Изобретение относится к обработке металлов давлением, а именно к прокатному производству, в частности к способам производства прутков из сталей и сплавов, например из сплавов на основе титана.
В практике прокатного производства известно использование прокатных станов линейного типа для производства сортовых профилей, содержащих две линии: черновую и чистовую [1]. В качестве рабочих клетей такого стана в зависимости от его назначения используются клети различного типа, например в черновой линии стана 450 [2] используют двухвалковую реверсивную клеть 650, а в чистовой - две клети доппель-дуо 450 и одну клеть дуо 450. Такая компоновка стана позволяет получать широкий сортамент прутковых профилей диаметром 25-65 мм.
Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому является способ производства прутков из сплавов на основе титана, в рамках которого черновое формоизменение исходной круглой заготовки диаметром 130 мм на упомянутой реверсивной клети 650 производят за 7 проходов в системе калибров плоский овал - ребровой овал [3] с кантовкой после каждого прохода на 90o.
Задачу заготовки в валки и ее съем с валков осуществляют в вертикальной плоскости нижними проводками, а в горизонтальной - линейками со смонтированными в них роликами [4]. Из-за высокой плотности калибров вдоль бочки валков каждая из линеек, исключая крайние, обслуживает два соседних калибра, а с целью упрощения привалковой арматуры линейки и ролики выполняют двух типоразмеров для всех калибров.
Использование линеек такой конструкции позволяет при реализации известного способа производства [3] унифицировать привалковую арматуру и увеличить полезную длину бочки валка, но уменьшает выход годного, так как отсутствует возможность установки между заготовкой и роликами одинаковых и регламентируемых по величине зазоров на входе полосы в калибр и выходе из него. В практике точную настройку линеек с роликами выполняют со стороны входа полосы в калибр, а со стороны выхода раската из калибра упомянутые зазоры значительно больше требуемых. Отсюда направляющее воздействие выводной арматуры на поведение полосы в горизонтальной плоскости практически отсутствует. А это в связи со склонностью деформируемой полосы из титановых сплавов к продольному скручиванию [5] приводит к сваливанию и осевому смещению задних концов раската при прокатке соответственно в ребровых и плоских овальных калибрах и, как следствие, к обязательному выполнению перед чистовым формоизменением, а зачастую и в процессе чернового формоизменения операции обрезки концов полосы на значительной длине.
Кроме того, высокая плотность калибров по длине бочки обуславливает расположение первого и последнего калибров на малом расстоянии от торцов валков (подшипников скольжения, охлаждаемых водой), что препятствует надежной герметизации указанных калибров от воды и приводит в случае производства прутков из сплавов на основе титана к снижению качества производимой продукции и уменьшению выхода годного из-за увеличения отходов при удалении дефектов механической обработкой после завершения прокатки.
Задачей изобретения является устранение указанных недостатков, а именно повышение качества производимой продукции и увеличение выхода годного за счет повышения точности настройки привалковой арматуры со стороны выхода заготовки из калибра.
Поставленная задача достигается тем, что в известном способе производства прутков из сплавов на основе титана, включающем черновое формоизменение исходной заготовки на реверсивной двухвалковой клети в системе калибров плоский овал - ребровой овал с кантовкой после каждого прохода на 90o, в соответствии с изобретением размеры поперечного сечения заготовки при ее прокатке в калибрах, кроме первого, формируют по зависимости bn + bn = hn-1 + bn+1, а в первом - b1+ h1 = b2 + b0, где b, h - ширина и высота продеформированной заготовки, n - номер калибра по ходу прокатки, b0 - ширина исходной заготовки.
Формирование размеров поперечного сечения заготовки при ее прокатке предлагаемым способом позволяет создать равные просветы между деформируемой заготовкой и роликами привалковой арматуры при задаче заготовки в калибр и ее выходе из калибра, уменьшить расстояния между осями соседних калибров и за счет этого исключить сваливание и осевое перемещение задних концов в калибрах, удалить крайние калибры от торцов валков, а следовательно, повысить качество производимой продукции и увеличить выход годного.
Изобретение проиллюстрировано чертежом, где схематично изображена последовательность чернового формоизменения исходной заготовки на реверсивной двухвалковой клети в системе калибров плоский овал - ребровой овал.
Способ осуществляется следующим образом.
