Изобретение относится к прокатному производству, в частности к способам получения угловых профилей с использованием клетей, оборудованных вводными роликовыми проводками (валковой арматурой), и может быть использовано на непрерывных сортовых прокатных станах.
Известен способ получения угловых профилей на непрерывных станах, включающий формирование угловых профилей некоторого размерного сортамента в системе черновых и промежуточных калибров, последующее формирование профиля в предчистовом угловом калибре, задачу предчистового раската в чистовой угловой калибр с помощью вводной проводки, содержащей верхний и нижний пропуски, последний из которых несет горизонтальный ролик, и прокатку в чистовом калибре (Современные конструкции валковой арматуры прокатных станов. Альбом ЦНИИИнформтяжмаш/Под ред. Н.Ф.Грицука, 1968).
Недостатком известного способа является снижение выхода годного из-за неправильной задачи предчистового углового раската в чистовой калибр, обусловленной поперечным смещением раската на горизонтальном ролике, а также из-за увеличенных размеров (ширины) полок на передних и задних концах полос, присущих процессу непрерывной прокатки (концевые эффекты). В этом случае снижается производительность стана из-за возможного скручивания полосы углового профиля в проводке вследствие попадания одной из его полок в центральную проточку проводки. Указанное обстоятельство снижает срок службы проводки, чему способствует также повышенный износ пропусков, особенно нижнего, из-за интенсивного трения прокатываемого металла о них.
В качестве ближайшего аналога принят способ получения угловых профилей на непрерывных станах, включающий формирование угловых профилей некоторого размерного сортамента в системе черновых и промежуточных калибров, последующее формирование профиля в предчистовом угловом калибре, задачу предчистового раската в чистовой угловой калибр с помощью вводной проводки, содержащей верхний и нижний пропуски, последний из которых несет горизонтальный ролик, выполненный с ограничительными буртами на его торцевых частях и с центральной проточкой, форма которой эквидистантна профилю нижнего валка, и установленный от него на расстоянии L=C(d+D)/2 (где d диаметр ролика, D диаметр валка, С=1,05-1,15) и прокатку в чистовом калибре.
Недостатком способа является снижение выхода годного из-за неправильной задачи предчистового углового раската в чистовой калибр, обусловленной поперечным смещением раската на горизонтальном ролике, имеющем технологические зазоры между буртами и раскатом, а также из-за увеличенных размеров (ширины) полок на передних и задних концах полос, присущих процессу непрерывной прокатки (концевые эффекты), что увеличивает расход металла при прокатке угловой стали в минусовом поле допусков, а также ограничивает возможность повышения точности прокатки по длине полосы.
Цель изобретения стабилизация процесса прокатки, способствующей увеличению выхода годного при производстве угловой стали за счет точной задачи предчистового углового раската в чистовой калибр, и уменьшение длины передних и задних концов полос, имеющих увеличенные размеры (ширины) полок.
Технический результат, достигаемый при использовании изобретения, состоит в увеличении выхода годного при производстве угловой стали за счет предотвращения непрерывной задачи предчистового углового раската в чистовой калибр, обусловленной поперечным смещением раската на горизонтальном ролике, а также уменьшении длины передних и задних концов полос, имеющих увеличенные размеры (ширины) полок, что расширяет возможности прокатки угловой стали в минусовом поле допусков в частности, а также повышения точности прокатки по длине полосы в целом.
Достижение поставленной цели обеспечивается тем, что в способе получения угловых профилей на непрерывных станах, включающем формирование угловых профилей некоторого размерного сортамента в системе черновых и промежуточных калибров, последующее формирование профиля в предчистовом угловом калибре, задачу предчистового раската в чистовой угловой калибр с помощью вводной проводки, содержащей верхний и нижний пропуски, последний из которых несет горизонтальный ролик, выполненный с ограничительными буртами на его торцевых частях и с центральной проточкой, форма которой эквидистантна профилю нижнего валка, и установленный на расстоянии от него L=C(d+D)/2, где С=1,05-1,5, и прокатку в чистовом калибре, задачу предчистового раската в чистовой угловой калибр с помощью вводной проводки ведут для каждого профилеразмера со сменным горизонтальным роликом, расстояние между буртами которого равно ширине предчистового раската данного профилеразмера в его средней по длине части.
