ОБВОДНОЙ АППАРАТ ДЛЯ ПРЕДОТДЕЛОЧНЫХ И ЧИСТОВЫХ КЛЕТЕЙ МЕЛКОСОРТНЫХ ПРОВОЛОЧНЫХ И СРЕДНЕСОРТНЫХ ПРОКАТНЫХ СТАНОВ
Заявлено 17 ноября 1948 г. за № 365244 Опубликовано в «Бюллетене изобретений № 12 за 1962 г.
Известны обводные аппараты для предотделочных и чистовых клетей мелкосортных проволочных и среднесортных прокатных станов.
Особенность описываемого аппарата состоит в том, что его выводная кантующая втулка состоит из двух половин, одна из которых посредством рукоятки может поворачиваться в другой, установленной стационарно.
Аппарат такой конструкции обеспечивает каитование полосы в широком диапазоне изменения углов.
В предлагаемом аппарате одна из линеек вводной проводки может перемещаться посредством клина и рычага, соединенного тягой с электромагнитом.
Электромагнит включается от флажка или фотоэлемента при входе полосы в валки. При этом сближаются линейки, для удерживания изделия во время прокатки в данном калибре.
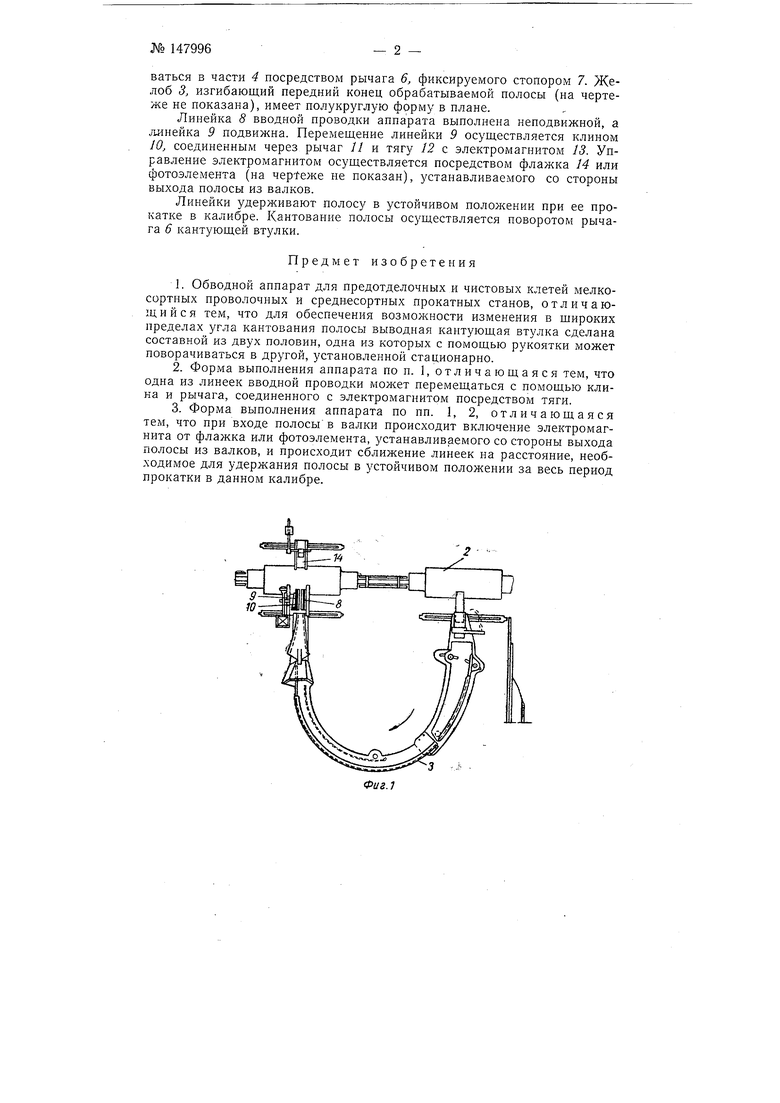
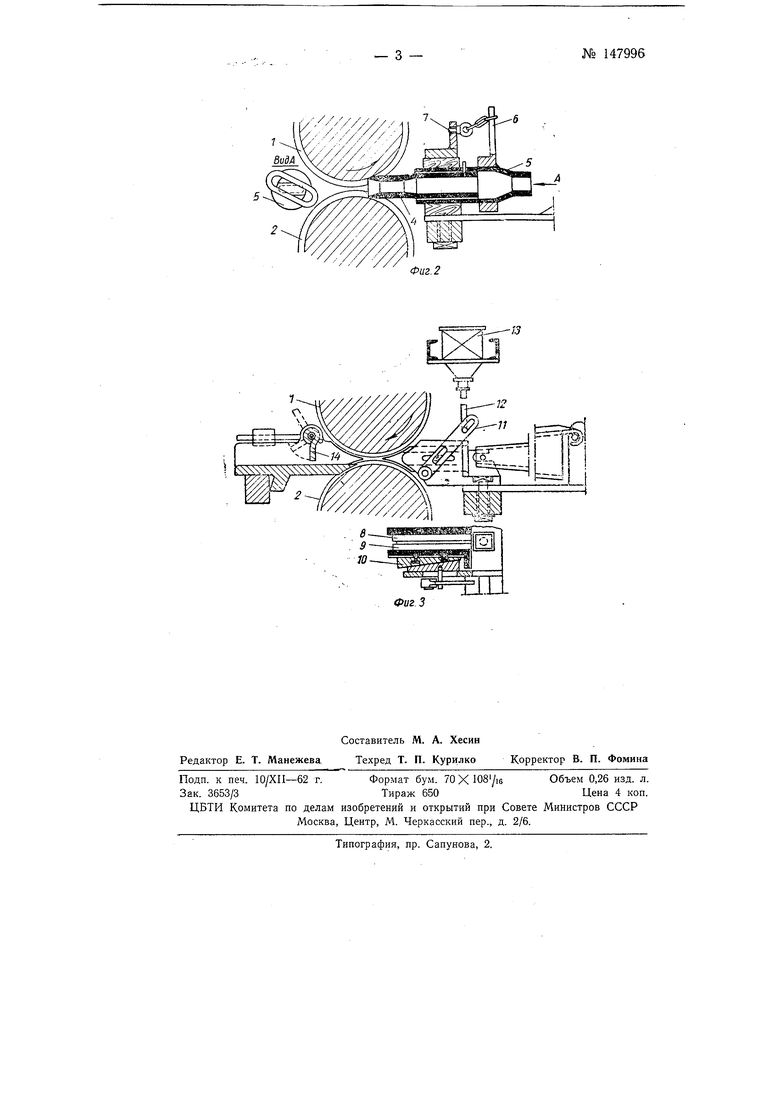
На фиг. 1 схематически изображен описываемый обводной аппарат для предотделочных и чистовых клетей мелкосортных проволочных и среднесортных прокатных станов, вид в плане; на фиг. 2 - выводная кантующая втулка, вид сбоку в разрезе; на фиг. 3 - зажимные линейки, вид сбоку и в плане.
