Изобретение относится к обработкe металлов давлением, преимущественно к технологии прокатки сортовых и фасонных профилей из непрерывнолитой заготовки круглого сечения.
Известны способы прокатки колес, колец, бандажей из непрерывнолитой заготовки круглого сечения.
Способы включают в себя порезку металла на исходные заготовки, их формовку и прокатку. Порезку непрерывнолитой заготовки осуществляют дисковыми пилами. Нарезанные заготовки нагреваются в кольцевых печах, а затем прокатываются на специализированных станах. Недостатком всех данных способов является ограниченный сортамент продукции, прокатываемой из непрерывнолитой круглой заготовки [Генкин В.Я. и др. Непрерывнолитые круглые заготовки.- М.: Металлургия, 1984, c. 27-96].
Известен способ прокатки листа и заготовки прямоугольного сечения из цилиндрических слитков цветных металлов. Перед прокаткой основаниям слитка придают овальную форму, нагревают до температуры пластической деформации и по рабочему рольгангу подают к валкам клети.
Предварительную деформацию производят перпендикулярно оси цилиндрического слитка, который задается в валки клети с помощью последующего слитка рядового металла. Цилиндрический слиток после первого пропуска приобретает овальную форму сечения (приплюснутый цилиндр), и для дальнейшего обжатия и задачи его в валки клети используют предыдущий раскат рядового металла, находящийся на транспортном рольганге.
Предварительную деформацию производят плавно с суммарным обжатием до 0,3-0,5 диаметра слитка. Дальнейшую прокатку производят вдоль оси с раскантовкой деформированного цилиндрического слитка на 90o [a.с. 618145, B 21 B 3/00, опубл. в бюл. N 29 за 1978 г.].
Недостатком данного технического решения является то, что таким образом можно производить прокатку только коротких по длине цилиндрических слитков, а длинные непрерывнолитые заготовки просто не прокатать, и с позиции устойчивости заготовки в валках, и с точки зрения поперечной прокатки.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ прокатки заготовок круглого сечения в валках обжимных реверсивных станов. Слиток круглого или овального поперечного сечения обжимают за несколько возвратно-поступательных проходов на гладкой бочке без кантовки до тех пор, пока высота раската не приблизится к ширине круглого калибра с наибольшим проходным сечением. Затем полученный плоскоовальный раскат кантуют на 90o и задают в первый круглый калибр, где обжимают несколько раз в направлении большой оси, пока заполнение калибра достигнет требуемых значений. В этом случае круглый калибр при проходах с увеличенным (по сравнению с начальным зазором) расстоянием между валками работает как ребровый.
После окончания прокатки в первом круглом калибре промежуточный раскрой овального сечения с некоторой разностью осей передают для обжатия снова на гладкую бочку до высоты меньшей, чем ширина следующего по ходу прокатки круглого калибра. Затем описанные выше пропуски повторяют до тех пор, пока не будет выкатана конечная заготовка круглого сечения требуемого размера [a.с. 358035, B 21 B 1/02, опубл. в бюл. N 34 за 1972 г.].
Недостатком данного способа является ограниченный сортамент прокатываемой продукции, т.е. из круга получают только круг, но уже другого диаметра. Кроме того, при прокатке на гладкой бочке идет скручивание и смещение заготовки в валках, а это приводит к нестабильным геометрическим размерам заготовки и ее возможному заклиниванию в валках.
Задачей изобретения является повышение технологичности процесса прокатки различных профилей из круглой непрерывнолитой заготовки с одного прокатного нагрева.
Поставленная задача достигается за счет того, что для достижения устойчивости круглой заготовки и исключения скручивания и смещения в валках ее первый проход с максимальным обжатием производят на волнообразной профилированной бочке, причем отношение глубины волны бочки к ее ширине должно быть h/l = 1:(6-8), а последующий "проглаживающий" проход для заглаживания волны на заготовке и исключения образования складок и закатов производят без кантовки на гладкой бочке, и последующие обжатия следуют в ящичных, фасонных калибрах в зависимости от вида профиля. Кроме того, для равномерного нагрева и исключения хаотичного перекатывания по плоской подине печи посад круглых заготовок производят по схеме в один ряд, чередуя прямоугольную и круглую заготовки, причем расстояние между разнопрофильными заготовками составляет не менее половины диаметра круга, а прокат разнопрофильных заготовок ведут последовательно друг за другом.
