Заявляемое изобретение относится к области финишной обработки деталей свободным абразивом и может быть использовано в машиностроении и приборостроении для шлифования и полирования деталей, преимущественно со сложной формой рабочей поверхности.
Известны способы обработки деталей в среде свободного абразива, находящегося в рабочей камере, который уплотняют через стенки камеры давлением жидкости или газа [1, 2, 3], а также устройства для их реализации [4, 5, 6, 7, 8, 9].
В известных способах и устройствах обработка производится незакрепленным шлифовальным материалом, который уплотняют в рабочей камере перемещением эластичных или подвижных стенок.
Недостатком известных способов и устройств является нестабильность качественных параметров рабочих поверхностей при обработке длинномерных деталей типа червяков, шнеков, нежестких валов. Вследствие краевого эффекта уплотнение на периферии будет меньше по сравнению с центром вращения обрабатываемой детали. Неодинаковые контактные давления будут иметь место и по длине детали. Поэтому не обеспечиваются стабильные показатели качества по обрабатываемому профилю. Устройства для реализации обработки длинномерных деталей требуют многопереходной обработки со сменой абразивных сред при высоких требованиях к качеству поверхности. Консольное закрепление при вращении обрабатываемой длинномерной детали в уплотненной абразивной среде неизбежно приведет к значительному радиальному биению обрабатываемых поверхностей, а следовательно, часть профиля или останется необработанной или качество обработки будет неоднородным, что потребует ручной дополировки деталей.
Наиболее близкими заявляемому изобретению являются "Способ обработки деталей в среде свободного абразива" по авт. свид. 948637, М. кл. В 24 В 31/08 [1] и "Устройство для обработки поверхности длинномерных деталей гранулированной рабочей средой" по авт. свид. 1227433, М. кл. В 24 В 31/00 [9].
В прототипе способа по авт. свид. 948637 обработку производят в среде свободного абразива, находящегося в рабочей камере с эластичными стенками. Деталь, подлежащую обработке, устанавливают на оправку и погружают в абразивную массу, которую уплотняют через эластичные стенки давлением жидкости или газа, а оправке с деталью сообщают вращательное движение. Особенностью прототипа способа является циклическое уплотнение абразивной среды с подачей смазочно-охлаждающей жидкости (СОЖ) в камеру в момент разуплотнения шлифовального материала, что обеспечивает выравнивание условий обработки и обновление абразивных частиц в зоне резания. Однако для обработки длинномерных деталей со сложной формой рабочей поверхности при значительной глубине профиля (червяки, шнеки) этот способ не может обеспечить одинаковые условия обработки во впадинах и на периферии винтовой поверхности. Вследствие разной скорости резания будет иметь место подрезание выступов винтовой поверхности и возможно формирование "застойных" зон во впадинах, что приведет к появлению необработанных участков. Кроме того, невозможно обеспечить одинаковые контактные давления по длине протяженной детали, что приведет к неоднородной обработке и не позволит получить стабильные показатели шероховатости обработанной поверхности.
В прототипе устройства по авт. свид. 1227433 обрабатываемую длинномерную деталь устанавливают в горизонтально расположенную камеру со сквозными отверстиями на торцовых стенках, смонтированную с возможностью перемещения вдоль оси отверстий посредством привода возвратно-поступательного движения, выполненного в виде кривошипно-ползунного механизма. Отличительной характеристикой прототипа устройства является формирование в рабочей камере нескольких отсеков, образованных подвижными перегородками и заполненных гранулами, и снабжение камеры приводом для возвратно-поступательного перемещения камеры относительно обрабатываемой детали посредством кривошипно-ползунного механизма. Такое конструктивное решение обеспечивает возможность обработки длинномерных деталей. Однако подобное устройство не позволяет обрабатывать детали с винтовыми рабочими поверхностями (типа червяков, шнеков и т.п.), а при высоких требованиях к шероховатости поверхности гладких валов обработку необходимо производить в несколько переходов со сменой характеристик шлифовального материала.
