Изобретение относится к машиностроению, в частности к чистовой обработке деталей.
Цель изобретения - повышение точности обработки зубчатых колес за счет устранения радиального биения составных элементов после сборки инструмента.
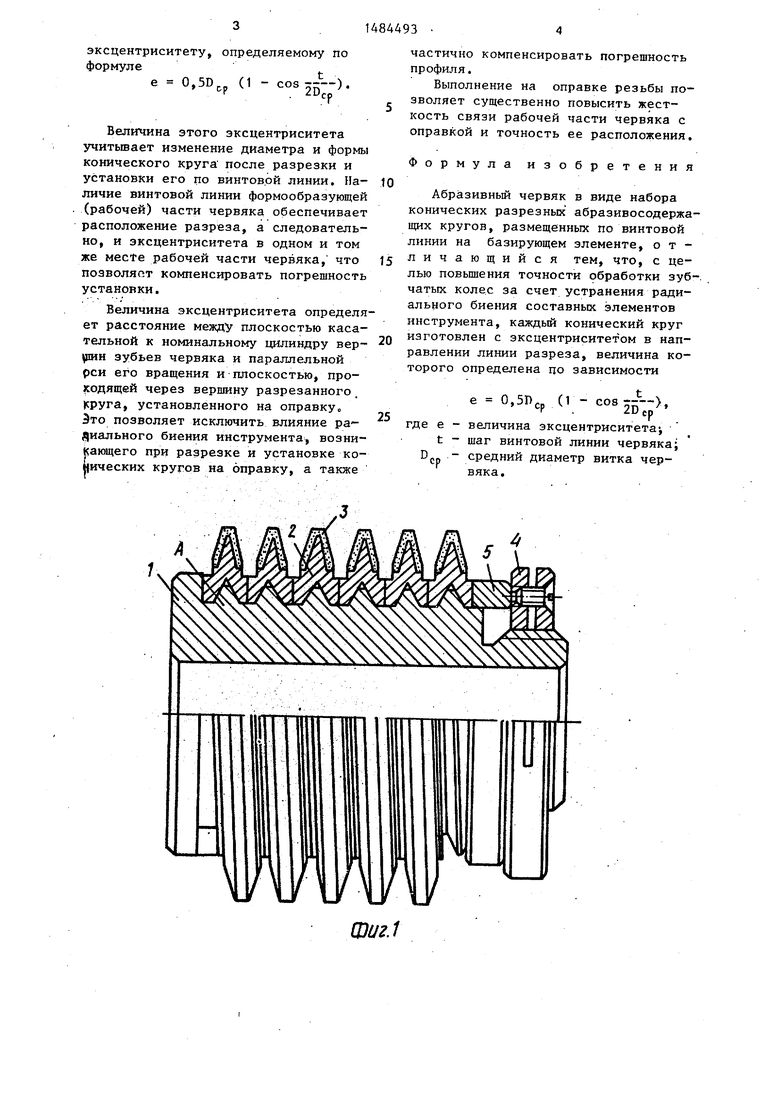
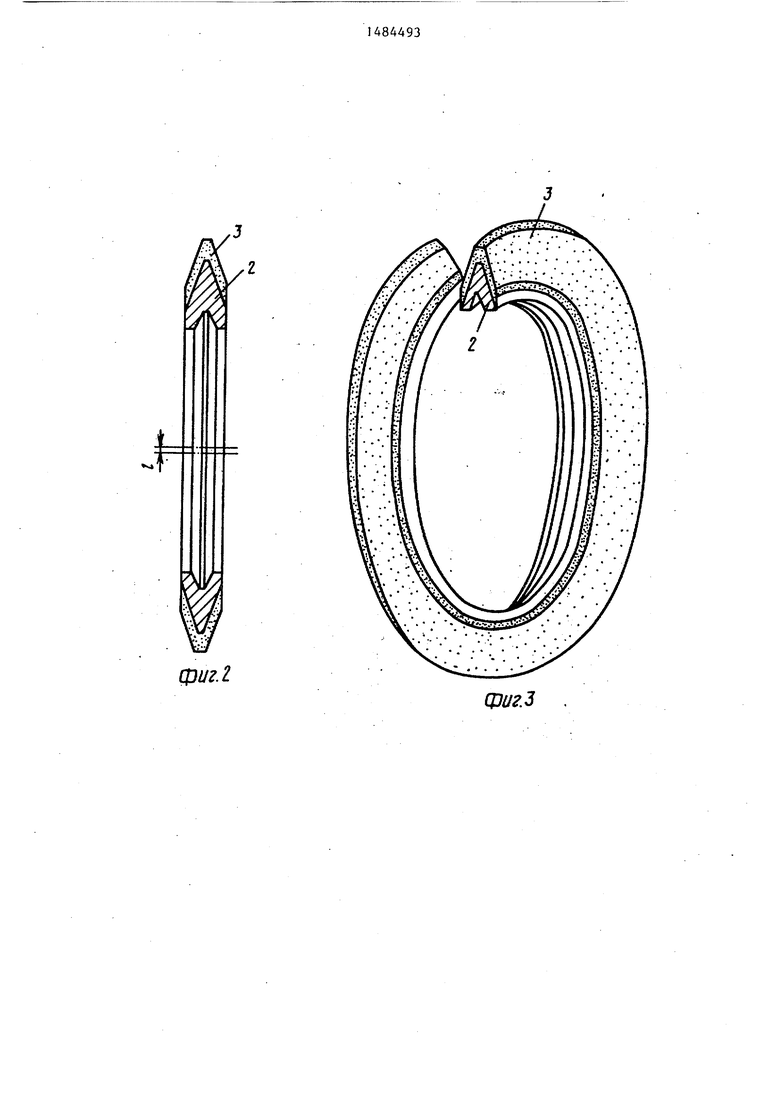