Выводная кантующая втулка, предназначенная для правильного вывода полосы из валков 1 к 2 и ввода ее в желоб 3, состоит из двух расположенных одна в другой частей 4 ц 5. Одна из них выполнена стационарной, а .другая (со сплюснутым выходом) может поворачив Гостехнику СССР
№ 147996
ваться в части 4 посредством рычага 6, фиксируемого стопором 7. Желоб 3, изгибающий передний конец обрабатываемой полосы (на чертеже не показана), имеет полукруглую форму в плане.
Линейка 8 вводной проводки аппарата выполнена неподвижной, а линейка 9 подвижна. Перемещение линейки 9 осуществляется клином 10, соединенным через рычаг П и тягу 12, с электромагнитом 13. Управление электромагнитом осуществляется посредством флажка 14 или фотоэлемента (на чер1еже не показан), устанавливаемого со стороны выхода полосы из валков.
Линейки удерживают полосу в устойчивом положении при ее прокатке в калибре. Кантование полосы осуществляется поворотом рычага 6 кантующей втулки.
Предмет изобретения
1.Обводной аппарат для предотделочных и чистовых клетей мелкосортных проволочных и среднесортных прокатных станов, отличающийся тем, что для обеспечения возможности изменения в широких пределах угла кантования полосы выводная кантующая втулка сделана составной из двух половин, одна из которых с помощью рукоятки может поворачиваться в другой, установленной стационарно.
2.Форма выполнения аппарата по п. 1, отл и ч а ю щ а я ся тем, что одна из линеек вводной проводки может перемещаться с помощью клина и рычага, соединенного с электромагнитом посредством тяги.