В предложенном изобретении устраняются недостатки известных способов прокатки круглых заготовок благодаря использованию волнообразной профилированной бочки. А предложенная схема посада заготовок в печь, когда круглые заготовки имеют возможность перекатываться на подине печи, способствует равномерному нагреву заготовок и исключает случаи образования так называемых "мостов" из заготовок и возникновения заторов.
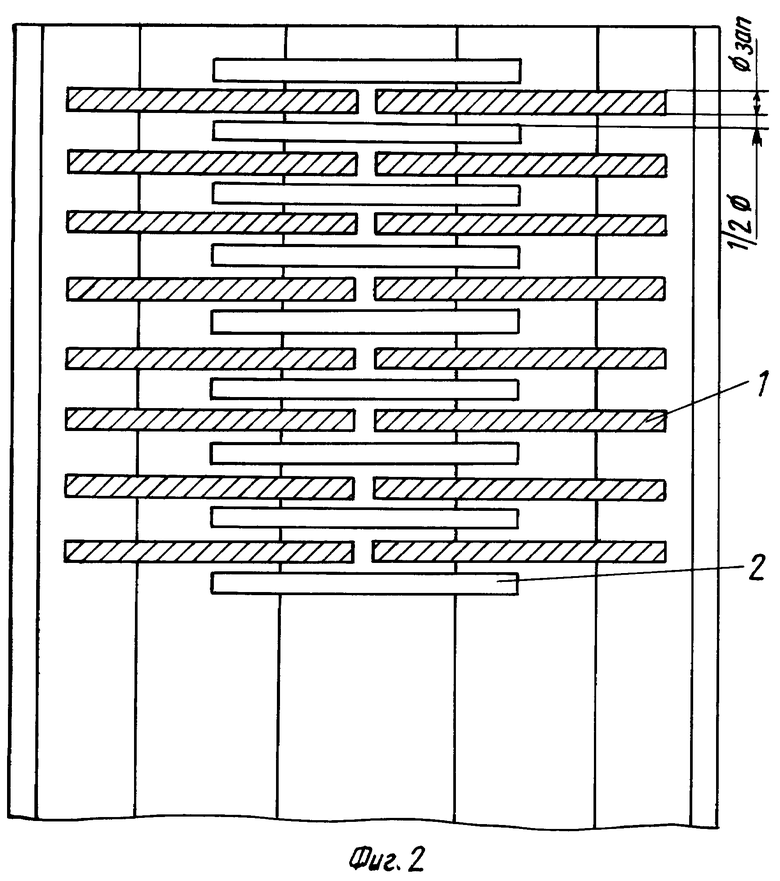
На фиг. 1 показана профилированная бочка прокатной клети "1300"; на фиг. 2 - схема посада круглых заготовок в методической печи, где 1 - заготовки диаметром 430 мм, 2 - прямоугольные заготовки.