На валках 1 черновой реверсивной клети стана нарезается система калибров, например плоский овал 2-5 - ребровой овал 6-8. При этом расстояния между осями соседних калибров A1 ... A6 выполняют по зависимостям
A1 = 0,5(b1 + h1) + d1 + 2y,
A2 = 0,5(h1 + b3) + d2 + 2y,
A3 = 0,5(b3 + h3) + d3 + 2y, (1)
A4 = 0,5(h3 + b5) + d4 + 2y,
A5 = 0,5(b5 + h5) + d5 + 2y,
A6 = 0,5(h5 + b7) + d6 + 2y,
где b, h - ширина и высота продеформированной заготовки, индекс при b и h означает номер калибра по ходу прокатки, d - диаметры роликов 9 привалковой арматуры, y - зазор между роликом и заготовкой.
Далее валки 1 заваливают в станину черновой реверсивной клети, на брусьях (на черт. не показано) устанавливают нижние проводки (на черт. не показано) и монтируются линейки 10 с роликами 9. Включают привод валков 1 (на черт. не показано) и исходную заготовку 11, например, круглую с диаметром поперечного сечения b0 прокатывают в системе калибров плоский овал 2-5 - ребровой овал 6-8 с кантовкой на 90o после каждого прохода, при этом размеры поперечного сечения заготовки 11 при прокатке в калибрах формируют по зависимостям
b1 + h1 = b0 + b2,
h1 + b3 = b2 + h2,
b3 + h3 = h2 + b4, (2)
h3 + b5 = b4 + h4,
b5 + h5 = h4 + b6,
h5 + b7 = b6 + h6.
Из уравнений (1) и (2) видно, что при установке роликов равного диаметра и между заготовкой и роликом в горизонтальной плоскости обеспечиваются одинаковые и регламентируемые по величине зазоры на входе полосы в калибр и выходе из него, обеспечивающие при прочих равных условиях прямолинейность заготовки и отсутствие ее скручивания на протяжении всего процесса деформации.
Предлагаемый способ производства прутков из сплавов на основе титана был апробирован в промышленных условиях на стане 450.
В рамках проведенных исследований были выполнены опытные прокатки по двум вариантам: разработанному способу и известному.
В качестве исходной заготовки для опытных прокаток использовалась круглая заготовка диаметром поперечного сечения 130 мм.
Опытная прокатка по известному способу выполнялась, на существующих валках, а для реализации предлагаемого способа были изготовлены новые. Расстояния между осями соседних калибров на изготовленных и существующих валках приведены в табл. 1.
Для обоих вариантов использовали существующую привалковую арматуру, при этом для 1-4 калибров (по ходу прокатки) монтировали линейки толщиной 70 мм с роликами диаметром d1 = d2 = d3 = 80 мм, а для 5-7 калибров линейки толщиной 50 мм с роликами d4 = d5 = d6 = 60 мм. При настройке привалковой арматуры суммарный зазор между роликами и заготовкой со стороны ее входа в каждый калибр при реализации известного и предлагаемого способов составлял 2 мм, а со стороны выхода: для предлагаемого способа 2 мм, для известного значительно больше 2 мм, а именно: на выходе из первого калибра 8 мм; из второго калибра 18,5 мм; из третьего калибра 16 мм; из четвертого калибра 9 мм; из пятого калибра 15 мм; из шестого калибра 7 мм; из седьмого калибра 6,5 мм.
Всего было прокатано 20 заготовок (по 10 заготовок для каждого варианта). После прокатки в каждом калибре проводили измерения размеров поперечного сечения. Результаты измерений приведены в табл. 2.
При реализации чернового формоизменения заготовок по известному способу наблюдалось следующее.
При прокатке четырех заготовок в процессе деформации на реверсивной клети осуществляли обрезку концов раската на длине 180 - 230 мм. При этом в двух случаях резку выполняли из-за сваливания заднего конца при обжатии полосы во втором ребровом овальном калибре (суммарный зазор между выводными роликами и полосой составлял 18,5 мм) и в двух - из-за осевого смещения задних концов в третьем и пятом плоских овальных калибрах (суммарный зазор между выводными роликами и заготовкой составлял соответственно 16 и 15 мм).
При прокатке двух заготовок в четвертом калибре наблюдалось снятие с деформируемой полосы слоя металла, так называемого "чулка", что явилось следствием попадания воды из подшипникового узла на поверхность первого калибра.
При осуществлении чернового обжатия заготовок по предлагаемому способу резку концов не проводили. Сваливания задних концов и их осевого перемещения не наблюдалось. Задача заготовок в привалковую арматуру и калибры осуществляла без затруднений.