3.Форма выполнения аппарата по пп. 1, 2, отличающаяся тем, что при входе полосы в валки происходит включение электромагнита от флажка или фотоэлемента, устанавливаемого со стороны выхода полосы из валков, и происходит сближение линеек на расстояние, необходимое для удержания полосы в устойчивом положении за весь период прокатки в данном калибре.
Фиг. 2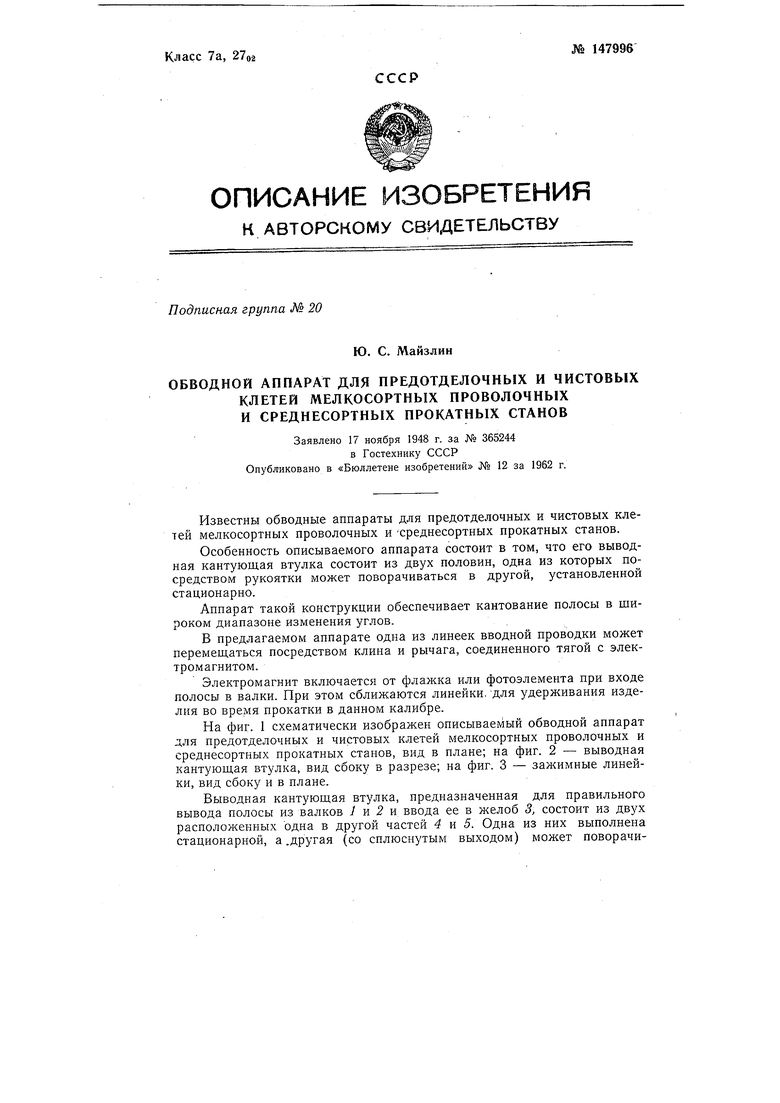
| название | год | авторы | номер документа |
|---|---|---|---|
| Обводной аппарат прокатного стана | 1979 |
|
SU831258A1 |
| ВЫВОДНАЯ ВАЛКОВАЯ АРМАТУРА ПРОКАТНОГО СТАНА | 2004 |
|
RU2255822C1 |
| Способ прокатки | 1988 |
|
SU1614868A1 |
| БЛОК СОРТОПРОКАТНОГО СТАНА | 1995 |
|
RU2068306C1 |
| ВАЛКОВАЯ АРМАТУРА ПРОКАТНОГО СТАНА | 1999 |
|
RU2198755C2 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛОВЫХ ПРОФИЛЕЙ НА НЕПРЕРЫВНЫХ СТАНАХ | 1992 |
|
RU2048224C1 |
| ВАЛКОВАЯ АРМАТУРА ПРОКАТНОГО СТАНА | 1999 |
|
RU2198754C2 |
| Прокатная клеть | 1973 |
|
SU480458A1 |
| СПОСОБ ПРОКАТКИ В КЛЕТИ ТРИО ПРОСТЫХ СОРТОВЫХ ПРОФИЛЕЙ | 1995 |
|
RU2085309C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРУТКОВ | 1999 |
|
RU2166388C1 |
i3
