Изобретение относится к прокатному производству, в частности к производству биметалла.
Целью изобретения является повышение качества биметалла путем лучшего соединения слоев и тем самым снижения расхода металла. Способ включает изготовление заготовок основного и плакирующего слоев, размещение между ними промежуточного подслоя, сварку пакетов, их нагрев и прокатку, предварительное определение толщины промежуточного подслоя из экспериментальной зависимости коэффициента К неравномерности деформации
К
In H/h
In Hn/hn
где Н и h - толщина пакета до и
после деформации; Н п и h n - толщина подслоя до и
после деформации,
от толщины промежуточного подслоя при значении коэффициента неравномерности деформации, равном 1.
Величина коэффициента неравномерности обусловлена вытяжкой компонентов биметаллического пакета при деформации. При значении коэффициента неравномерности деформации, большем
-U 00 N3 3
u
1 , наблюдается преимущественная вытяжка пакета относительно промежуточного подслоя, что приводит к появлению сдвигов в зоне контакта, нарушению образовавшихся связей, разрушению подслоя и в результате к снижению качества соединения слоев и повышению расхода металла.
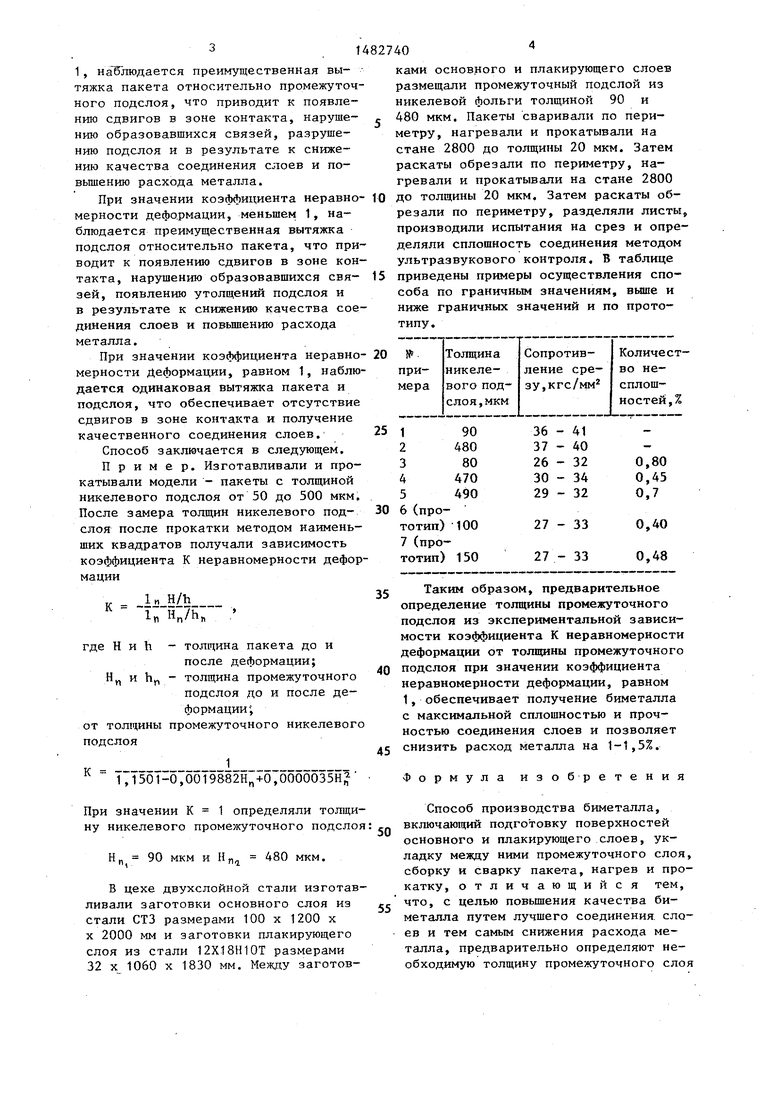
ками основного и плакирующего слоев размещали промежуточный подслой из никелевой фольги толщиной 90 и 480 мкм. Пакеты сваривали по периметру, нагревали и прокатывали на стане 2800 до толщины 20 мкм. Затем раскаты обрезали по периметру, нагревали и прокатывали на стане 2800
| название | год | авторы | номер документа |
|---|---|---|---|
| Пакет для получения многослойных листов | 1981 |
|
SU959954A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ПРОКАТА ДРАГОЦЕННЫХ МЕТАЛЛОВ | 2014 |
|
RU2562191C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ БИМЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2001 |
|
RU2184641C1 |
| Способ получения коррозионностойкого биметаллического слитка | 2022 |
|
RU2774689C1 |
| Способ изготовления биметаллов | 1980 |
|
SU937117A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАКИРОВАННОГО МЕТАЛЛИЧЕСКОГО ЛИСТА | 1996 |
|
RU2103130C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАКИРОВАННОГО МЕТАЛЛИЧЕСКОГО ЛИСТА | 2009 |
|
RU2421312C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАКИРОВАННОГО МЕТАЛЛИЧЕСКОГО ЛИСТА | 2015 |
|
RU2629422C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТОЙ КОРРОЗИОННО-СТОЙКОЙ СТАЛИ | 2010 |
|
RU2464140C2 |
| Способ получения биметалла стальтитан | 1976 |
|
SU624761A1 |
Изобретение относится к прокатному производству, в частности к производству биметалла. Цель изобретения-повышение качества биметалла путем лучшего соединения слоев и тем самым снижение расхода металла. В способе производства биметалла, включающем изготовление заготовок основного и плакирующего слоев, размещение между ними промежуточного подслоя, сварку пакетов, их нагрев и прокатку, предварительно определяют толщину промежуточного подслоя при коэффициенте неравномерности деформации, равном 1. Способ обеспечивает получение биметалла с максимальной сплошностью и прочностью соединения слоев и позволяет снизить расход металла на 1-1,5%. 1 табл.
