Изобретение относится к области сварочного производства и может быть использовано при автоматической наплавке под флюсом для восстановления размеров изношенных деталей с повышенным углеродным эквивалентом.
Известен способ автоматической наплавки изнашиваемых поверхностей изделий, при котором изделие помещают в полость кристаллизатора, вращают вокруг продольной оси и производят наплавку с предварительным охлаждением изделия не менее чем на 50°С ниже температуры кристаллизатора и поддерживают перепад температуры в течение всего процесса наплавки. Для наплавки применяют проволоку ПП-Нп80Х20РЗТ диаметром 3,2 мм и флюс АН-348А (авторское свидетельство СССР №1817741, заявка 914919653 от 18.01.1991. Опубл. БИ №19, 1993).
Недостатками известного способа являются низкое качество наплавленного металла, имеющего множество дефектов в виде пор, шлаковых включений, газовых пустот, непроваров, а также крайне низкая устойчивость электрошлакового процесса наплавки.
Наиболее близким к предлагаемому способу по технической сущности и достигаемому результату является способ восстановления изношенных гребней колес рельсовых транспортных средств, заключающийся в том, что основную верхнюю часть изношенного гребня удаляют газовой резкой и восстановление гребня производят электрошлаковой наплавкой с применением наплавочных проволок с повышенным содержанием углерода и легирующих элементов, например, Нп-30ХГСА. Одновременно с наплавкой производят отпуск наплавленного металла (патент РФ №2095211. Опубл. 10.11.1997).
Недостаток данного способа в сложности и длительности процесса, возможной потери формы из-за термического влияния на восстанавливаемое изделие, а также вероятности отслоения наплавляемого слоя от основы, из-за большой разницы по содержанию углерода в наплавляемом слое и в основе.
Сущность изобретения заключается в следующем.
Задача изобретения - увеличение срока службы восстановленных бичей барабана молотильного аппарата зерноуборочного комбайна.
Технический результат - исключение образования горячих и холодных трещин на бичах барабана молотильного аппарата зерноуборочного комбайна после восстановления изношенных их частей.
Указанный технический результат достигается способом восстановления изношенных бичей барабана молотильного аппарата зерноуборочного комбайна, включающий предварительный подогрев бича, наплавку его изношенной части под слоем флюса и последующий изотермический отжиг, при этом предварительный подогрев осуществляют до температуры 1000°С в течении 20 мин нагревательным элементом, размещенным с одной стороны бича, с одновременным его охлаждением медным водоохлаждаемым холодильником, установленным с другой стороны восстанавливаемого бича, причем нагрев и охлаждение осуществляют из условия создания в изношенной части бича температурного градиента, обеспечивающего в зоне нагрева диффузионное перераспределение содержания углерода с частичным ее обезуглероживанием, при этом со стороны нагревательного элемента на поверхности восстанавливаемого бича размещают асбестовый экран, ограничивающий зону нагрева по длине восстанавливаемого бича.
Существенными признаками, влияющими на достижение заявленного технического решения, являются:
- одновременный предварительный подогрев бича барабана нагревательным элементом с одной его стороны и охлаждение бича барабана холодильником с другой его стороны;
- размещение асбестового экрана между нагревательным элементом и медным водоохлаждаемым холодильником;
- наплавка изношенной его части бича под слоем флюса;
- изотермический отжиг.
