1
(21)4315473/23-02
(22)12.10,87
(46) 30.05.89. Бюл. № 20
(71)Всесоюзный научно-исследовательский и проектно-конструкторский институт нефтяного машиностроения
(72)О.Б. Моргуновский, В.Ф. Горлов, М.А. Харичко и А.И. Топчу
(53)66.041.454.66.043.1(088.8)
(56)Отчет ВНИИНефтемаш № 6805. Инструкция по изготовлению футеровки коллекторов блока нагрева выхлопных газов БНГ-172, 1985.
(54)СПОСОБ СБОРКИ КОЛЛЕКТОРОВ ТРУБЧАТЫХ ПЕЧЕЙ
(57)Изобретение относится к химической промышленности, в частности, к сборке коллекторов блока нагрева газов БНГ-172 для производства слабой азотной кислоты. Цель изобретения - повышение надежности работы коллекторов, снижение трудозатрат и сокращение длительности футеровочных работ. Способ футеровки заключается в том, что сначала укладывают футеровку во внутреннее пространство патрубков, затем укладывают футеровку кольцевого пространства концентрично установленным обечайкам и только после этого в слое футеровки каждого патрубка посредством направляющего устройства выполняют сквозное отверстие с одновременной установкой в нем и в отверстии внутренней обечайки.внутренней трубки, причем диаметр сквозного отверстия равен диаметру внутренней трубки. Данный способ позволяет осуществить качественную футеровку коллекторов большой, свыше 6 м, длины без разбивки его на части с последующей футеровкой и сборкой этих частей, что приводит к более надежной работе коллекторов. 3 ил.
л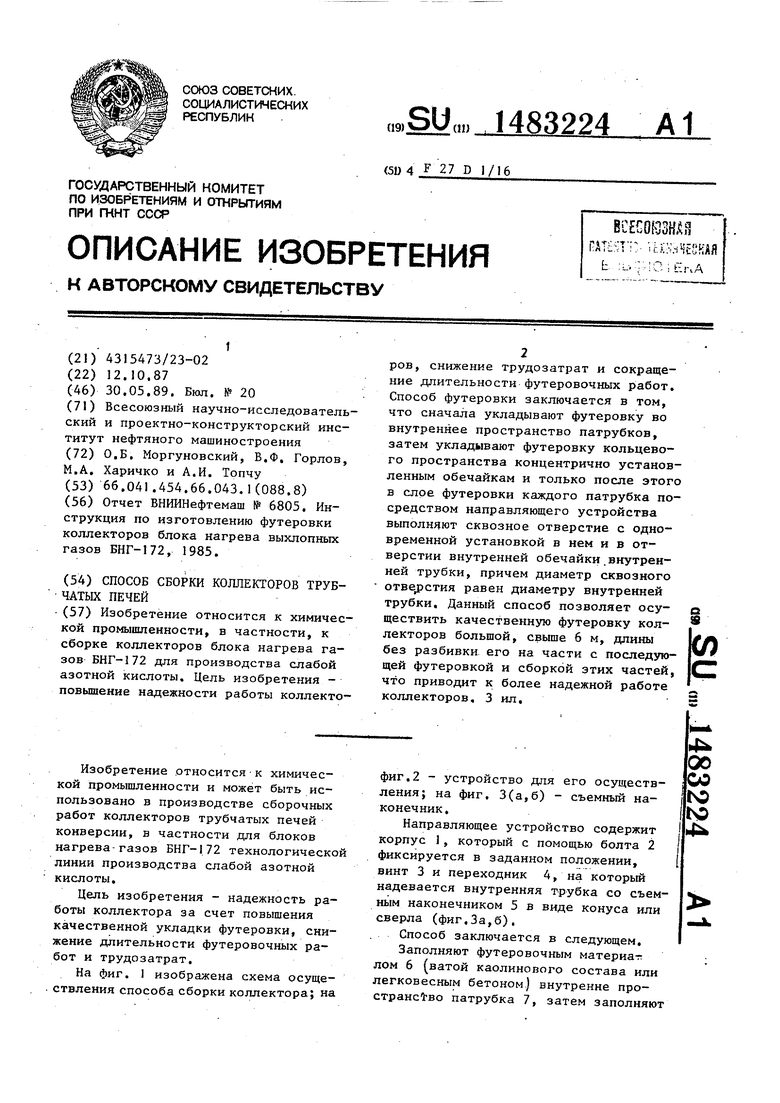
Изобретение относится к химической промышленности, в частности к сборке коллекторов блока нагрева газов БНГ-172 для производства слабой азотной кислоты. Цель изобретения - повышение надежности работы коллекторов, снижение трудозатрат и сокращение длительности футеровочных работ. Способ футеровки заключается в том, что сначала укладывают футеровку во внутреннее пространство патрубков, затем укладывают футеровку кольцевого пространства концентрично установленным обечайкам и только после этого в слое футеровки каждого патрубка посредством направляющего устройства выполняют сквозное отверстие с одновременной установкой в нем и в отверстии внутренней обечайки внутренней трубки, причем диаметр сквозного отверстия равен диаметру внутренней трубки. Данный способ позволяет осуществить качественную футеровку коллекторов большой, свыше 6 м, длины без разбивки его на части с последующей футеровкой и сборкой этих частей, что приводит к более надежной работе коллекторов. 1 ил.