При значении коэффициента неравно- 10 до толщины 20 мкм. Затем раскаты обрезали по периметру, разделяли листы, производили испытания на срез и определяли сплошность соединения методом ультразвукового контроля, В таблице приведены примеры осуществления способа по граничным значениям, выше и ниже граничных значений и по прототипу.
мерности деформации, меньшем 1, наблюдается преимущественная вытяжка подслоя относительно пакета, что приводит к появлению сдвигов в зоне контакта, нарушению образовавшихся свя- 15 зей, появлению утолщений подслоя и в результате к снижению качества соединения слоев и повышению расхода металла.
При значении коэффициента неравно- 20 мерности Деформации, равном 1, наблюдается одинаковая вытяжка пакета и подслоя, что обеспечивает отсутствие сдвигов в зоне контакта и получение качественного соединения слоев.
Способ заключается в следующем.
Пример. Изготавливали и прокатывали модели - пакеты с толщиной никелевого подслоя от 50 до 500 мкм. После замера толщин никелевого подслоя после прокатки методом наименьших квадратов получали зависимость коэффициента К неравномерности деформации
25
30
К
In H/h
ln Hn/h,
- толщина пакета до и
после деформации; - толщина промежуточного подслоя до и после деформации;
промежуточного никелевого
К
1
17T50T 0,OOT9882H +0,0000035HJ
При значении К 1 определяли толщину никелевого промежуточного подслоя:
Н„ 90 мкм и Н„а 480 мкм.
В цехе двухслойной стали изготавливали заготовки основного слоя из стали СТЗ размерами 100 х 1200 х х 2000 мм и заготовки плакирующего слоя из стали 12Х18Н10Т размерами 32 х 1060 х 1830 мм. Между заготов
Таким образом, предварительное определение толщины промежуточного подслоя из экспериментальной зависимости коэффициента К неравномерности деформации от толщины промежуточного подслоя при значении коэффициента неравномерности деформации, равном 1, обеспечивает получение биметалла с максимальной сплошностью и прочностью соединения слоев и позволяет снизить расход металла на 1-1,5%.
Формула изобретения
Способ производства биметалла, включающий подготовку поверхностей основного и плакирующего слоев, укладку между ними промежуточного слоя, сборку и сварку пакета, нагрев и прокатку, отличающийся тем, что, с целью повышения качества биметалла путем лучшего соединения слоев и тем самым снижения расхода металла, предварительно определяют необходимую толщину промежуточного слоя
514827406
при коэффициенте неравномерности де-где Н и h - толщина пакета до и
формации, равном единице, а слой оп-после деформации, мм;
ределяется по зависимости. Н„ и htt - толщина промежуточного
к l.n H/hслоя до и после дефорln Hn/hn мацки, мм.