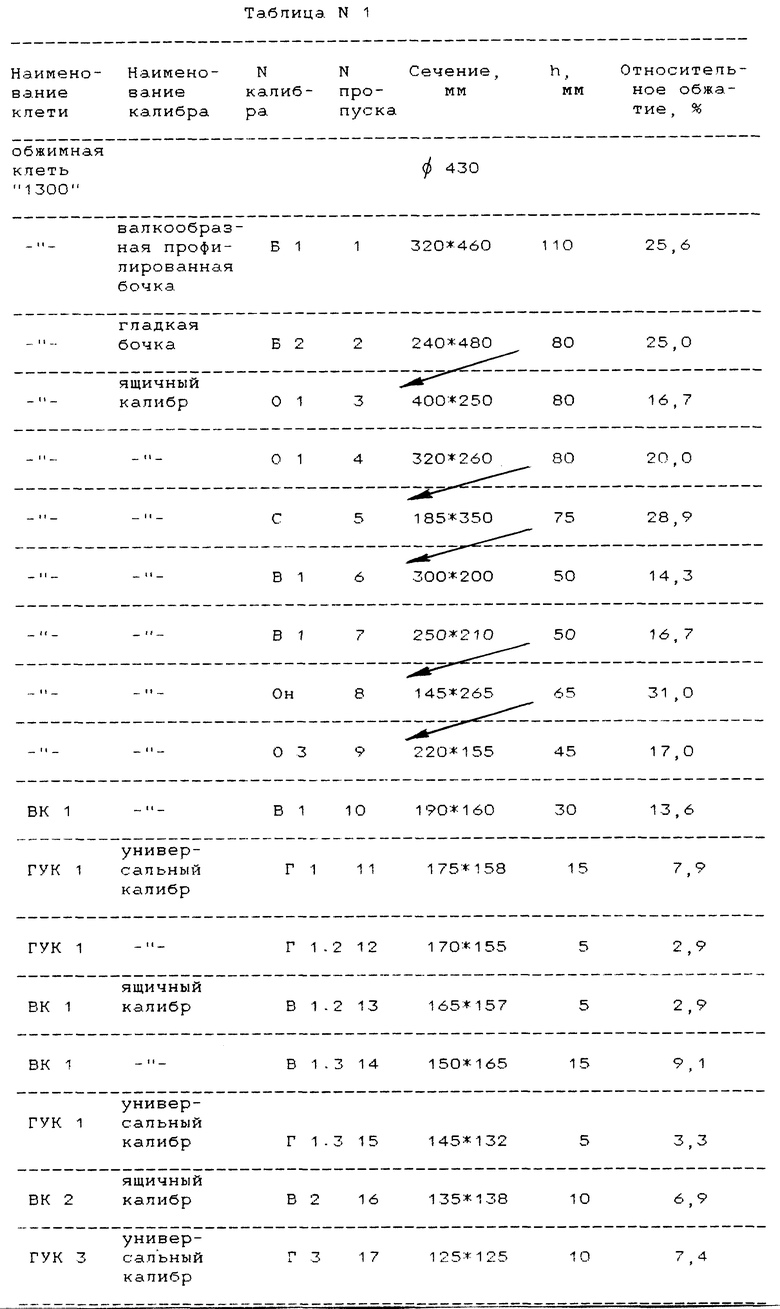
В табл. 1 показаны режимы прокатки квадрата сечением 125 мм из непрерывнолитой круглой заготовки ⊘ 430 мм.
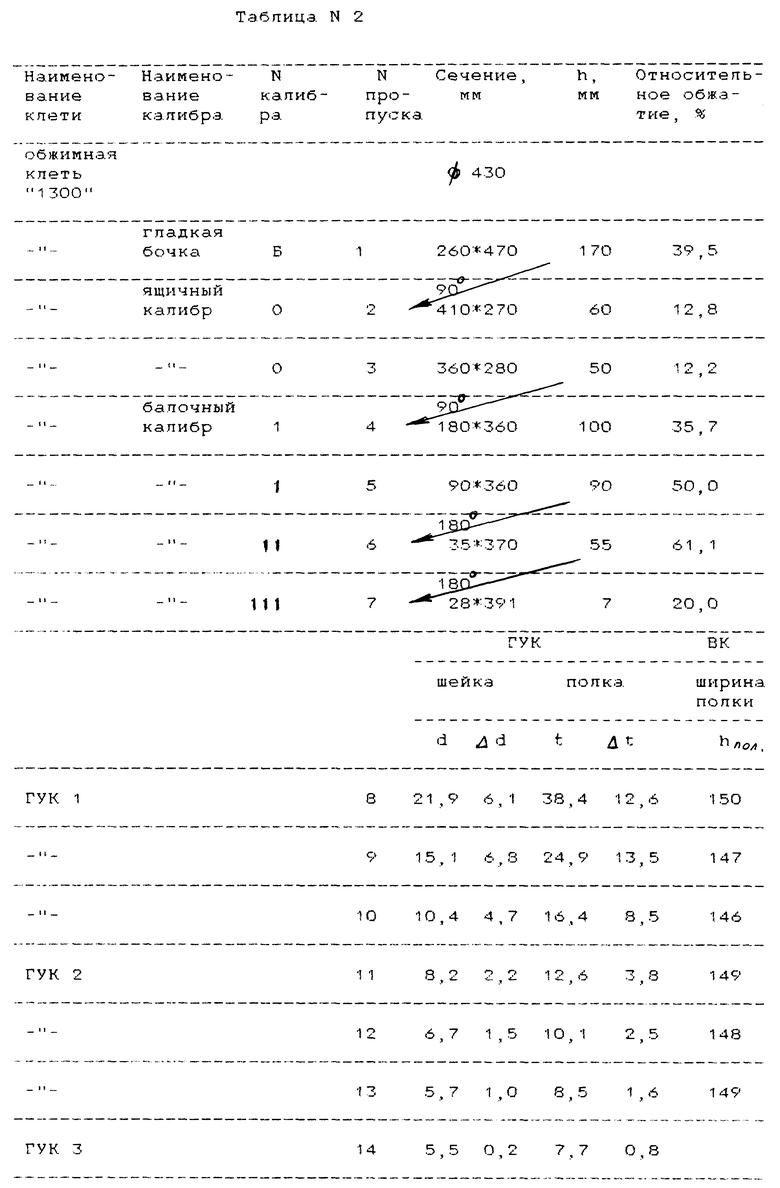
В табл. 2 показаны режимы прокатки балки 30Б1 из круга ⊘ 430 мм.
В табл. 3 показаны режимы прокатки круга ⊘ 120 мм из круга ⊘ 430 мм.
Способ прокатки круглой заготовки осуществляется следующим образом.
Круглая непрерывнолитая заготовка поступает с МНЛЗ, и ее посад в методическую печь осуществляют по схеме, указанной на фиг. 2.
Прямоугольную заготовку садят в печь, чередуя с круглой заготовкой, причем расстояние между разнопрофильными заготовками должно быть не менее половины диаметра круглого слитка. Это необходимо для того, чтобы круг перекатывался между прямоугольными заготовками и производился равномерный нагрев непрерывнолитой заготовки. Установленное расстояние в половину диаметра круга является оптимальным, т.к. меньшeе расстояние не позволяет перекатываться заготовке по всему диаметру, что сказывается на нагреве, а большее расстояние отрицательно влияет на коэффициент полезного использования печи и расход топлива на 1 т заготовки.
Особенностью калибровки валков клети "1300" является то, что в технологическую цепочку дополнительно вводят специально разработанный калибр - "Б1", или иначе, так называемая волнообразная бочка. Расчет профиля волнообразной бочки производился исходя из принятой степени обжатия исходной заготовки, а также изменения величины деформации от одного калибра к другому.
В процессе опытно-промышленного опробования предлагаемого способа прокатки круглых заготовок удалось получить оптимальный профиль калибра "Б1", где отношение глубины волны к еe ширине должно быть 1:(6-8). Именно при таких соотношениях деформация металла происходит при отсутствии критических пиков растягивающих напряжений на поверхности заготовки, а наличие переходных участков обеспечивает плавный изгиб поверхности раската между обжимными и калибрующими участками.
После нагрева до температуры 1250oC заготовки выдаются в прокат. Они поступают в обжимную клеть "1300", где ведут прокатку с устойчивым уплотнением и хорошей деформационной проработкой структуры металла, что положительно сказывается на качестве готового проката.
Пример 1.