Изобретение относится к химической промышленности и может быть использовано в производстве сборочных работ коллекторов трубчатых печей конверсии, в частности для блоков нагрева-газов БНГ-172 технологической линии производства слабой азотной кислоты.
Цель изобретения - надежность работы коллектора за счет повышения качественной укладки футеровки, снижение длительности футеровочных работ и трудозатрат.
На фиг. 1 изображена схема осуществления способа сборки коллектора; на
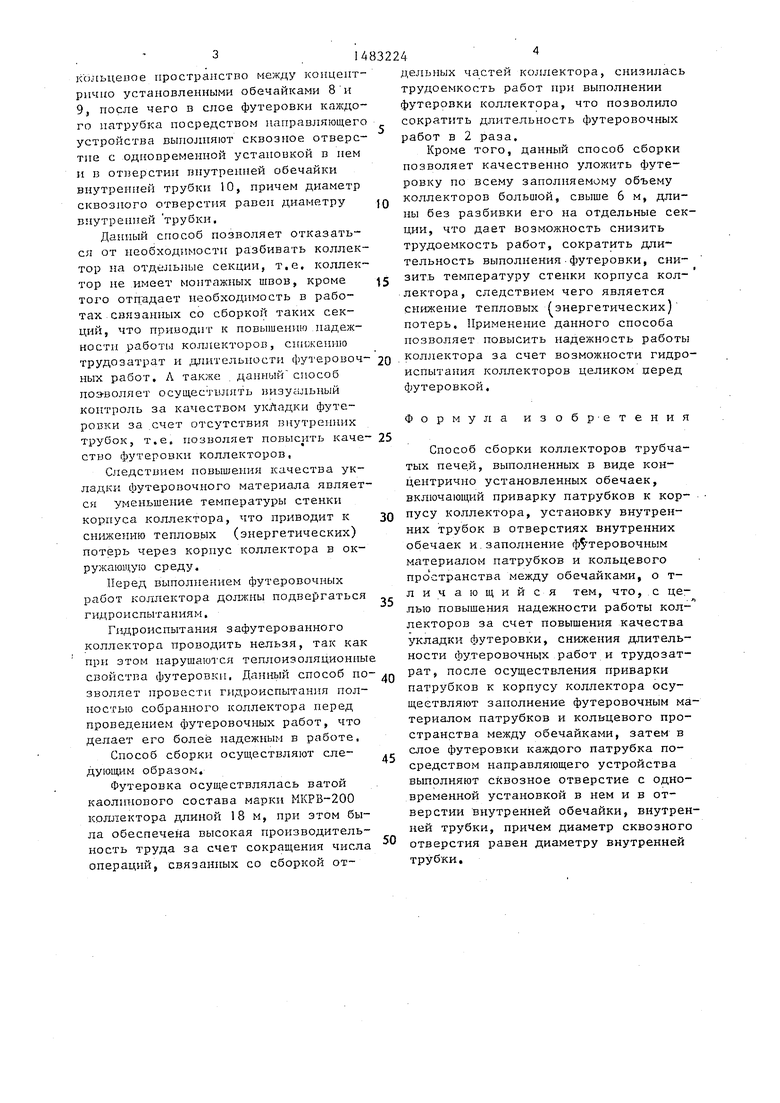
фиг.2 - устройство для его осуществления; на фиг. 3(а,б) - съемный наконечник.