Техническим результатом заявляемого изобретения является повышение производительности и качества обработки.
Технический результат достигается тем, что в способе камерной абразивной обработки, при котором деталь погружают в абразивную массу, находящуюся в камере с эластичными стенками, и уплотняют абразив давлением на эластичные стенки жидкости или газа, создают переменное по длине камеры давление абразива на обрабатываемую поверхность, а камере сообщают принудительное циклическое перемещение вдоль оси детали, причем при обработке червяков или шнеков камеру поступательно перемещают на величину шага винтовой линии за каждый оборот детали, а при обработке гладких валов подачу камеры ограничивают соотношением (0,1...0,5)L, где L - длина камеры; при этом давление на эластичные стенки по длине камеры изменяют от 0,2 МПа в головной части до 0,02 МПа в конце камеры в соответствии с направлением движения, а количество двойных ходов камеры по обрабатываемой поверхности детали назначают от 1 до 30, а повторный ход осуществляют путем реверсирования движения камеры в конце рабочего хода.
Устройство для реализации способа, содержащее корпус, камеру эластичными (подвижными) стенками и абразивной средой, смонтированную с возможностью перемещения по детали, привод вращения детали и осевого перемещения камеры, снабжено ходовым винтом с установленной на нем камерой, который смонтирован в опорах на стойках корпуса и кинематически связан через гитару зубчатых колес с ведущим валом, несущим патрон для зажима детали, причем ведущий вал установлен в опорах корпуса с возможностью реверсирования вращения при помощи двух жестко закрепленных на нем зубчатых колес, связанных с зубчатыми колесами на приводном валу устройства посредством электромагнитных муфт; при этом цилиндрическая камера снабжена радиальными кольцевыми перегородками и смонтированными на цилиндрической поверхности эластичными диафрагмами, образующими по длине камеры не менее двух изолированных секций.
Предлагаемые способ и устройство для его осуществления позволяют повысить производительность и качество обработки путем совмещения при одном ходе камеры чернового, получистового и чистового шлифования уплотненной абразивной массой за счет различного давления в секциях камеры от 0,2 МПа на эластичную оболочку для чернового шлифования до 0,02 МПа при чистовом (доводочном) шлифовании. При реверсировании движения камеры для повторного хода максимальное давление создают в головной секции с уменьшением до минимального значения, необходимого для формирования требуемой шероховатости, в хвостовой части камеры, а число двойных ходов камеры в зависимости от материала, термической обработки и требуемой шероховатости поверхности детали варьируют от 1 до 30.
Устройство для реализации способа позволяет осуществить подачу камеры на заданную величину посредством ходового винта, перемещающего камеру, причем ходовой винт при помощи гитары зубчатых колес кинематически связан с ведущим валом, передающим через зажимной патрон вращение обрабатываемой детали, а для осуществления реверсирования движения камеры в конце хода ведущий вал соединен с приводным валом устройства двумя зубчатыми передачами, при этом зубчатые колеса соединены с приводным валом устройства электромагнитными муфтами. Такое конструктивное решение позволяет осуществить обработку червяков, шнеков, нежестких валов по полуавтоматическому циклу, задавая необходимое число рабочих ходов камеры, в зависимости от состояния исходной поверхности и требуемой техническими условиями шероховатости рабочих поверхностей обрабатываемых деталей.
Сравнение известных технических решений с заявляемым показало, что существенными отличительными признаками заявляемого способа являются: создание переменного по длине камеры давления абразива на обрабатываемую поверхность путем разделения камеры на изолированные секции и сообщение камере циклического перемещения вдоль оси детали с фиксированной величиной подачи, равной шагу винтовой линии при обработке червяков, или шнеков, или определяемой соотношением (0,1...0,5)L, где L - длина камеры - для гладких нежестких валов, а также изменение внешнего давления на эластичные стенки секций камеры от 0,2 МПа в головной части до 0,02 МПа в конце камеры в соответствии с направлением движения камеры, при этом количество двойных ходов камеры назначают от 1 до 30, а повторные рабочие ходы осуществляют путем реверсирования движения камеры в конце рабочего хода.