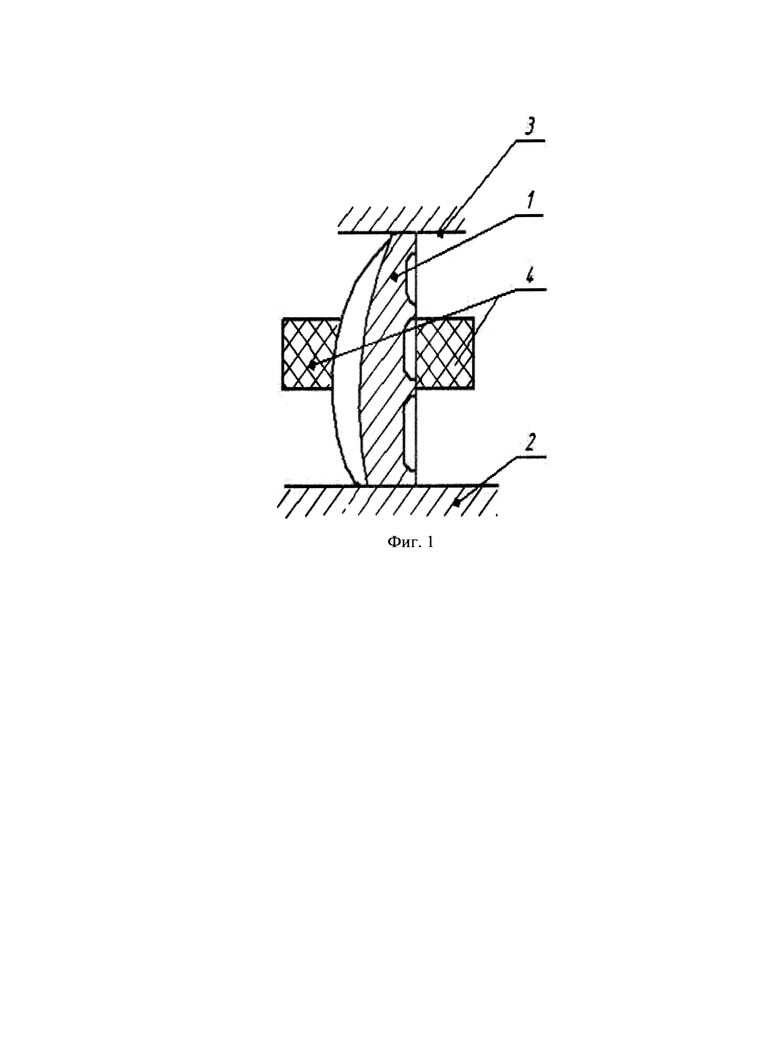
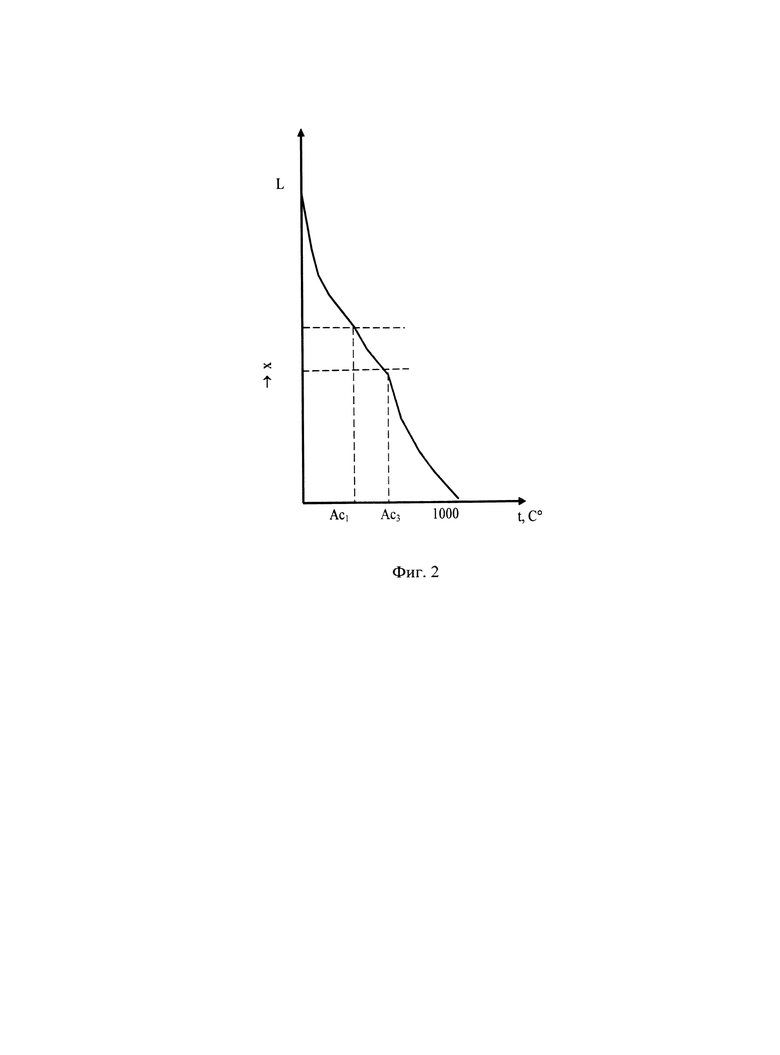
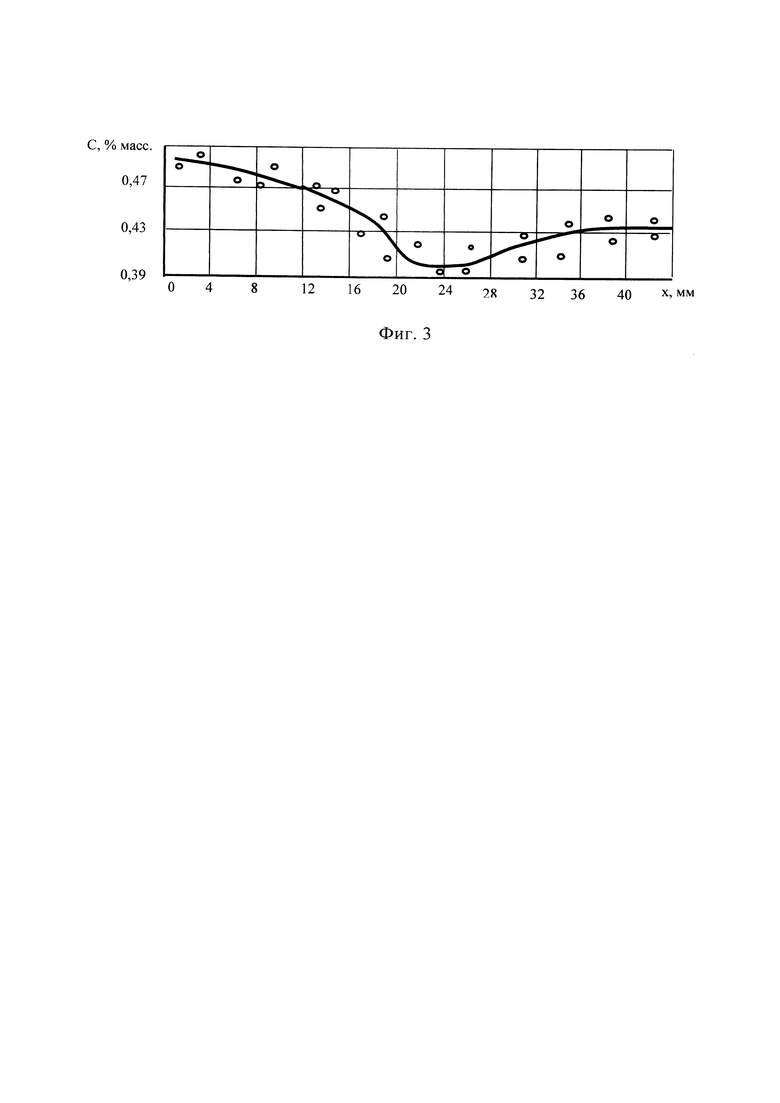
Сущность изобретения поясняется чертежами, где на фиг. 1 представлена схема расположения нагревательного элемента, холодильника и экрана при восстановлении изношенного бича барабана, на фиг. 2 - распределение температур по длине наплавляемого бича барабана и фиг. 3 - распределение углерода под действием градиента температур, установившееся в биче барабана из стали 45Г.
Способ восстановления изношенных бичей поясняется фиг. 1, где бич 1 барабана, изготовленный из стали с повышенным углеродным эквивалентом, нагревается с одной стороны путем непосредственного контакта с разогретой плитой 2, а с противоположной стороны охлаждается холодильником 3. Для изоляции бича от излучения раскаленной плиты и создания резкого перепада температур в локальной области образца используется экран 4, устанавливаемый на биче 1.
Затем выполняется автоматическая наплавка изношенной его части под слоем флюса.
После завершения наплавки выполняется кратковременная аустенизация или изотермический отжиг.