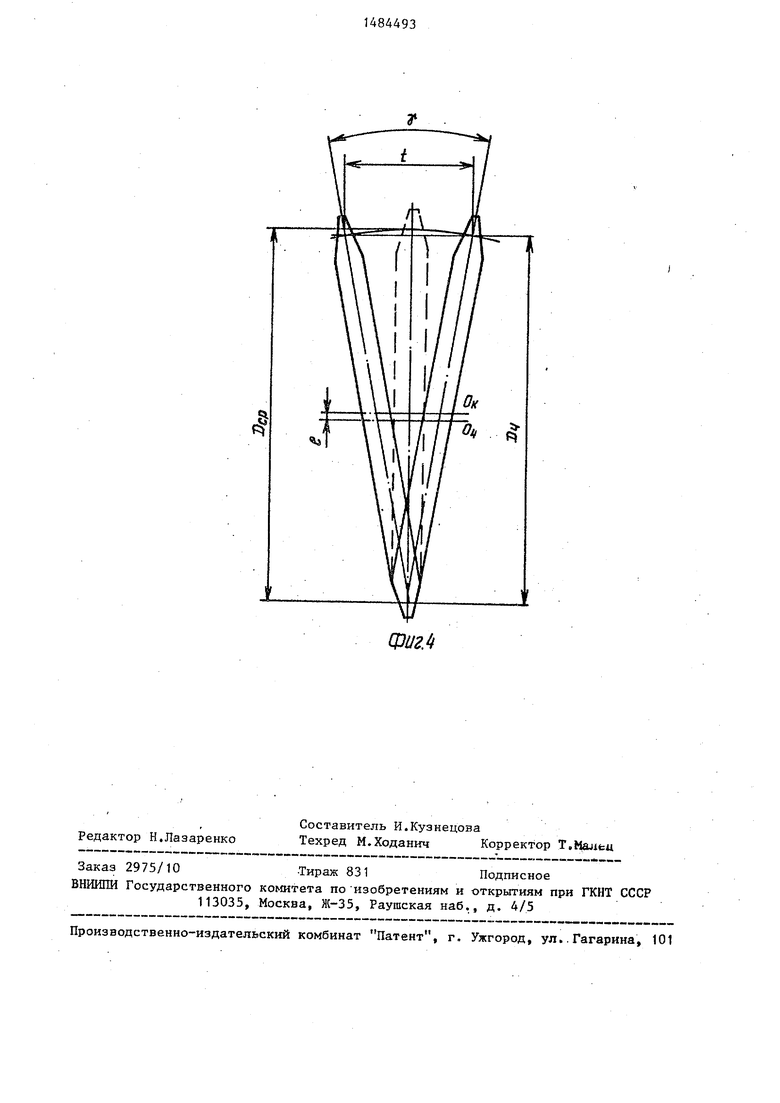
На фиг.1 изображена конструкция абразивного червяка, общий вид; на фиг.2 - конический разрезной круг, исходное состояние; на фиг.З - то же, перед установкой на оправку; на фиг.4 - схема измерения диаметра круга при его разрезке и разведении.