Устройство для реализации способа также характеризуется существенными отличительными признаками, совокупностью новых функциональных узлов и связей, которыми являются: ходовой винт с установленной на нем камерой, смонтированный в опорах на стойках корпуса и кинематически связанный через гитару зубчатых колес (для настройки требуемой величины осевой подачи) с ведущим валом, с закрепленным на нем патроном для зажима детали, при этом ведущий вал установлен в опорах корпуса устройства с возможностью реверсирования вращения при помощи двух жестко закрепленных на нем зубчатых колес, связанных с зубчатыми колесами на приводном валу устройства посредством электромагнитных муфт, а цилиндрическая камера, которая заполняется абразивом, снабжена радиальными кольцевыми перегородками и смонтированными на цилиндрической поверхности эластичными диафрагмами, образующими по длине камеры не менее двух изолированных секций.
Технических решений со сходными отличительными признаками по патентной и научно-технической литературе не обнаружено, следовательно, заявляемые способ и устройство обладают существенными отличиями.
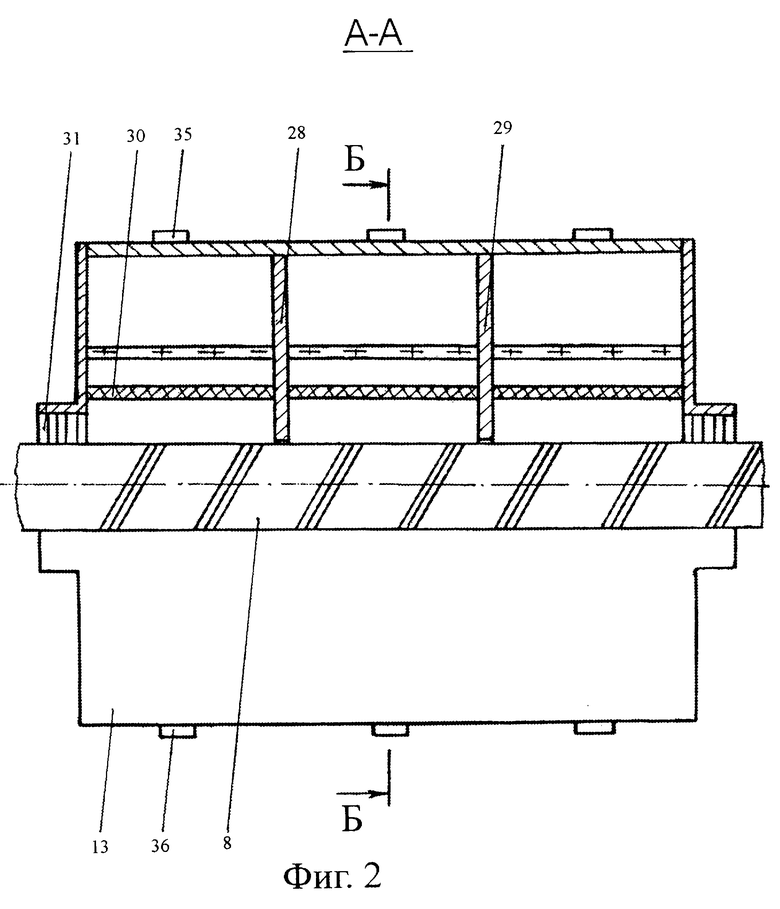
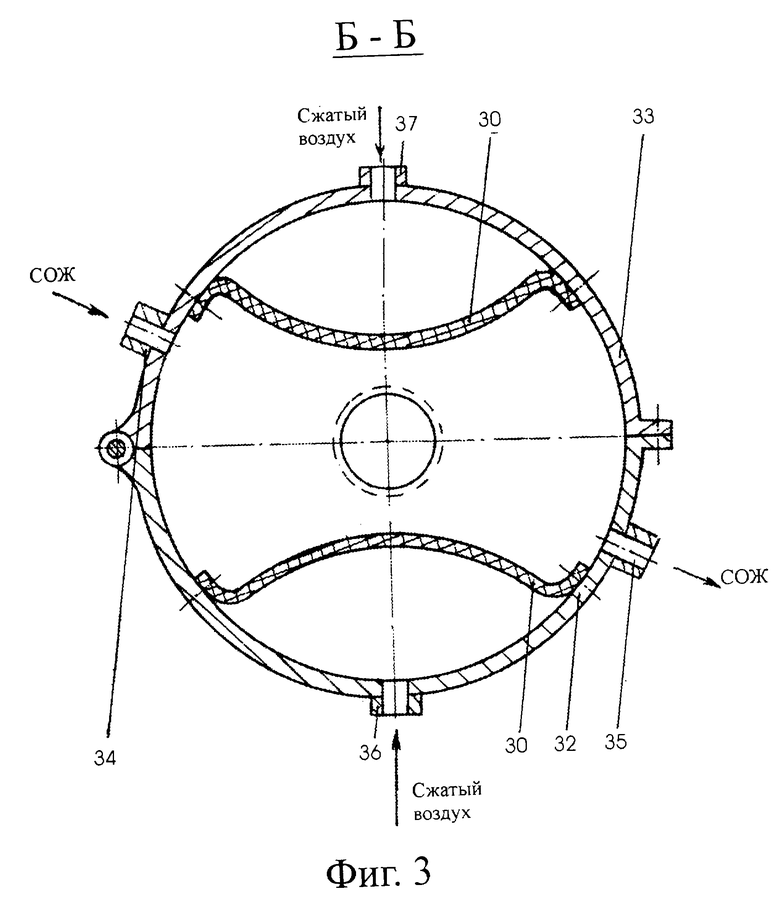
На фиг. 1. изображена принципиальная схема для реализации заявляемого способа; на фиг. 2 - продольный разрез А - А на фиг.1 камеры; на фиг.3 - сечение Б - Б на фиг.2 камеры.
