Изобретение относится к технике сварки и наплавки и может быть использовано при восстановлении изношенных поверхностей крупногабаритных цилиндрических деталей, изготовлен- ных из среднеуглеродистых литых старей типа 35Л, работающих при тяжелых динамических и термоциклических нагрузках, например, тормозных шкивов шинно-пневматических муфт и бан- дажей лебедок буровых установок, имеющих тонкостенную цилиндрическую форму.
Цель изобретения - улучшение качества и производительности наплавки крупногабаритных тонкостенных изделий из стали 35Л толщиной 10-25 мм.
Сущность способа состоит в том, что деталь подвергают предварительному высокому отпуску при тёмперату- ре 853-878 К в течение 2 ч, затем охлаждают на воздухе до температуры подогрева 623-653 К и поддерживают ее по всему объему на протяжении цикла наплавки, после которого понижают объемную температуру наплавленной детали до температуры на 10-20 град ниже температуры низкого отпуска со скоростью 25-30 град в 1 ч, а затем подогревают до температуры отпуска и после двухчасовой выдержки охлаждают деталь на воздухе.
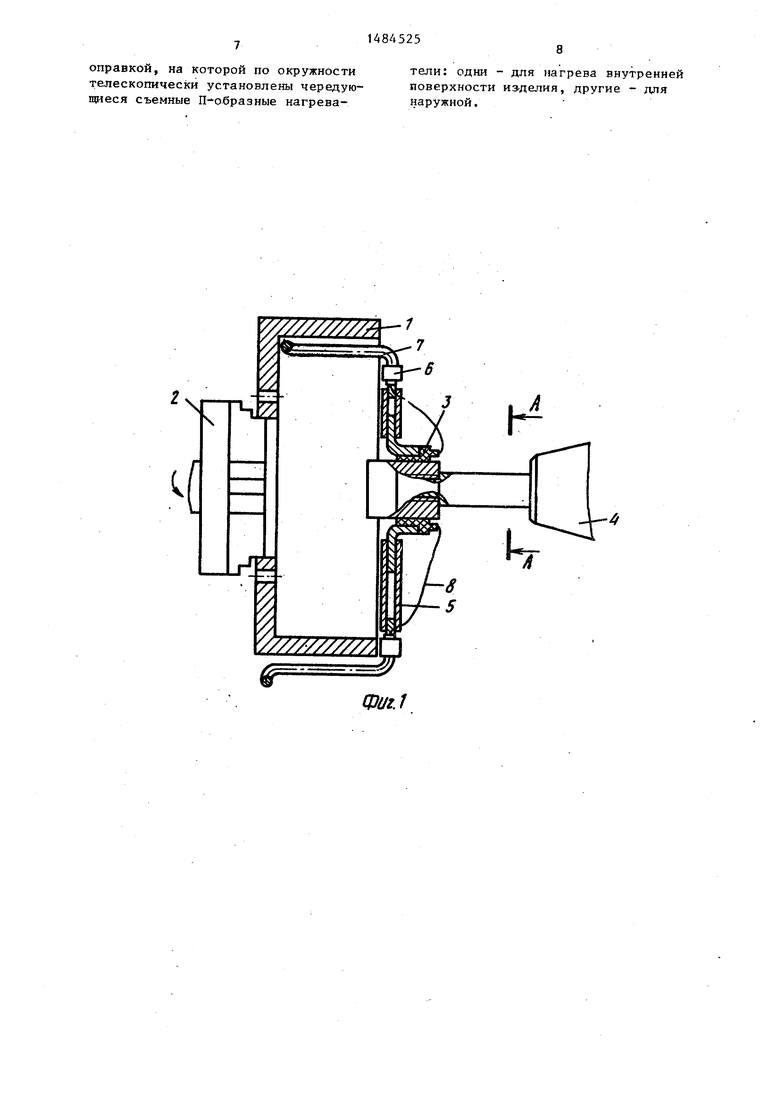
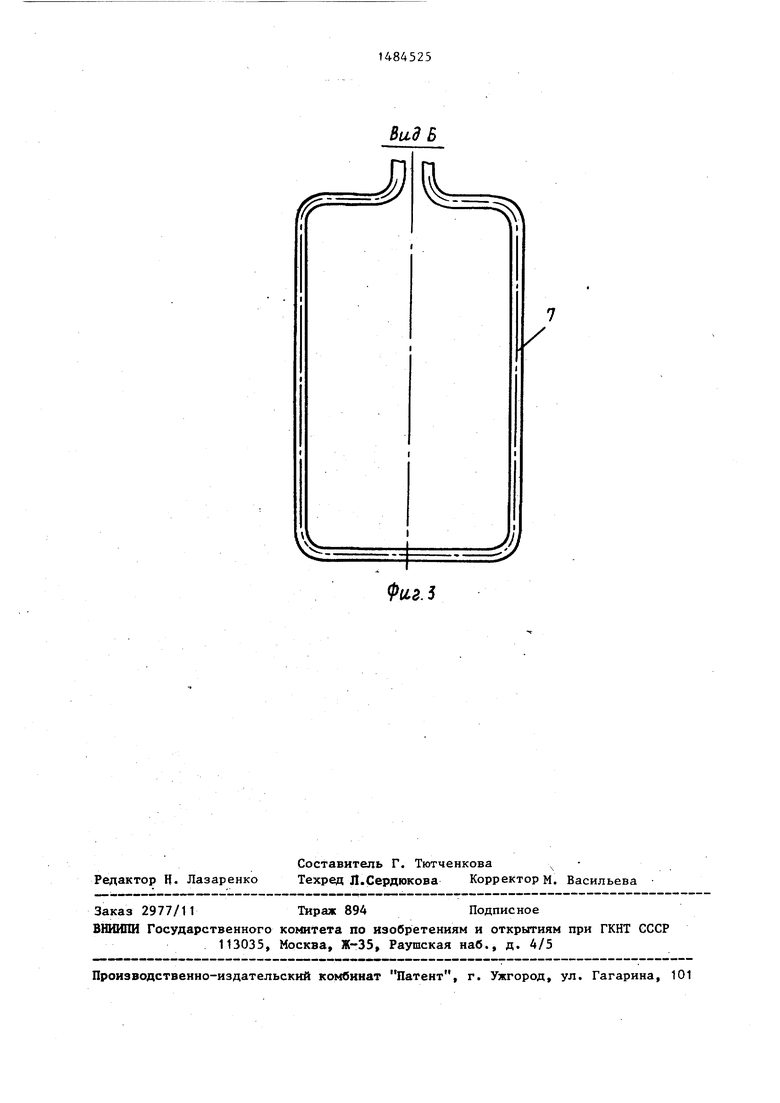
На фиг.1 показано устройство, об- ший вид$ на фиг.2 - разрез А-А на фиг.1; на фиг.З - вид Б на фиг.2.
Устройство для осуществления предлагаемого способа состоит из наплавляемой детали 1, закрепленной в патроне 2, имеющем возможность вращения и комбинированной оправки 3, смонти- рованной на валу центровочной бабки
4, в которой установлены телескопические держатели 5, позволяющие изменять вылет нагревателя в зависимости от, типоразмера детали.
К телескопическим держателям 5 крепятся с помощью диэлектрических колодок 6 съемные П-образные нагреватели 7, расположенные по окружности в шахматном порядке с внутренней и наружной частей образующей цилиндрической поверхности, питание и управление которых независимое и осуществляется через токопроводы 8 rt комбинированную оправку 3, например, от генератора ТВЧ. Устройство содержит сварочную головку 9.
Способ осуществляется следующим образом.
