Изобретение относится к машиностроению, может применение в резьбонарезных устройствах агрегатных станков и автоматических линий и является усовершенствованием устройства по авт. св. № 1201073.
Цель изобретения - автоматизация процесса обработки и повышение качества обрабатываемых изделий за счет осуществления автоматической связи между элементами привода.
На чертеже изображена принципиальная гидравлическая схема резьбонарезного устройства.
Резьбонарезное устройство содержит .цилиндр 1 быстрого перемещения пи- ноли 2. Рабочие полости цилиндра 1 посредством двухпозиционного распределителя 3 соединены с гидролинией давления и слива системы. Гидродвигатель 4, сообщающий вращательное движение пиноли 2 со шпинделем 5, соединен гидролинией 6 посредством регулируемого дросселя 7 и гидроли- нией 8 с цилиндровыми выводами трех- позиционного распределителя 9 с закрытым центром, связанного с гидролинией давления и слива системы. К дросселю 7 параллельно подключен об- ратный клапан 10.
Реле 11 времени сообщено с гидро- линией 6 распределителя 9 посредство регулируемого дросселя 12. Выход дросселя 12 посредством золотника с механическим управлением 13 соединен с рабочей полостью роторного гидродвигателя 14 периодического реверсирования шпинделя 5. Канал управления реле 11 времени соединен с гидроли- нией 15, связанной с рабочей полость
цилиндра 1 перемещения пиноли 2 со шпинделем, несущим инструмент 16.
Устройство работает следующим образом
Подается команда на включение правого электромагнита распределителя 3 и левого электромагнита распределителя 9. Рабочая жидкость поступает в правую полость цилиндра 1. Пиноль 2 резьбонарезного устройства перемещается к зоне обработки. Гидролиния 15 соединяется со сливной гидролиние системы, снимается давление зарядки с реле 11 времени. Одновременно рабочая жидкость поступает по гидролинии 6 через дроссель 7 к гидродвигателю 4 и на вход реле 11 времени. i
Шпиндель 5 вращается с частотой, настраиваемой дросселем 7. По истечении выдержки времени йастройки реле 11 времени пропускает рабочую жидкость через дроссель 12 и золотник с механическим управлением 13 к полостям роторного гидродвигателя 14. Происходит периодическое реверсирование инструмента 16„ Частота реверсирования на один оборот пиноли 2 настраивается дросселем 12. Осуществляется обработка изделия. Подается команда на отключение левого и включение правого электромагнитов распределителя 9. Рабочая жидкость поступает к гидродвигателю 4 по гидролинии 8, а сливается через.обратный клапан 10 по гидролинии 6-. Обе полости роторного гидродвигателя 14 соединяются со сливной магистралью. Осуществляется выход инструмента 16 из обработанного отверстия обратным вращением шпинделя 5 без его периодического реверсирования. Подается команда на включение левого электромагнита распределителя 3. Рабочая жидкость поступает в левую полость цилиндра 1 и на зарядку реле 11 времени. Осуществляется отвод пиноли 2 со шпинделем 5 от зоны обработки. Подается команда на отключение правого электромагнита распределителя 9. Шпиндель Q двухпозиционный распределитель соеостанавливается. При смене изделия цикл повторяется.
Формула изобретения
Резьбонарезное устройство по авт. св. № 1201073, отличающее- с я тем, что, с целью автоматизации
15
динен с цилиндром перемещения пиноли а один из каналов реле времени через дроссель сообщен с каналом подвода золотника, другой - с рабочей полостью роторного гидромотора, а канал управления реле времени связан с рабочей полостью цилиндра перемещения пиноли.