Устройство, реализующее способ, состоит из основания 1(фиг.1.), на котором смонтированы стойки 2 и 3, соединенные траверсой 4, образующие корпус. На основании установлен приводной электродвигатель 5, соединенный ременной передачей 6 с приводным валом 7. Обрабатываемая деталь 8 закреплена в патроне 9, жестко установленном на ведущем валу 10. Второй патрон 11 установлен на оси 12 с возможностью вращения в опорах, смонтированных на стойке 3. Камера 13 со шлифовальным материалом охватывает обрабатываемую деталь 8 и установлена направляющими 14 на ходовом винте 15, который смонтирован с возможностью вращения в опорах на стойках 2 и 3 корпуса устройства. Ходовой винт 15, на котором жестко установлено зубчатое колесо 16, кинематически связан посредством гитары сменных зубчатых колес с передаточным отношением iгит и зубчатое колесо 17 с ведущим валом 10 привода обрабатываемой детали. Ведущий вал 10 может быть соединен с приводным валом 7 устройства по двум кинематическим цепям: или через зубчатые колеса 18 и 19 и электромагнитную муфту 20 или через зубчатые колеса 21, 22, 23 и электромагнитную муфту 24. Такое конструктивное решение обеспечивает реверсирование движения камеры 13 при воздействии ярма 25 на контактные элементы путевых выключателей 26 и 27, установленных на траверсе 4 устройства. При этом электрическая цепь управления обеспечивает срабатывание электромагнитной муфты 24 или 20 и соответственно жесткое соединение с приводным валом 7 зубчатых колес 23 или 19 соответственно, а камера будет двигаться по ходовому винту 15 вправо или влево.