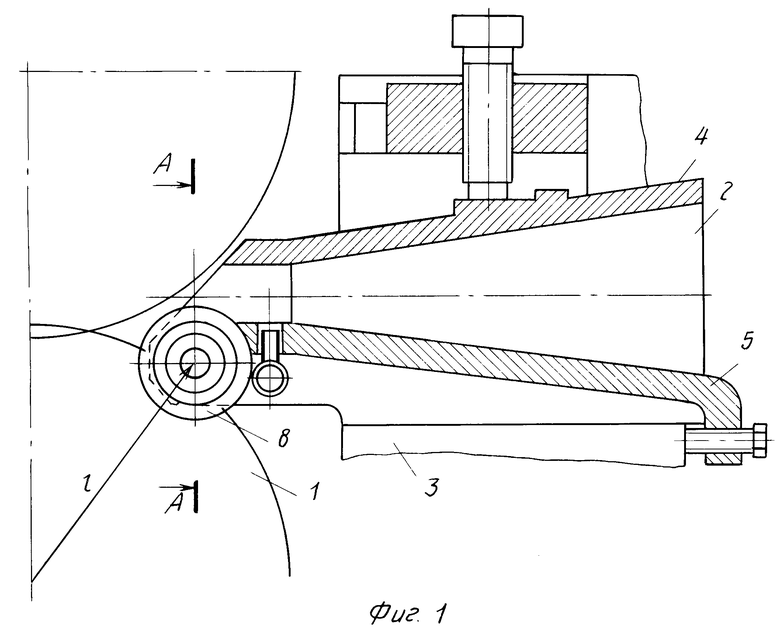
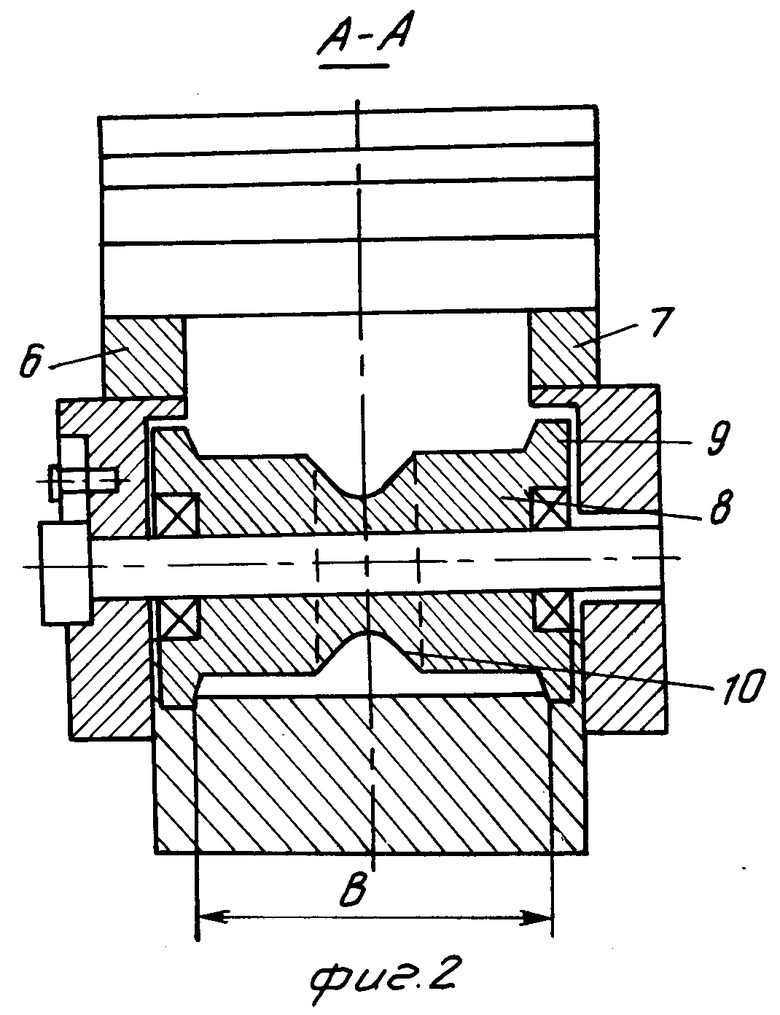
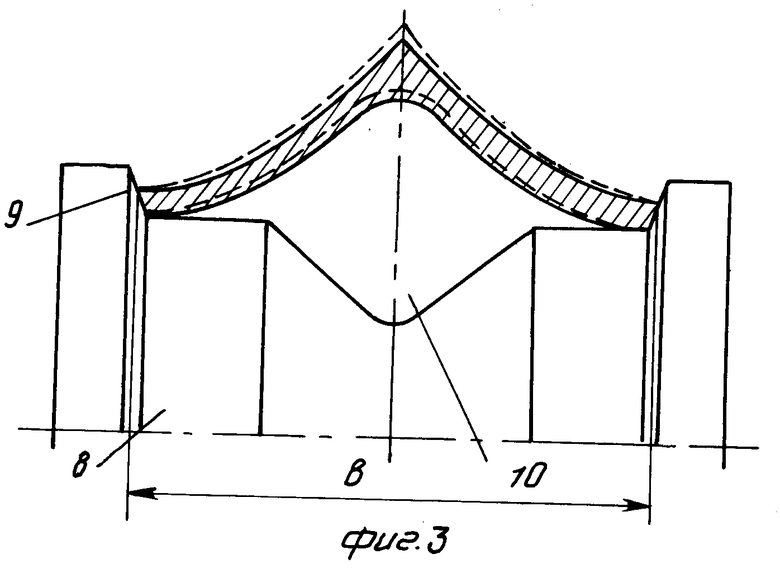
На фиг.1 представлена чистовая прокатная клеть, оснащенная вводной проводкой с горизонтальным роликом, вид сбоку; на фиг.2 сечение А-А на фиг.1; на фиг.3 схема взаимодействия предчистового раската с горизонтальным роликом проводки чистовой прокатной клети.