Рассмотрим пример конкретной реализации способа при прокатке квадрата сечением 125 х 125 мм из непрерывнолитой заготовки диаметром 430 мм (см. табл. 1). Нагретый круглый слиток прокатывался в обжимной клети по следующей схеме. Первый проход проводился на волнообразной профилированной бочке с глубиной волны 10 мм и шириной 75 мм с обжатием 25-26% до размеров 320 х 460, второй проход производился без кантовки с обжатием 25% до размеров 240 х 480, при этом заглаживаются волны на заготовке, которые образуются при первом проходе. Затем производится кантовка на 90o и следует проход N 3 в ящичном калибре "01" с обжатием в 17% до размеров 400 х 250, и следом проход N 4 без кантовки до размеров 320 х 260 мм. Потом производится кантовка на 90o и следует проход N 5 в ящичном калибре "С" с обжатием до 185 х 350, далее опять кантовка на 90o и проходы N 6 и 7 в ящичном калибре "В" с обжатием до размеров 250 х 210. Затем опять кантовка и проходы в ящичных калибрах "Он" и "Оз" до размера 220 х 155. Далее прокатка идет с подключением вспомогательной клети ВК-1 и горизонтальной клети ГУК-1, где за восемь проходов, чередуя ящичные и универсальные калибры, удается получить окончательный профиль - квадрат 125 х 125 мм.
Пример 2.
Аналогичным образом проводят прокатку круга ⊘ 120 мм (см. табл. 3).
Исходная непрерывнолитая заготовка ⊘ 430 мм после нагрева в методической печи сначала задается в профилированную бочку, (калибр "Б1"), второй проход производится уже на гладкой бочке (калибр "Б2") с обжатием на 25% и с получением размера 240 х 480 мм. Затем заготовка кантуется на 90o и задается в калибр "О1", где идет обжатие до размеров заготовки 300 х 265. Далее опять перекантовка и обжатие в калибре "С" и т.д. После девятого прохода получается заготовка с размерами 183 х 155, она является подкатом для вспомогательной и универсальной клетей, где, чередуя калибры за шесть проходов в ВК-1 и ГУК-1, получают прямоугольник 115 х 140, затем следует проход в овальном калибре ВК-2 и заключительный проход в круглом калибре ГУК-3 с получением окончательного профиля круга ⊘ 120 мм.
Пример 3.
Прокатку балочных профилей, конкретно балки 30Б1, можно проследить по табл. 2.
Сначала на обжимной клети "1300" за семь проходов получают заготовку с размерами 28 х 391, затем полученный подкат передают на группу универсальных клетей, где еще за семь проходов получают окончательный балочный профиль.
Таким образом, благодаря применению технических приемов удается из круга получить качественный готовый профиль. Деформация металла происходит при отсутствии критических пиков растягивающих напряжений на поверхности раската. Это способствует формированию качественной бездефектной поверхности и получению высокой точности геометрических размеров. Постепенный переход от обжимного участка с интенсивной деформацией к участку калибровки создает благоприятные условия для нестационарных стадий заполнения очага деформации и получения качественного профиля.
Благодаря новому техническому решению, направленному на первичное обжатие круглой заготовки на волнообразной профилированной бочке, удалось добиться получения качественного проката сортовых и фасонных профилей.
Возможность использования для реализации способа цеха широкополочных балок является еще одним существенным преимуществом, т.к. при отсутствии в настоящее время заказов на балочные профили в цехе можно прокатывать любой прокатный профиль не только из сляба и прямоугольной заготовки, но и из круглой непрерывнолитой заготовки.
Заявляемое изобретение является новым, т. к. неизвестно аналогов из отечественных и зарубежных источников информации. По имеющимся у заявителя данным, в известных решениях отсутствуют признаки сходные с признаками, которые присущи предлагаемому техническому решению, что позволяет сделать вывод о его соответствии признаку "изобретательский уровень".
Использование предлагаемого технического решения в цехе широкополочных балок ОАО "Нижнетагильский металлургический комбинат" подтверждает соответствие критерию "промышленная применимость".