Положение путевых выключателей 26 и 27 настраивают в соответствии с длиной обрабатываемой поверхности детали 8.
Для создания переменного давления шлифовального материала по длине камеры 13 (фиг. 2. ) цилиндрический корпус камеры разделен на несколько секций радиальными кольцевыми перегородками 28 и 29, а на цилиндрической поверхности камеры смонтированы эластичные диафрагмы 30.
В торцовых стенках камеры и перегородках 28 и 29 предусмотрены центральные окна для прохода обрабатываемой детали 8 и уплотнения 31, выполненные в виде жестких заградительных щеток из полиуретана или резьбовых вставок, соответствующих профилю винтовой поверхности червяка или шнека. Уплотнения предотвращают просыпание рабочей смеси через окна при осевом перемещении камеры.
Для удобства установки обрабатываемых деталей и загрузки шлифовального материала камера 13 выполнена разъемной и состоит из поддона 32 (фиг.3), жестко соединенного с направляющими 14 (см. фиг.1) и откидной крышки 33. В закрытом состоянии крышка запирается замковым механизмом. Штуцер 34 предназначен для подвода СОЖ, а штуцер 35 для отвода СОЖ в бак через отстойник (на схеме не показаны). Штуцеры 36 и 37 предназначены для подачи сжатого воздуха в камеры давления, образованные стенками рабочей камеры 13 и эластичными диафрагмами 30.
Способ камерной абразивной обработки осуществляют следующим образом. Обрабатываемую деталь (заготовку) 8 устанавливают в камеру 13 со шлифовальным материалом при открытой крышке 33, зажимают в патроны 9 и 11, герметично закрывают крышку 33, включают приводной двигатель 5 и одновременно подают сжатый воздух через штуцеры 36 и 37 в полости секций, образованных цилиндрической стенкой камеры и эластичными диафрагмами, расположенными соосно обрабатываемой детали, а также обеспечивают циркуляцию СОЖ через камеру 13 при помощи подводящего 34 и отводящего 35 штуцеров.
Обрабатываемой детали 8 и камере 13 сообщают от привода кинематически согласованные циклические перемещения, что обеспечивает обработку рабочих поверхностей детали.
Для повышения качества поверхности и производительности обработки в камере создают переменное давление абразива на поверхность детали путем разделения камеры на изолированные секции. Давлением сжатого воздуха деформируют эластичные диафрагмы и уплотняют абразивную массу, которая, копируя форму профиля обрабатываемой поверхности, образует эластичный режущий инструмент. Жесткость эластичного инструмента, степень закрепленности сжатых абразивных частиц и контактное давление инструмента на обрабатываемую поверхность зависят от давления эластичной диафрагмы на абразивную массу. Переменное давление в различных секциях камеры позволяет совместить за один ход камеры черновую, получистовую и чистовую обработку. Величину избыточного давления на эластичную диафрагму в головной секции камеры ограничивают величиной 0,2. . . 0,15 МПа, что обеспечивает режим чернового шлифования. Более высокое избыточное давление делает режущий инструмент чрезмерно жестким и приводит к режиму обдирочного шлифования, что сопровождается формированием более грубой шероховатости за счет возникновения глубоких рисок на поверхности детали.
В средней секции камеры величину избыточного давления создают в пределах от 0,1 до 0,07 МПа, что позволяет осуществить режим получистового шлифования и сгладить выступы неровностей, возникшие на поверхности детали после прохождения по ней головной секции камеры.
В хвостовой секции камеры давление уменьшают до 0,04...0,02 МПа, что соответствует режиму чистового (доводочного) шлифования. При давлении, меньшем 0,02 МПа, обработка становится неэффективной, так как практически прекращается процесс абразивного резания вследствие уменьшения контактного давления абразивных частиц и ослабления их закрепления в уплотненной массе.
Предлагаемая технология позволяет достигать высокого качества поверхности без смены зернистости шлифовального материала и значительно повысить производительность обработки.