Пример конкретного выполнения. По заявляемому способу была восстановлена партия бичей молотильного барабана зерноуборочного комбайна Дон-1500Б. При восстановлении бича шириной 40 мм и длиной L=1480 мм, изготовленного из стали 45Г, бич нагревался с одной стороны нагревательным элементом до 1000°С, а с другой стороны охлаждался медным водоохлаждаемым холодильником. Использовался асбестовый экран, установленный на биче на расстоянии 23 мм от нагревательного элемента. Температурный градиент поддерживался в течение 20 мин.
В процессе предварительного нагрева бича с одной стороны и охлаждения его с другой стороны структура части бича, расположенной между холодильником и экраном, соответствовала исходной и не изменялась в ходе выполнения работы, в месте установки экрана структура бича двухфазная (аустенитно-ферритная), а ниже экрана - полностью аустенитная (фиг. 2). При этом гомогенизация стали 45Г по химическому потенциалу и термодинамической активности углерода осуществлялась за счет переноса 0,05…0,06% углерода. В нагреваемой части бича содержание углерода возрастало до 0,47…0,48%, а в районе экрана при температуре t~800°С - уменьшилось до 0,37…0,38%.
Установившееся распределение углерода в восстанавливаемом биче под действием градиента температур фиксировалось путем остановки подогрева бича с одновременным охлаждением до выравнивания температур по всему объему бича.