Конструкция абразивного червяка состоит из оправки 1 (фиг.1) с резьбой А и установленных на ней кругов 2 с абразивной рабочей частью 3. Круги прижимаются друг к другу и оправке
с помощью гайки 4 и сухаря 5, один , из торцов которого, примыкающий к кругам, выполнен по винтовой линии. Шаг винтовой линии соответствует шагу абразивного червяка. Круги 2 представляют собой двухконусные круги типа 14EEIX, изготовленные с эксцент- риситетом е (фиг,2). Перед сборкой на кругах правкой образуют несимметричный профиль, учитывающий их последующее расположение по винтовой линии. Затем круги разрезаются, разводятся фиг.З и закрепляются на оправке 1. Во время разведения на угол (фиг.4), соответствующий шагу BHHTJO- вой линии червяка t, средний диаметр круга Dcp уменьшается до среднего диаметра червяка Т)4 . При этом ось круга Ок и ось червяка 04 не совпадают, а расстояние между ними равно
Јь
00 4ь 4ъ СО
СО
эксцентриситету, определяемому по формуле
е 0,5D
Dp
(1 - cos---). иср
Величина этого эксцентриситета учитывает изменение диаметра и формы конического круга после разрезки и установки его по винтовой линии. Наличие винтовой линии формообразующей (рабочей) части червяка обеспечивает расположение разреза, а следовательно, и эксцентриситета в одном и том же месте рабочей части червяка, что позволяет компенсировать погрешность установки.
Величина эксцентриситета определяет расстояние между плоскостью касательной к номинальному цилиндру вер- рин зубьев червяка и параллельной оси его вращения и плоскостью, проходящей через вершину разрезанного. Круга, установленного на оправку. Это позволяет исключить влияние радиального биения инструмента, возникающего при разрезке и установке конических кругов на оправку, а также
0
частично компенсировать погрешность профиля.
Выполнение на оправке резьбы позволяет существенно повысить жесткость связи рабочей части червяка с оправкой и точность ее расположения.