Аналогично шлифованию абразивными кругами за один двойной ход обычно не удается снизить шероховатость поверхности до требуемой величины. При этом на качество обработки влияет и величина подачи инструмента.
При обработке червяков или шнеков в заявляемом способе камеру поступательно перемещают на величину шага винтовой линии за каждый оборот детали. Это обеспечивают кинематической связью между ведущим валом привода вращения обрабатываемой детали и ходовым винтом, перемещающим камеру.
При обработке гладких валов осевую подачу камеры ограничивают соотношением (0,1. . .0,5)L, где L - длина камеры. Большее значение осевой подачи используют при обработке валов с грубой исходной поверхностью или невысоких требованиях к качеству обработанной поверхности. Увеличение подачи свыше 0,5L нецелесообразно, так как не позволяет повысить качество поверхности и практически не влияет на производительность.
Меньшее значение подачи применяют при высоких требованиях к качеству поверхности обрабатываемых валов. Использование осевой подачи менее 0,1L нежелательно, так как производительность обработки при этом падает, а качественные характеристики поверхности не изменяются.
Количество двойных ходов камеры по обрабатываемой поверхности в значительной мере определяет качество поверхности, так как от этого зависит удаление неровностей исходной шероховатости, поверхностного дефектного слоя и в целом заданного технологического припуска.
При невысоких требованиях к качеству поверхности, например, для удаления окалины, после термической обработки или заусенцев после лезвийной обработки достаточно одного двойного хода камеры по обрабатываемой поверхности детали.
При высоких требованиях к качеству поверхности, в частности жестких требованиях к шероховатости, количество двойных ходов камеры увеличивают до 30.
Свыше тридцати двойных ходов использовать нецелесообразно, так как при неизменных условиях обработки улучшение качественных характеристик поверхности с дальнейшим ростом числа рабочих ходов достигнуть не удается, а производительность обработки при этом падает за счет возрастания машинного (основного) времени обработки.
Устройство для реализации способа работает следующим образом. Открывается поворотная крышка 33 камеры 13 и в поддон 32 загружается шлифовальный материал (обычно шлифзерно 80...50) до уровня плоскости разъема камеры. Обрабатываемая деталь (заготовка) 8 устанавливается в патроны 9 и 11 и закрепляется. Закрывается крышка 33 камеры и запирается замковым устройством.
Включается приводной двигатель 5 и вращение через ременную передачу 6 передается на приводной вал 7. Одновременно посредством командоаппарата, например, реле времени, в изолированные полости секций камеры 13 через электропневмоклапаны, гибкие рукава и штуцеры 36 и 37 подается сжатый воздух, эластичные диафрагмы 30 деформируются и абразивная масса трансформируется в эластичный режущий инструмент, копирующий форму обрабатываемой поверхности детали. Также по команде от реле времени включается насос, обеспечивающий циркуляцию через камеру СОЖ посредством штуцеров 34 и 35.
При движении камеры влево на электромагнитную муфту 20 по команде от реле времени подается напряжение и муфта жестко соединяет зубчатое колесо 19 с приводным валом 7 и вращение через зубчатые колеса 19 и 18 передается ведущему валу 10. Электромагнитная муфта 24 при этом обесточена и зубчатое колесо 23 свободно установлено на валу 7. Ведущий вал 10 приводит во вращение обрабатываемую деталь 8 при помощи патрона 9 и одновременно через зубчатое колесо 17, гитару сменных зубчатых колес с передаточным отношением iгит и зубчатое колесо 16 передает вращение на ходовой винт 15, который посредством направляющих 14 сообщает осевое перемещение камере 13 с уплотненным шлифовальным материалом. При помощи пневматического распределителя и электропневмоклапанов в головной, средней и хвостовой секциях камеры создается различное давление, необходимое для эффективной обработки.