Наплавляемую деталь 1 закрепляют в патроне 2. В полость детали 1 движением центровочной бабки 4 заводят нагреватели 7, предварительно выставленные с помощью телескопических держателей 5 и колодок 6 в нужной последовательности и на необходимый диаметр. Через комбинированную оправку 3 и токопроводы 8 запитывают нагреватели 7 и задают вращение наплавляемой детали 1 с частотой 0,2 , при которой производится наплавка. Вращение детали 1 и размещение нагревателей 7 в чередующемся порядке с внутренней и наружной сторон наплавляемой цилиндрической поверхности позволяет эффективно и равномерно, без резких перепадов температур , нагреть детали по всему ее объему. При достижении необходимой температуры термообработки уменьшают мощность нагревателей и поддерживают заданную температуру на протяжении
необходимого времени термообработки, после которого выключают питание нагревателей 7 и охлаждают деталь на воздухе. При понижении объемной температуры детали 1 до температуры подогрева включают нагреватели 7 на заранее рассчитанную мощность.Подводят сварочную головку 9 и производят наплавку.
На следующем этапе медленно охлаждают наплавленную деталь на воздухе, регулируя скорость охлаждения мощностью нагрева включенных нагревателей, а при необходимости производят нужную термообработку тем же нагревателем, например высокий отпуск.
Призер. Производят наплавку изношенных шкивов шинно-пневматичес- ких муфт из стали 35Л диаметром 1070 мм и толщиной стенки после износа 15- 17 мм проволокой марки Нп-ЗОХГСА в сочетании с флюсом АН-348А. Перед наплавкой рабочая поверхность изношенного шкива подвергается высокому отпуску при 853-873 К в течение 2 ч. После отпуска шкив охлаждают на воздухе до 623-653 К, наплавляемую поверхность очищают механическими щетками.
В процессе наплавки производят подогрев охлаждающихся участков до 623-653 К. После наплавки деталь охлаждают со скоростью 25-30 град в 1 ч до 413-403 К.
Наплавку производят на следующих режимах: ICB 280-320 A; UCB 27- 29 Bj VCR 0,2 мин , V под провол. 108 м/ч, вылет 1 электрода 20-25 мм , смещение с зенита в сторону, обрат- ную вращению, 8-10 мм. После наплавки шкивы подвергают высокому отпуску и механической обработке.
Наплавленные шкивы подвергают металлографическому анализу и замерам деформации. В результате проведенных исследований, установлено, что при наплавке предлагаемым способом на линии сплавления и в наплавленном слое наличие микротрещин не наблюдается, зона термического влияния почти отсутствует и составляет всего 350-400 мкм, что-очень важно при наплавке изношенных тонкостенных деталей, а микротвердость металла в этой зоне практически не отличается от микротвердости металла в наплав- леном слое.
0
5
0
5
0
5
0
5
0
5
Деформация шкивов в виде прогиба (радиальное биение) при толщине наплавленной поверхности 5-7 мм отсутствует, а при толщине наплавляемой поверхности 12-15 мм составляет 1- 2,5 мм при диаметре 1070 мм. Торцовое биение не превышает 0,2 мм.
Наплавка указанным способом позволяет восстанавливать изношенные шкивы без предварительной механической обточки с толщиной стенки не менее 10-12 мм, что положительно сказывается при их выбраковке и экономически более выгодно. Управление ско- рост&ю охлаждения восстанавливаемых наплавкой шкивов позволяет получить высококачественные наплавочные слои, уменьшает подводки и коробление шкивов, дает возможность применять более износостойкие наплавочные материалы с повышенным содержанием углерода в наплавочном слое. Однако разо- вость монтажа детали под наплавку и непрерывность всего технологического цикла восстановления повышает производительность труда, освобождает дополнительное оборудование и уменьшает трудовые затраты.
Формула изобретения
1.Способ наплавки крупногабаритных деталей,, при котором перед наплавкой осуществляют их подогрев,о т- личающийся тем, что, с целью повышения качества наплавленного слоя преимущественно при наплавке изношенных поверхностей деталей, выполненных из стали 35Л толщиной 10-25 мм, температуру подогрева деталей перед наплавкой устанавливают равной 853-873 К и выдерживают детали при этой температуре в течение двух часов, затем детали охлаждают на воздухе до температуры, равной 623- 653 К и производят при этой температуре наплавку, а после окончания наплавки понижают температуру на 1020 град ниже температуры низкого отпуска со скоростью 25-30 град./ч.