процесса обработки и повышения качества обрабатываемых изделий, оно снабжено двухпозиционным и трехпози- ционным распределителями и гидравлическим реле времени с дросселем, причем трехпозиционный распределитель выполнен-с закрытым центром и связан с гидродвигателем вращения пиноли,
динен с цилиндром перемещения пиноли, а один из каналов реле времени через дроссель сообщен с каналом подвода золотника, другой - с рабочей полостью роторного гидромотора, а канал управления реле времени связан с рабочей полостью цилиндра перемещения пиноли.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИДРОСИСТЕМА | 2000 |
|
RU2178843C1 |
| Гидропривод для возвратно-поступательного перемещения рабочего органа | 1982 |
|
SU1106926A1 |
| Гидросистема зубообрабатывающегоСТАНКА | 1978 |
|
SU802660A1 |
| Объемный гидропривод транспортного средства | 1987 |
|
SU1426859A1 |
| Система управления гидравлическим прессом | 1982 |
|
SU1031770A1 |
| Двухпоточный гидропривод строительно-дорожной машины | 1988 |
|
SU1587155A1 |
| Протаскивающий механизм сучкорезной машины | 1985 |
|
SU1344603A1 |
| Машина для сварки трением | 1988 |
|
SU1637982A1 |
| Гидрообъемная трансмиссия транспортного средства с рекуперативным приводом | 1978 |
|
SU779105A1 |
| ГИДРОДВИГАТЕЛЬ СВАЕБОЙНОГО МОЛОТА | 2016 |
|
RU2614829C1 |
Изобретение относится к области машиностроения и может найти применение в резьбонарезных устройствах агрегатных станков и автоматических линий. Целью изобретения является автоматизация процесса обработки и повышение качества обрабатываемых изделий за счет осуществления автоматической связи между элементами привода. При включении правого электромагнита распределителя 3, происходит подвод цилиндром 1 пиноли 2 в зону обработки, а посредством гидродвигателя 4, управляемого распределителем 9, осуществляется ее вращение. По истечении настройки реле времени 11 последнее пропускает рабочую жидкость через дроссель 12 к золотнику 13 с механическим управлением, который связан с полостями роторного гидродвигателя 14 периодического реверсирования инструмента 16. Частота реверсирования настраивается дросселем 12. После обработки изделия полости гидродвигателя 14 сообщаются со сливом системы, а гидродвигателем 4 вращение пиноли 2 реверсируется, при этом отвод пиноли 2 сопровождается зарядкой реле времени 11. 1 ил.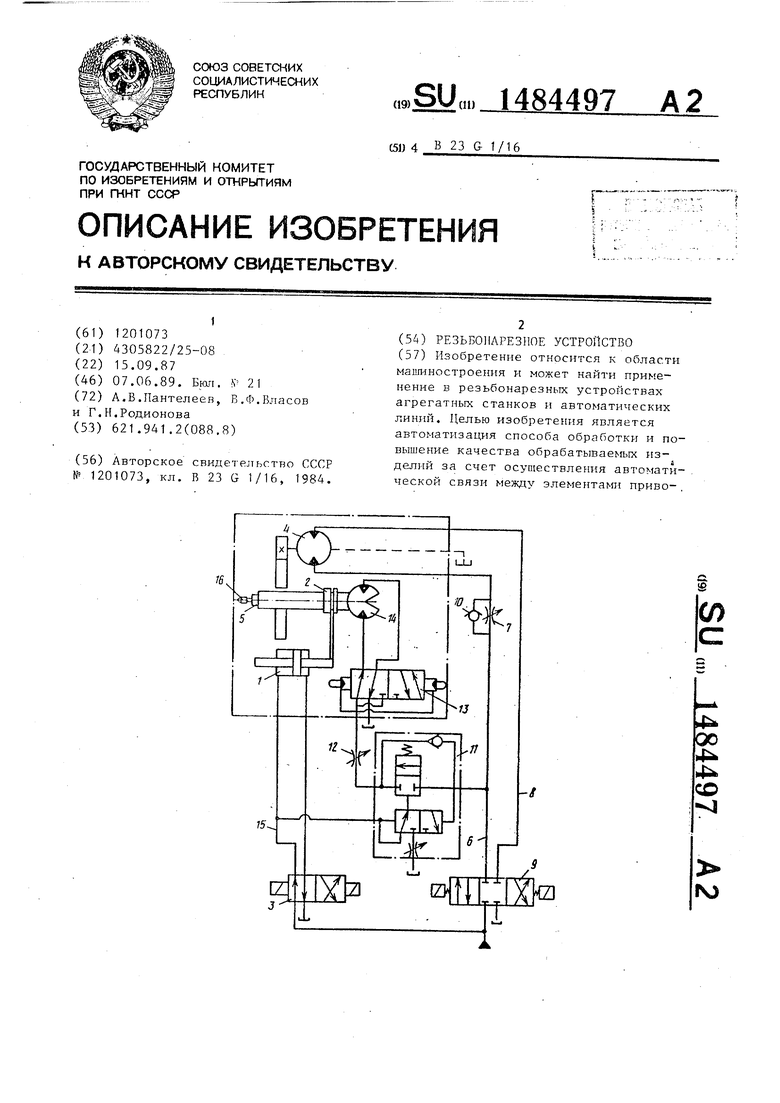
| Резьбонарезное устройство | 1984 |
|
SU1201073A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