Кроме того, в результате удаления первого калибра от подшипника на 25 мм (см. табл. 1, графу Σ Ai) удалось использовать надежные средства герметизации подшипникового узла, исключающие возможность попадания воды на поверхность калибра, и в результате устранить дефекты, связанные с резким охлаждением металла, в том числе и упомянутого выше "чулка".
После черновой деформации все двадцать заготовок подвергали обжатию в чистовой линии клетей стана, обточке (до получения готового прутка диаметром 30 мм) и контрольному взвешиванию. При этом у заготовок, прокатанных с использованием известного способа, толщина дефектного слоя, удаляемого при обточке, составляла в среднем 1,5 мм, выход годного не превышал 77,6%, а у заготовок, прокатанных по предлагаемому способу, эти показатели соответственно были равны 1,0 мм и 83%.
Таким образом, в результате опытного опробования можно утверждать, что использование предлагаемого изобретения по сравнению с ближайшим аналогом позволяет повысить качество производимой продукции и увеличить выход годного.
Повышение качества производимой продукции и увеличение выхода годного достигается путем повышения точности настройки привалковой арматуры со стороны выхода заготовки из калибра и удалением первого калибра от подшипникового узла (исключением возможности попадания воды на поверхность калибра).
Область использования предлагаемого изобретения не ограничивается производством прутков из сплавов на основе титана. Рационально использовать разработанный способ для формоизменения осесимметричных заготовок из различных марок сталей и сплавов на двухвалковых реверсивных клетях в осесимметричных системах калибров по технологическим схемам прокатки, предусматривающим операцию кантовки заготовок после каждого прохода на 90o. В этих случаях применение предлагаемого изобретения позволяет при высоком качестве производимой продукции унифицировать и упростить привалковую арматуру, повысить плотность калибров и, следовательно, расширить сортамент прокатываемых профилей.
Источники информации
1. Зарощинский М. Л. Прокатка стали. - М.: Государственное научно-техническое издательство по черной и цветной металлургии, 1948, с. 22, рис. 18.
2. Ловцов В. М. , Буланов А.В., Гриценко Ю.П. и др. Общие принципы калибровки валков и некоторые особенности поведения титана и его сплавов при сортовой прокатке проволочно-прутковых полуфабрикатов /Технология легких сплавов. - М.: ВИЛС, 1974, N 7, с. 37.
3. Ловцов В. М. , Буланов А.В., Гриценко Ю.П. и др. Общие принципы калибровки валков и некоторые особенности поведения титана и его сплавов при сортовой прокатке проволочно-прутковых полуфабрикатов. /Технология легких сплавов. М.: ВИЛС, 1974, N 7 - 39, рис. 4 (калибры 1 - 7).
4. Тришевский И.С. Проводки прокатных станов. - Харьков: Государственное научно-техническое издательство по черной и цветной металлургии, 1957, с. 22, рис. 19.
5. Полущук В.М., Давидсон И.Н., Нефедьев Н.Г. и др. Производство крупносортного проката 120 - 275 мм из титановых сплавов. / Технология легких сплавов. - М.: ВИЛС, 1974, N 7, с. 31.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ | 2004 |