Способ осуществляется следующим образом.
Из нагретой заготовки в системе черновых и промежуточных калибров непрерывного сортового стана формируют угловой раскат. Этот раскат прокатывают в предчистовом угловом калибре и задают в угловой калибр чистовой прокатной клети 1 с помощью вводной проводки 2, установленной на привалковом брусе 3 клети 1. Проводка 2 содержит верхний 4 и нижний 5 пропуски, левую 6 и правую 7 направляющие линейки. Нижний пропуск 5 несет горизонтальный ролик 8, расположенный в непосредственной близости от прокатных валков 1 прокатной клети. Горизонтальный ролик 8 выполнен с ограничительными буртами 9 на его торцовых частях и с центральной проточкой 10, форма которой эквидистантна профилю нижнего валка 1. Расстояние L между осями нижнего валка 1 и горизонтального ролика 8 определяется соотношением L=C(d+D)/2, где С=1,05-1,15 коэффициент пропорциональности; d и D соответственно диаметры горизонтального ролика 8 и нижнего валка 1. Завершают формирование углового профиля в чистовом угловом калибре прокатной клети.
Задачу предчистового раската в чистовой угловой калибр ведут для каждого профилеразмера со сменным горизонтальным роликом 8. Расстояние между буртами 9 горизонтального ролика 8 В, использующегося для прокатки данного профилеразмера выполняют равным ширине предчистового раската данного профилеразмера в средней части полосы по ее длине. Предчистовой раскат с передним концом, ширина которого больше В, поступая на горизонтальный ролик проводки, подгибается. При этом угол между фланцами раската перемещается в вертикальном направлении. При захвате переднего конца раската валками чистовой клетки горизонтальный ролик с расстоянием между буртами В, равным ширине предчистового раската данного профилеразмера в средней части полосы по ее длине, завершает выполнение функции стабилизации положения раската при направлении его в калибр, и начинает выполнять функцию стабилизации геометрических параметров раската обжинать раскат углового сечения по ширине, т.е. в том направлении, в котором размеры раската по условиям технологического процесса прокатки на непрерывном стане нестабильны. Приводные рабочие валки чистовой клети в этом случае за счет резерва сил трения, имеющего место в очаге деформации чистового калибра, обеспечивают протяжку раската через проводку с обжатием металла по вершинам фланцев углового раската буртами горизонтального ролика. Учитывая то обстоятельство, что расстояние между горизонтальным роликом и рабочими валками чистовой клети минимально, калибрующий эффект горизонтального ролика проявляется практически на всей длине полосы.
Таким образом, использование предлагаемого способа, предусматривающего расширение функций вводной проводки чистовой клети, позволяет стабилизировать процесс прокатки, способствующий увеличению выхода годного при производстве угловой стали, с одной стороны, за счет точной задачи предчистового углового раската в чистовой калибр, с другой стороны, за счет горячего калибрования предчистового углового раската, способствующего практическому устранению концевых эффектов и обеспечивая тем самым стабилизацию геометрических параметров готового проката по длине. Указанное обстоятельство расширяет технологические возможности стана за счет более полного использования поля допусков путем прокатки угловой стали в минусовом поле допусков.
Способ был опробован на непрерывном мелкосортно-проволочном стане 320/150, размерный сортамент которого включает угловые профили 20х3-4 50х3-5 мм.
При прокатке угловой стали размерами 50х3 мм ширина предчистового раската в его средней по длине части составляла 70,5-79,8 мм, а на концах полосы достигала 81,0-81,5 мм. Используя для прокатки данного профилеразмера сменный горизонтальный ролик, расстояние между буртами которого В равно ширине предчистового раската в его средней по длине части, т.е. 79,8 мм, за счет калибрующего эффекта горизонтального ролика получили в промежутке горизонтальный ролик вводной проводки чистовой калибр угловой раскат с шириной, равной 79,8 мм по всей полосе, обеспечивающий получение готового проката со стабильными размерами готового проката по длине полосы в минусовом поле допуска.
