переноса полосы от промежутка измерения прогиба петли до последующей клети регулируемо1:О межклетьёвого гфомежутка; (П СП Щ Kjf 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Догановский С.А.Вычислительные устройства в автоматизированных системах правления по возмущению | |||
| Прибор для заливки свинцом стыковых рельсовых зазоров | 1925 |
|
SU1964A1 |
| Фотореле для аппарата, служащего для передачи на расстояние изображений | 1920 |
|
SU224A1 |
| .М., Энергия 2.Авторское свидетельство СССР 256840, кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