При достижении крайнего левого положения ярмо 25, установленное на направляющей 14 камеры, воздействует на контактный элемент путевого выключателя 26 и обесточивает электромагнитную муфту 20, освобождая зубчатое колесо 19. При этом срабатывает электромагнитная муфта 24, которая жестко соединяет зубчатое колесо 23 с приводным валом 7. Таким образом, движение от электропривода 5 через ременную передачу 6 и приводной вал 7 передается по второй кинематической цепи посредством зубчатых колес 23, 22 и 21 на ведущий вал 10, который начинает вращаться с той же частотой в противоположную сторону. При этом происходит изменение направления вращения обрабатываемой детали 8 и ходового винта 15, что приводит к реверсированию движения камеры 13, которая начинает перемещаться вправо до момента воздействия ярма 25 на контакты путевого выключателя 27, что приводит к обесточиванию муфты 24 и включению муфты 20. Таким образом, происходит повторение цикла движения камеры 13 по обрабатываемой детали 8.
Настройка числа циклов (двойных ходов) производится при помощи реле времени, встроенного в электрическую цепь управления приводом устройства.
При реверсировании движения камеры в автоматическом режиме при помощи пневматического распределителя и электропневмоклапанов изменяется давление в полостях секций камеры 13. В головной секции (по направлению движения) давление устанавливается наибольшим, а в хвостовой секции - наименьшим. При использовании трехсекционной камеры, приведенной на фиг.2, давление в полости средней камеры остается неизменным.
По окончании обработки, определяемой заданным числом двойных ходов камеры, реле времени отключает электропривод 5 устройства.
Одновременно отключается насос циркуляции СОЖ и прекращается подача сжатого воздуха в полости секций камеры. Открывается крышка 33 камеры 13, деталь 8 освобождается из патронов 9 и 11 и устанавливается для обработки новая деталь.
На плоскости разъема камеры устанавливают конечный выключатель, который выполняет роль блокировки и не позволяет включать электропривод при открытой крышке 33 камеры.
В дальнейшем цикл обработки производится аналогично описанному выше.
ПРИМЕР.
Обработке подвергались червяки из стали 40Х после термической обработки (HRCЭ= 45. . .50). Длина рабочей части червяка 1=260 мм; наружный диаметр d= 75,6 мм; шаг винтовой линии р=19,792 мм.
Исходная шероховатость винтовой поверхности Ra=8...5 мкм.
В качестве шлифовального материала использовалось шлифзерно электрокорунда белого марки 25А, зернистости 50, которое загружалось в трехсекционную камеру.
Технологические режимы обработки:
- частота вращения червяка - 505 мин-1;
- осевая подача камеры - 9995 мм/мин;
- число двойных ходов камеры - 19;
- давление в головной секции составило 0,15 МПа, в средней секции - 0,1 МПа, а в хвостовой секции - 0,03 МПа.
- основное (машинное) время обработки - 2,6 мин.
Шероховатость рабочей поверхности червяка после обработки составила Ra= 0,6...0,4 мкм.
Переменное давление в секциях камеры позволило вдвое повысить эффективность шлифования по сравнению с обработкой при одинаковом давлении в секциях камеры. Циклическое движение камеры по детали обеспечило стабильную шероховатость по всей длине рабочей поверхности червяка.
По сравнению с прототипом машинное время обработки уменьшилось в 2,5 раза. Полностью исключается ручной труд на финишной операции обработки поверхностей деталей.
ИСТОЧНИКИ ИНФОРМАЦИИ, ПРИНЯТЫЕ ВО ВНИМАНИЕ.
1. Авт. свид. 948637 (СССР), М. кл. В 24 В 31/08. Способ обработки деталей в среде свободного абразива.//А.Н.Мартынов, П.И.Ящерицын, В.З.Зверовщиков, Н.А.Миронычев. - Опубл. в Б.И. 29, 1982 г.
2. Авт. свид. 1579740 (СССР), М. кл. В 24 В 31/06. Способ абразивной обработки деталей.//А.Н.Мартынов, В.М.Федосеев, В.А. Скрябин. Опубл. в Б.И. 27, 1990 г.