2.Устройство для наплавки крупногабаритных деталей, содержащее вращатель, центровочную бабку и сварочную головку, отличающееся
.тем, что, с целью повышения качества наплавленного слоя за счет равномерного разогрева наплавляемой детали, центровочная бабка снабжена
оправкой, на которой по окружности телескопически установлены чередующиеся съемные П-образные нагреватели: одни - для нагрева внутренней поверхности изделия, другие - для наружной.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ С НАПЛАВЛЕННЫМ ПОКРЫТИЕМ И ДЕТАЛЬ, ИЗГОТОВЛЕННАЯ С ИСПОЛЬЗОВАНИЕМ ЭТОГО СПОСОБА | 2003 |
|
RU2255845C1 |
| Способ восстановления изношенных бичей барабана молотильного аппарата зерноуборочного комбайна | 2020 |
|
RU2738258C1 |
| СПОСОБ НАПЛАВКИ ТРУЩИХСЯ И УПЛОТНИТЕЛЬНЫХ ПОВЕРХНОСТЕЙ ИЗНОСОСТОЙКИМИ МАТЕРИАЛАМИ | 1996 |
|
RU2089361C1 |
| Способ устранения дефекта смятия и износа головки рельсов в зоне сварного стыка электродуговой наплавкой | 2019 |
|
RU2708126C1 |
| СПОСОБ МНОГОСЛОЙНОЙ НАПЛАВКИ ТЕПЛОСТОЙКИМИ СТАЛЯМИ ВЫСОКОЙ ТВЕРДОСТИ В АЗОТСОДЕРЖАЩЕЙ СРЕДЕ | 2019 |
|
RU2699488C1 |
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ | 1995 |
|
RU2078660C1 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ БУРИЛЬНОЙ ТРУБЫ | 2006 |
|
RU2308365C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ГРЕБНЕЙ КОЛЕС РЕЛЬСОВЫХ ТРАНСПОРТНЫХ СРЕДСТВ | 1995 |
|
RU2095211C1 |
| СПОСОБ ИМПУЛЬСНОЙ ЛАЗЕРНОЙ НАПЛАВКИ МЕТАЛЛОВ | 2011 |
|
RU2502588C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРОКАТНЫХ ВАЛКОВ | 2001 |
|
RU2202422C2 |
Изобретение относится к технике сварки и наплавки и может быть использовано при восстановлении изношенных поверхностей крупногабаритных деталей из стали типа 35Л. Цель изобретения - повышение качества наплавленного слоя за счет выбора оптимальных температур предварительного и сопутствующего подогрева и температуры и скорости последующего охлаждения, а также равномерности нагрева деталей. Наплавляемые детали предварительно нагревают до 853-873К, а после двухчасовой выдержки при этой температуре охлаждают на воздухе до 623-653К и производят при этой температуре наплавку. По окончании наплавки понижают температуру на 10-20 град. ниже температуры низкого отпуска со скоростью 25-30 град в 1 ч. Устройство для осуществления способа содержит вращатель, центровочную бабку и сварочную головку 9. Центровочная бабка снабжена оправкой 3, на которой по окружности телескопически установлены чередующиеся съемные П-образные нагреватели 7: один-для нагрева внутренней поверхности изделия, другой - для наружной. Это позволяет восстанавливать изношенные детали без механической обработки, уменьшить деформации и обеспечить непрерывность цикла наплавки при применении предварительного и сопутствующего подогрева и последующей термообработки изделия. 2 с.п. ф-лы, 3 ил.
Фиг.1
г
v
Вид Б
J
Фиг.З
| Лейначук Е.И | |||
| и др | |||
| К образованию трещин.в наплавленном металле | |||
| - Автоматическая сварка, 1955, № 1, с | |||
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
| Грохольский Н.Ф | |||
| Восстановление деталей машин и механизмов сваркой и наплавкой | |||
| - М.-Л., Машгиз, 1962, с | |||
| Приспособление для записи звуковых колебаний | 1921 |
|
SU212A1 |