Направляющее устройство содержит корпус 1, который с помощью болта 2 фиксируется в заданном положении, винт 3 и переходник 4, на который надевается внутренняя трубка со съемным наконечником 5 в виде конуса или сверла (фиг.За,б).
Способ заключается в следующем.
Заполняют футеровочным материалом 6 (ватой каолинового состава или легковесным бетоном) внутренне пространство патрубка 7, затем заполняют
кольцевое пространство между концепт- рнчпо установленными обечайками 8 и 9, после чего в слое футеровки каждого патрубка посредством направляющего устройства выполняют сквозное отверстие с одновременной установкой в нем н в отверстии внутренней обечайки внутренней трубки 10, причем диаметр сквозного отверстия равен диаметру внутренней трубки,
Данный способ позволяет отказаться от необходимости разбивать коллектор на отдельные секции, т.е. коллектор не имеет монтажных швов, кроме того отпадает необходимость в работах связанных со сборкой таких секций, что приводит к повышению надежности работы коллекторов, снижению
трудозатрат и длительности футеровоч- 20 коллектора за счет возможности гидроных работ. Л также данный способ поз-воляет осуществлять визуальный контроль за качеством укладки футеровки за счет отсутствия внутренних трубок, т.е. позволяет повысить каче- ство футеровки коллекторов,
Следствием повышения качества укладки футеровочного материала является уменьшение температуры стенки корпуса коллектора, что приводит к снижению тепловых (энергетических) потерь через корпус коллектора в окружающую среду.
Перед выполнением футеровочных работ коллектора должны подвергаться гидроиспытаниям.
Гидроиспытания зафутеровэнного коллектора проводить нельзя, так как при этом нарушаются теплоизоляционны
свойства футеровки. Данный способ по- д Рат после осуществления приварки
патрубков к корпусу коллектора осу ществляют заполнение футеровочным териалом патрубков и кольцевого пр странства между обечайками, затем слое футеровки каждого патрубка по средством направляющего устройства выполняют сквозное отверстие с одн временной установкой в нем и в отверстии внутренней обечайки, внутр ней трубки, причем диаметр сквозно отверстия равен диаметру внутренне трубки.
чволяет провесгн гидроиспытания полностью собранного коллектора перед проведением футеровочных работ, что делает его более падежным в работе.
Способ сборки осуществляют следующим образом.
Футеровка осуществлялась ватой каолинового состава марки МКРВ-200 коллектора длиной 18 м, при этом была обеспечена высокая производительность труда за счет сокращения числа операций, связанных со сборкой от0
5
дельных частей коллектора, снизилась трудоемкость работ при выполнении футеровки коллектора, что позволило сократить длительность футеровочных работ в 2 раза.
Кроме того, данный способ сборки позволяет качественно уложить футеровку по всему заполняемому объему коллекторов большой, свыше 6м, длины без разбивки его на отдельные секции, что дает возможность снизить трудоемкость работ, сократить длительность выполнения футеровки, снизить температуру стенки корпуса кол- лектора, следствием чего является снижение тепловых (энергетических) потерь. Применение данного способа позволяет повысить надежность работы
5
0
5
испытания коллекторов целиком перед футеровкой.
Формула изобретения
Способ сборки коллекторов трубчатых печей, выполненных в виде кон- центрично установленных обечаек, включающий приварку патрубков к корпусу коллектора, установку внутренних трубок в отверстиях внутренних обечаек и заполнение ф$ теровочным материалом патрубков и кольцевого пространства между обечайками, о т- личающийся тем, что, с цепью повышения надежности работы коллекторов за счет повышения качества укладки футеровки, снижения длительности футеровочных работ и трудозатРат после осуществления приварки
патрубков к корпусу коллектора осуществляют заполнение футеровочным материалом патрубков и кольцевого пространства между обечайками, затем в слое футеровки каждого патрубка посредством направляющего устройства выполняют сквозное отверстие с одновременной установкой в нем и в отверстии внутренней обечайки, внутренней трубки, причем диаметр сквозного отверстия равен диаметру внутренней трубки.
Фиг, 2
ю
Фиг. 1