3. Авт. свид. 1315254 (СССР), М. кл. В 24 В 31/06. Способ вибрационной обработки внутренней поверхности длинномерных деталей.//А.П.Бабичев, В.В. Дятлов, И.А.Бабичев, М.А.Тамаркин, А.Б.Коровайко. Опубл. в Б.И. 21, 1987 г.
4. Авт. свид. 1206062 (СССР), М. кл. В 24 В 31/00. Устройство для абразивной обработки деталей.//Ю.М.Гачегов. Опубл. в Б.И. 3, 1986 г.
5. Авт. свид. 502294 (СССР), М. кл. G 01 N 3/56. Установка для испытания материалов на абразивное изнашивание.//И.В.Юшаков, А.Б.Надточиев, Г.Я.Ямпольский, Ю.К.Калугин. Опубл. в Б.И. 5, 1976 г.
6. Авт. свид. 1373544 (СССР), М. кл. В 24 В 31/00. Устройство для обработки деталей свободным абразивом.//М.С.Юрченко, А.И.Малюшенко, B.C.Кувшинов. Опубл. в Б.И. 6, 1988 г.
7. Авт. свид. 861029 (СССР), М. кл. В 24 В 31/06. Устройство для вибрационной обработки длинномерных изделий.//И.Ф.Гончаревич, М.Е.Медведев, В. Д.Подколзин, И.Я.Сокол. Опубл. в Б.И. 33, 1981 г.
8. Авт. свид. 1328167 (СССР), М. кл. В 24 В 31/104, 31/116. Устройство для абразивной обработки деталей.//В.И.Пушков, Н.А.Черепнин. Опубл. в Б.И. 29,1987 г.
9. Авт. свид. 1227433 (СССР), М. кл. В 24 В 31/00. Устройство для обработки поверхности длинномерных деталей гранулированной рабочей средой. Опубл. в Б.И. 16, 1985 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КАМЕРНОЙ АБРАЗИВНОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2302940C1 |
| Способ камерной обработки свободным абразивом | 1990 |
|
SU1805012A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРОБЕЖНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2006 |
|
RU2304503C1 |
| УСТРОЙСТВО ДЛЯ КАМЕРНОЙ АБРАЗИВНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2002 |
|
RU2218261C1 |
| Способ и устройство для центробежно-шпиндельной обработки поверхностей изделий | 2020 |
|
RU2755328C1 |
| Способ и устройство для центробежно-планетарной абразивной обработки колец | 2019 |
|
RU2694858C1 |
| Способ и устройство для отделочно-упрочняющей обработки внутренних поверхностей деталей | 2016 |
|
RU2639398C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ РАБОЧИХ ПОВЕРХНОСТЕЙ ВОЛНОВОДОВ | 2022 |
|
RU2793899C1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ АБРАЗИВНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2009 |
|
RU2401730C1 |
| Способ и устройство для отделочно-упрочняющей центробежной обработки поверхностей деталей | 2021 |
|
RU2782589C1 |
Изобретение может быть использовано в машиностроении и приборостроении для шлифования и полирования длинномерных гладких валов, червяков и шнеков. Согласно изобретению, создают переменное по длине камеры давление абразива на обрабатываемую поверхность и сообщают камере принудительное циклическое перемещение вдоль оси детали. Режимы обработки зависят от типа обрабатываемых деталей. Изобретение позволяет повысить производительность и качество обработки. 2 с. и 4 з.п. ф-лы, 3 ил.
| Способ обработки деталей в среде свободного абразива | 1981 |
|
SU948637A1 |
| Устройство для обработки поверхности длинномерных деталей гранулированной рабочей средой | 1984 |
|
SU1227433A1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ | 1998 |
|
RU2151682C1 |
| Способ обработки деталей типа шнека | 1990 |
|
SU1815180A1 |
| Г. С. ШУЛЁВ | 0 |
|
SU165651A1 |