Формула изобретения
Абразивный червяк в виде набора конических разрезных абразивосодержа- щих кругов, размещенных по винтовой линии на базирующем элементе, отличающийся тем, что, с целью повышения точности обработки зубчатых колес за счет устранения радиального биения составных элементов инструмента, каждый конический круг изготовлен с эксцентриситетом в направлении линии разреза, величина которого определена по зависимости
5
е 0,5DCO (I - cos r--),
ср
2D
ср
где е t
величина эксцентриситета шаг винтовой линии червяка; средний диаметр витка червяка.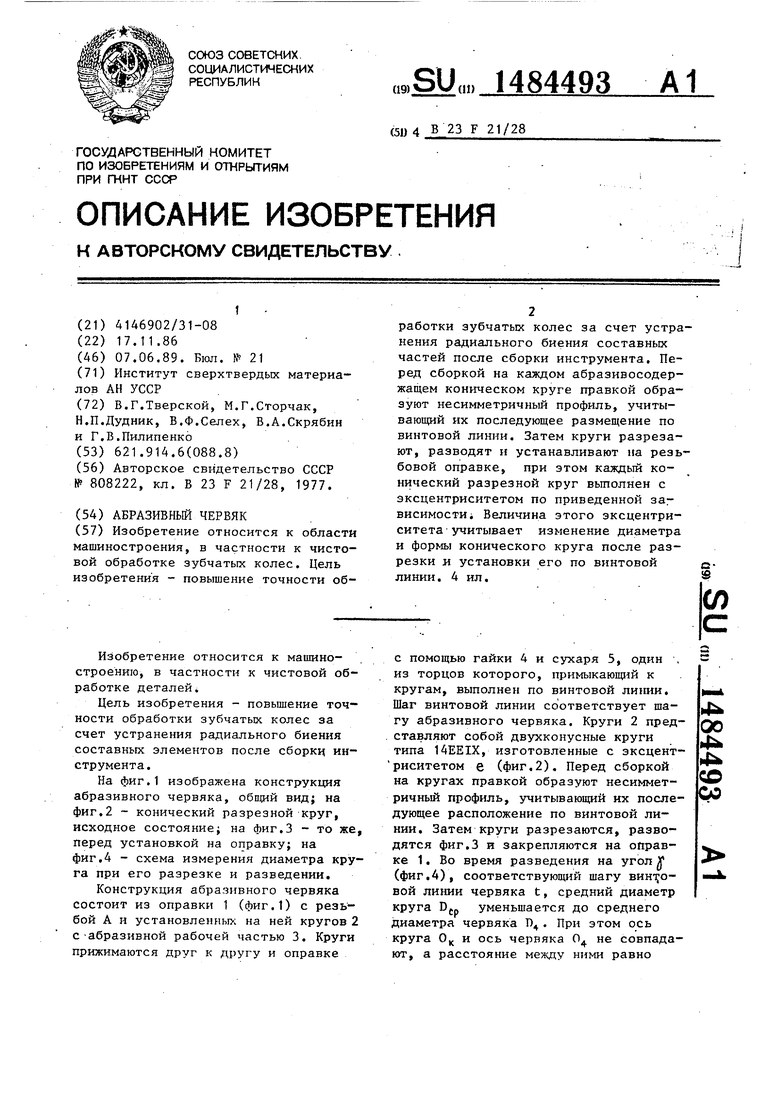
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборный абразивный червячный инструмент | 1988 |
|
SU1648653A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Абразивный червячный шевер | 1991 |
|
SU1815029A1 |
| САМОЦЕНТРИРУЮЩАЯ ГОЛОВКА ДЛЯ ШЛИФОВАНИЯ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ ВАЛОВ | 2002 |
|
RU2211134C1 |
| СПОСОБ КАМЕРНОЙ АБРАЗИВНОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2218262C1 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ АБРАЗИВНОЙ ОБРАБОТКИ | 1997 |
|
RU2125509C1 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С КРУГОВЫМИ ЗУБЬЯМИ | 1999 |
|
RU2147977C1 |
| Способ и устройство для центробежно-шпиндельной обработки поверхностей изделий | 2020 |
|
RU2755328C1 |
| Способ обработки зубчатого колеса и устройство для его осуществления | 1982 |
|
SU1452465A3 |
Изобретение относится к области машиностроения ,в частности, к чистовой обработке зубчатых колес. Цель изобретения - повышение точности обработки зубчатых колес за счет устранения радиального биения составных частей после сборки инструмента. Перед сборкой на каждом абразивосодержащем коническом круге правкой образуют несимметричный профиль, учитывающий их последующее размещение по винтовой линии. Затем круги разрезают, разводят и устанавливают на резьбовой оправке, при этом каждый конический разрезной круг выполнен с эксцентриситетом по приведенной зависимости. Величина этого эксцентриситета учитывает изменение диаметра и формы конического круга после разрезки и установки его по винтовой линии. 4 ил.
фиг.1
I
Фиг. 4
| Абразивный червячный шевер | 1977 |
|
SU808222A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