|
RU2273534C1 |
| СПОСОБ ПОЛУЧЕНИЯ СОРТОВОГО ПРОКАТА ИЗ ТИТАНОВЫХ СПЛАВОВ | 1999 |
|
RU2175581C2 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА | 1999 |
|
RU2165808C1 |
| ЗАГОТОВКА ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1998 |
|
RU2135313C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ ИЗ ПРОЧНЫХ И ВЫСОКОПРОЧНЫХ СПЛАВОВ | 2000 |
|
RU2179899C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 1992 |
|
RU2048219C1 |
| ВАЛКОВЫЙ КАЛИБР СТАНА ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2000 |
|
RU2185909C2 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОТОЧНЫХ КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2090273C1 |
| ВАЛКОВЫЕ КАЛИБРЫ АСИММЕТРИЧНОЙ ФОРМОВКИ ТРУБНОЙ ЗАГОТОВКИ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ | 2002 |
|
RU2218224C1 |
| КОМПОЗИЦИОННАЯ ЗАГОТОВКА ДЛЯ ГОРЯЧЕЙ ДЕФОРМАЦИИ | 2002 |
|
RU2220850C2 |

Использование: прокатное производство прутков из сталей и сплавов. Сущность изобретения: черновое формоизменение исходной заготовки на реверсивной клети в системе калибров плоский овал - ребровой овал с кантовкой после каждого прохода на 90°. Размеры поперечного сечения заготовки при ее прокатке в калибрах, кроме первого, формируют по зависимости bn + hn = hn-1 + bn+1, a в первом - по зависимости b1 + h1 = b2 + b0, где b, h - ширина и высота продеформированной заготовки, n - номер калибра по ходу прокатки, b0 - ширина исходной заготовки. Изобретение обеспечивает повышение качества продукции за счет повышения точности настройки привалковой арматуры и удаления первого калибра от подшипникового узла, что исключает возможность попадания воды на поверхность калибра. 1 ил., 2 табл.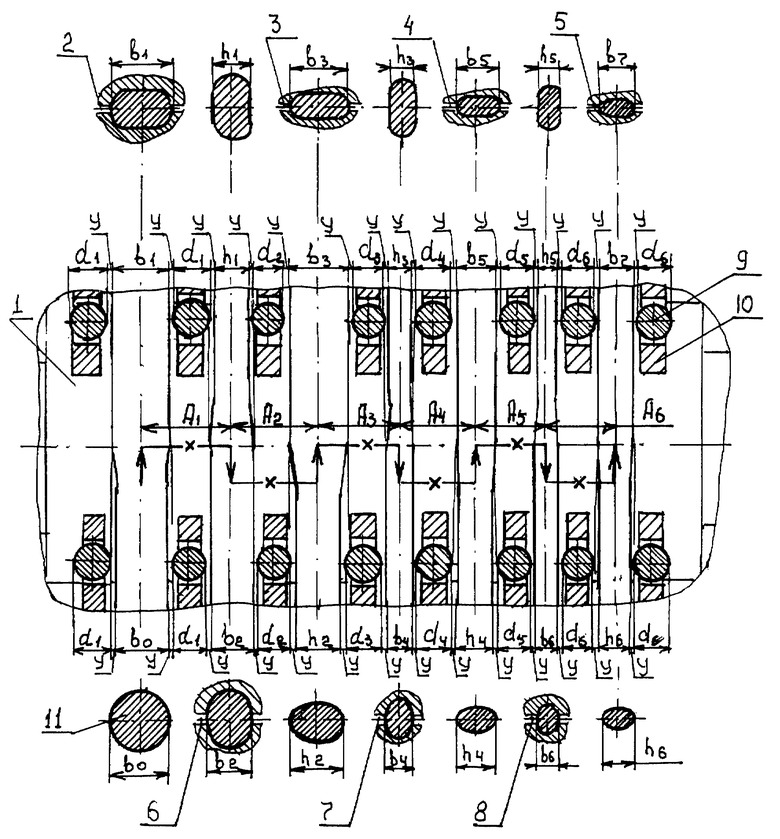
Способ производства прутков из сталей и сплавов, в частности на основе титана, включающий черновое формоизменение исходной заготовки на реверсивной двухвалковой клети в системе калибров плоский овал - ребровой овал с кантовкой после каждого прохода на 90o, отличающийся тем, что размеры поперечного сечения заготовки при ее прокатке в калибрах, кроме первого, формируют по зависимости bn + hn = hn-1 + bn+1, а в первом по зависимости b1 + h1 = b2 + bo, где b, h - ширина и высота продеформированной заготовки; n - номер калибра по ходу прокатки; bo - ширина исходной заготовки.
| ЛОВЦОВ В.М | |||
| и др | |||
| общие принципы калибровки валков и некоторые особенности поведения титана и его сплавов при сортовой прокатке проволочно-прутковых полуфабрикатов (Технология легких сплавов) | |||
| - М.: ВИЛС, 1974, № 7, с.39, рис.4, калибры 1 - 7 | |||
| Способ прокатки круглых сортовых профилей и катанки | 1985 |
|
SU1382510A1 |
| Способ деформации спеченных заготовок из вольфрама | 1980 |
|
SU908531A1 |
| Способ горячей прокатки прутков из титановых сплавов | 1978 |
|
SU713625A1 |
| Способ прокатки профилей из титана и его сплавов | 1987 |
|
SU1477487A1 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА ИЗ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ | 1997 |
|
RU2119394C1 |
| US 4191041, 04.03.1980. | |||