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ КРУГЛОГО СЕЧЕНИЯ | 1999 |
|
RU2170150C1 |
| СПОСОБ ПРОКАТКИ КВАДРАТНЫХ ЗАГОТОВОК | 1992 |
|
RU2012431C1 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА ИЗ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ | 1997 |
|
RU2119394C1 |
| СПОСОБ ПРОКАТКИ ТОЛСТЫХ ЛИСТОВ | 1997 |
|
RU2121896C1 |
| СПОСОБ ПРОИЗВОДСТВА ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 1992 |
|
RU2043793C1 |
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРОВ | 1999 |
|
RU2169050C2 |
| СПОСОБ ПРОИЗВОДСТВА КВАДРАТНОЙ ЗАГОТОВКИ | 2016 |
|
RU2623976C1 |
| СИСТЕМА ЧЕРНОВЫХ КАЛИБРОВ ДЛЯ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2021 |
|
RU2784961C1 |
| СПОСОБ ПРОКАТКИ СЛИТКОВ НА ОБЖИМНЫХ, ЗАГОТОВОЧНЫХ И СОРТОВЫХ СТАНАХ | 2003 |
|
RU2243041C1 |
| СПОСОБ ПРОКАТКИ ЗАГОТОВОК | 1998 |
|
RU2122906C1 |

Изобретение относится к обработкe металлов давлением, преимущественно к технологии прокатки фасонных и сортовых заготовок из непрерывнолитого слитка. Задачей изобретения является повышение технологичности процесса прокатки различных профилей из круглой непрерывнолитой заготовки. Первый проход с максимальным обжатием производят на волнообразной профилированной бочке, причем отношение глубины волны бочки к ее ширине должно быть как h/l = 1 : (6-8), следующий "проглаживающий" проход для заглаживания волны на заготовке и исключения образования складок и закатов производят без кантовки на гладкой бочке, а последующие обжатия следуют в ящичных, фасонных калибрах в зависимости от вида профиля. Кроме того, для равномерного нагрева и исключения хаотичного перекатывания по плоской подине печи посад круглых заготовок производят по схеме в один ряд, чередуя прямоугольную и круглую заготовки. Расстояние между разнопрофильными заготовками составляет не менее половины диаметра круга. Прокат разнопрофильных заготовок ведут последовательно одна за другой. Способ обеспечивает достижение устойчивости круглой заготовки и исключение ее скручивания и смещения. 1 з.п. ф-лы, 3 табл., 2 ил.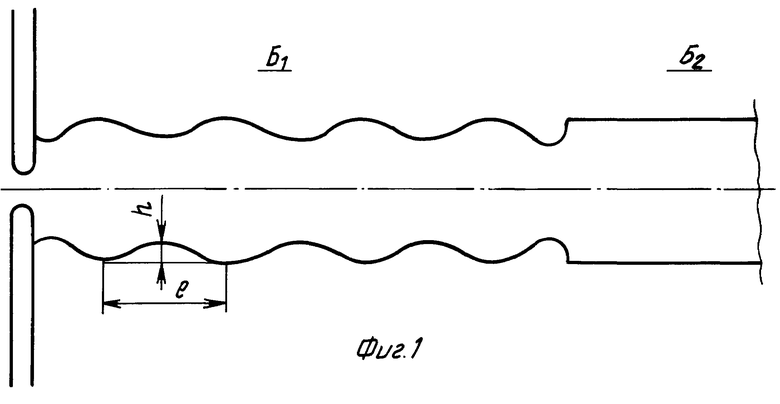
| СПОСОБ ПРОКАТКИ ПОЛУПРОДУКТА КРУГЛОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 0 |
|
SU358035A1 |
| Способ прокатки листа и заготовки прямоугольного сечения из цилиндрических слитков цветных металлов | 1976 |
|
SU618145A1 |
| ГЕНКИН В.Я | |||
| и др | |||
| Непрерывнолитые круглые заготовки | |||
| - М.: Металлургия, 1984, с.27 - 96 | |||
| Способ прокатки на непрерывных станах | 1990 |
|
SU1736647A1 |
| Способ прокатки профиля постоянного сечения | 1982 |
|
SU1163924A1 |
| УСТРОЙСТВО С ПОВЫШЕННОЙ ЭХОГЕННОСТЬЮ | 2012 |
|
RU2556569C1 |