На основании локального спектрального анализа, который проводили в точках, расположенных на продольной оси образца на расстоянии друг от друга 1,5…2,0 мм, был построен график распределения углерода под действием градиента температур, установившегося в биче барабана из стали 45Г (фиг. 3). Содержание углерода в районе горячего торца бича достигло значений 0,50%, на расстоянии 23 мм от него (область экрана) концентрация понизилась до 0,40%, а в холодной части образца практически не изменилась, не претерпев фазовых превращений.
После частичного обезуглероживания тонкой грани образца (изношенная часть) выполнялась автоматическая наплавка под слоем флюса на универсальном наплавочном станке У - 653 с наплавочной головкой А - 1406 и источником сварочного тока ВДУ - 504. При наплавке применялся марганцевый высококремнистый плавленый флюс в сочетании с низкоуглеродистой электродной проволокой диаметром 2 мм по режиму наплавки: сила тока 210 А, напряжение 30 В, скорость наплавки 25 м/ч, скорость подачи электрода 125 м/ч.
Действие температурного градиента в течение 20 минут позволило осуществить диффузионное перераспределение углерода в соответствии с созданным градиентом его термодинамической активности и произвести наплавку изношенной части бича без угрозы образования холодных и горячих трещин.
Усредненная твердость металлопокрытия, определенная на приборе ИТР - 60150 - М, составила HRC32, что существенно превышает твердость до наплавки.
После завершения операции наплавки изношенной части бича выравнивалось содержание углерода путем изотермического отжига.
Таким образом, заявленный способ восстановления изношенных бичей барабана молотильного аппарата зерноуборочного комбайна обеспечивает исключение образования горячих и холодных трещин на бичах барабана молотильного аппарата зерноуборочного комбайна после восстановления изношенных их частей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ГРЕБНЕЙ КОЛЕС РЕЛЬСОВЫХ ТРАНСПОРТНЫХ СРЕДСТВ | 1995 |
|
RU2095211C1 |
| БАРАБАН МОЛОТИЛЬНОГО УСТРОЙСТВА | 2007 |
|
RU2353084C1 |
| БАРАБАН МОЛОТИЛЬНОГО УСТРОЙСТВА | 2006 |
|
RU2308825C1 |
| РОТОР МОЛОТИЛЬНО-СЕПАРИРУЮЩЕГО УСТРОЙСТВА ЗЕРНОУБОРОЧНОГО КОМБАЙНА ДЛЯ УБОРКИ ТРУДНООБМОЛАЧИВАЕМЫХ ЗЕРНОВЫХ КУЛЬТУР | 2023 |
|
RU2803275C1 |
| ДОМОЛАЧИВАЮЩЕЕ УСТРОЙСТВО КОЛОСОВОГО ВОРОХА | 2010 |
|
RU2425484C1 |
| Молотильно-сепарирующее устройство для уборки зернобобовых культур | 2017 |
|
RU2649886C1 |
| МОЛОТИЛЬНО-СЕПАРИРУЮЩЕЕ УСТРОЙСТВО ЗЕРНОУБОРОЧНОГО КОМБАЙНА | 2021 |
|
RU2770216C1 |
| МОЛОТИЛЬНО-СЕПАРИРУЮЩЕЕ УСТРОЙСТВО ЗЕРНОУБОРОЧНОГО КОМБАЙНА | 2021 |
|
RU2760702C1 |
| МОЛОТИЛКА ЗЕРНОУБОРОЧНОГО КОМБАЙНА | 2004 |
|
RU2279205C2 |
| Ротор молотильно-сепарирующего устройства зерноуборочного комбайна для уборки зернобобовых культур | 2016 |
|
RU2626173C1 |
Изобретение может быть использовано при автоматической наплавке под флюсом для восстановления размеров изношенных деталей, а именно бичей барабана молотильного аппарата зерноуборочного комбайна, выполненных из стали с повышенным углеродным эквивалентом. После предварительного подогрева бича проводят наплавку его изношенной части под слоем флюса и последующий изотермический отжиг. Предварительный подогрев осуществляют до температуры 1000°С в течение 20 мин нагревательным элементом, размещенным с одной стороны бича, с одновременным его охлаждением медным водоохлаждаемым холодильником, установленным с другой стороны восстанавливаемого бича. Нагрев и охлаждение осуществляют из условия создания в изношенной части бича температурного градиента, обеспечивающего в зоне нагрева диффузионное перераспределение содержания углерода с частичным ее обезуглероживанием. Со стороны нагревательного элемента на поверхности восстанавливаемого бича размещают асбестовый экран, ограничивающий зону нагрева по длине восстанавливаемого бича. Технический результат заключается в исключении образования горячих и холодных трещин после восстановления изношенных частей. 3 ил.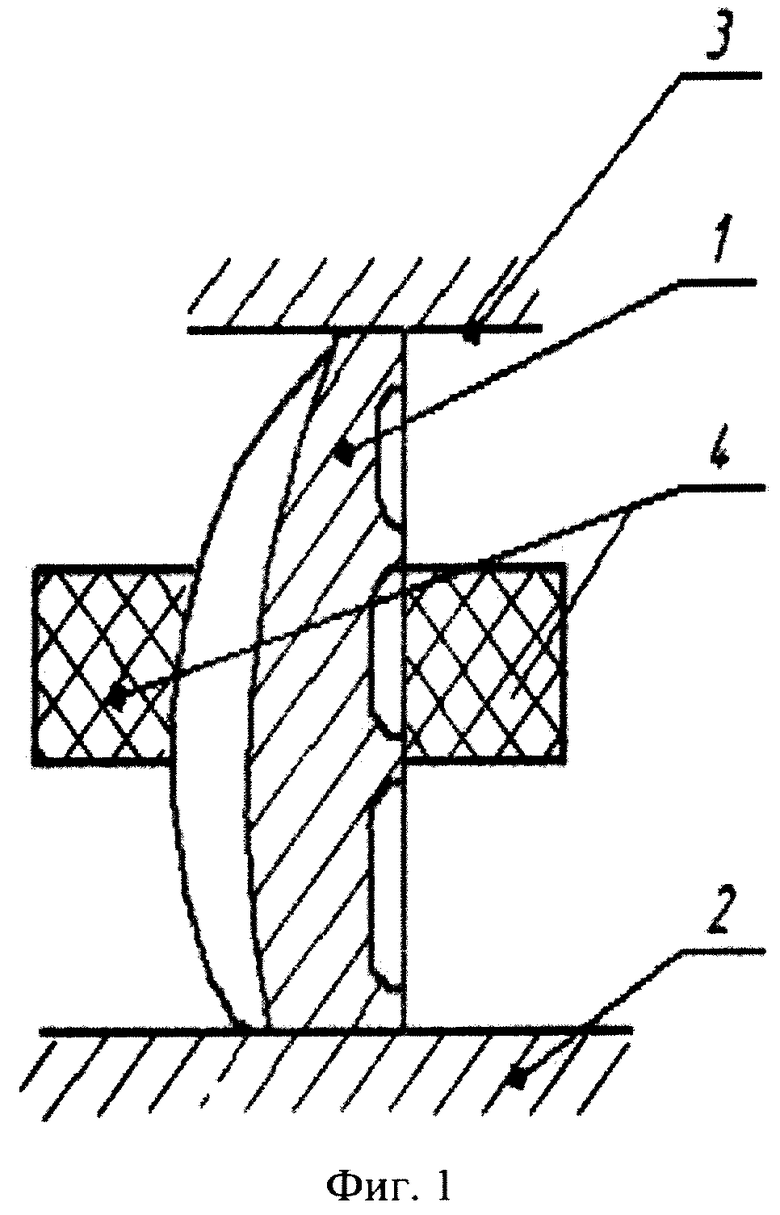
Способ восстановления изношенных бичей барабана молотильного аппарата зерноуборочного комбайна, включающий предварительный подогрев бича, наплавку его изношенной части под слоем флюса и последующий изотермический отжиг, при этом предварительный подогрев осуществляют до температуры 1000°С в течение 20 мин нагревательным элементом, размещенным с одной стороны бича, с одновременным его охлаждением медным водоохлаждаемым холодильником, установленным с другой стороны восстанавливаемого бича, причем нагрев и охлаждение осуществляют из условия создания в изношенной части бича температурного градиента, обеспечивающего в зоне нагрева диффузионное перераспределение содержания углерода с частичным ее обезуглероживанием, при этом со стороны нагревательного элемента на поверхности восстанавливаемого бича размещают асбестовый экран, ограничивающий зону нагрева по длине восстанавливаемого бича.
| СПОСОБ ПЕРЕОБОРУДОВАНИЯ БАРАБАНА БИЛЬНОГО МОЛОТИЛЬНОГО УСТРОЙСТВА | 2003 |
|
RU2250595C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧИХ ОРГАНОВ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2013 |
|
RU2528687C1 |
| СОЕДИНИТЕЛЬ ДЛЯ БАТАРЕИ С МНОЖЕСТВОМ ОРИЕНТАЦИЙ | 2010 |
|
RU2530738C2 |
| 0 |
|
SU272765A1 | |
| US 4521664 A1, 04.06.1985. | |||