Указанное обстоятельство позволило увеличить выход годного при производстве угловой стали за счет устранения концевых эффектов, обеспечивая тем самым стабилизацию геометрических параметров готового проката по длине, а также за счет предотвращения неправильной задачи предчистового углового раската в чистовой калибр, обусловленной поперечным смещением раската на горизонтальном ролике. За счет более полного использования минусового поля допусков при прокатке угловой стали расширяются технологические возможности стана.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА КАЛИБРОВ ВАЛКОВ НЕПРЕРЫВНОГО СОРТОВОГО ПРОКАТНОГО СТАНА | 1995 |
|
RU2089305C1 |
| СПОСОБ ПРОКАТКИ РЕССОРНО-ПРУЖИННЫХ СТАЛЕЙ НА НЕПРЕРЫВНОМ СОРТОВОМ СТАНЕ | 1992 |
|
RU2038877C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТАВРОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2030933C1 |
| СПОСОБ ПРОКАТКИ-РАЗДЕЛЕНИЯ | 1995 |
|
RU2104104C1 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 1991 |
|
RU2019322C1 |
| Способ прокатки | 1988 |
|
SU1614868A1 |
| ВВОДНАЯ РОЛИКОВАЯ ПРОВОДКА ДЛЯ РАЗЛИЧНЫХ ПРОФИЛЕЙ | 1991 |
|
RU2048223C1 |
| Предчистовой двухвалковый калибр для прокатки круглой стали | 1978 |
|
SU791437A1 |
| СИСТЕМА КАЛИБРОВКИ ПЕРВЫХ ДВУХ КЛЕТЕЙ СОРТОПРОКАТНОГО СТАНА | 1992 |
|
RU2070446C1 |
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРОВ | 1999 |
|
RU2169050C2 |
Использование: для получения угловых профилей с использованием клетей, оборудованных вводными роликовыми проводками (валковой арматурой), на непрерывных сортовых прокатных станах. Сущность изобретения: из нагретой заготовки в системе черновых и промежуточных калибров непрерывного сортового стана формируют угловой раскат. Этот раскат прокатывают в предчистовом угловом калибре и задают в угловой калибр чистовой прокатной клети с помощью вводной проводки. Нижний пропуск проводки несет горизонтальный ролик, расположенный в непосредственной близости от прокатных валков прокатной клети. Горизонтальный ролик выполнен с ограничительными буртами на его торцовых частях и с центральной проточкой, форма которой эквидистантна профилю нижнего валка. Расстояние L между осями нижнего валка и горизонтального ролика определяется соотношением L=C(d+D)/2, где C=1,05-1,15 коэффициент пропорциональности, d и D соответственно диаметры горизонтального ролика и нижнего валка. Задачу предчистового раската в чистовой угловой калабир ведут для каждого профилеразмера со сменным горизонтальным роликом. Расстояние между буртами горизонтального ролика, использующегося для прокатки данного профилеразмера, выполняют равным ширине предчистового раската данного профилеразмера в средней части полосы по ее длине. Предчистовой раскат с передним концом, ширина которого больше, поступая на горизонтальный ролик проводки, подгибается. При этом угол между фланцами раската перемещается в вертикальном направлении. При захвате переднего конца раската валками чистовой клети горизонтальный ролик с расстоянием между бурами, равным ширине предчистового раската данного профилеразмера в средней части полосы по ее длине, завершает выполнение функции стабилизации положения раската при направлении его в калибр и начинает выполнять функцию стабилизации геометрических параметров раската- обжимать раскат углового сечения по ширине, т. е. в том направлении, в котором размеры раската по условиям технологического процесса прокатки на непрерывном стане нестабильны. 3 ил.
СПОСОБ ПОЛУЧЕНИЯ УГЛОВЫХ ПРОФИЛЕЙ НА НЕПРЕРЫВНЫХ СТАНАХ, включающий прокатку в черновых, промежуточных, предчистовом и чистовом калибрах с задачей профиля в чистовой калибр с помощью сменной вводной проводки, имеющей верхний и нижний пропуски и горизонтальный ролик, установленный в нижнем пропуске и выполненный с ограничительными буртами и центральной проточкой, эквидистантной по форме ручью нижнего валка чистового калибра, при этом расстояние между осями нижнего валка чистового калибра и этого ролика выдерживают равным L C (d + D) / 2, где d диаметр ролика, D диаметр валка, C 1,05 1,15 - коэффициент, отличающийся тем, что при прокатке профилей, выходящих из предчистового калибра с уширенными концами, во вводной проводке устанавливают ролик с расстоянием между боковыми буртами, равными ширине предчистового раската получаемого профилеразмера в его средней по длине части.
| Прокатная клеть для прокатки фланцевых профилей | 1988 |
|
SU1577899A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |

