Изобретение относятся к прокатному производству и может быть использовано при восстановлении прокатных валков.
Известен способ восстановления прокатных валков (AC CCCP 1629120, опубликованное 23.02.91 г.), включающий нагрев, многослойную наплавку бандажа, термическую обработку, отличающийся тем, что с целью повышения эксплуатационной стойкости слои наплавляют на бандаж валка по волнообразной кривой из материалов с различным уровнем износостойкости.
Данный способ обеспечивает стойкость не более 30% от уровня нового прокатного валка. Кроме того, после механической обработки бочки восстановленного валка его рабочая поверхность имеет неравномерную твердость, что неблагоприятно сказывается на качестве полосы и на износе валков.
Наиболее близким изобретением является способ восстановления прокатных валков (АС СССР 1319389, опубликованное 30.09.94 г.) отличающийся тем, что перед наплавкой бочку валка профилируют двумя кольцевыми проточками, после чего наплавкой формируют бандаж переменной толщины.
Недостатком известного способа является низкая стойкость восстановленных валков, обусловленная тем, что кольцевые проточки с наплавкой учитывают распределение максимальных нагрузок в конце компании работы установленного валка в стан, а в начальный период эксплуатации пик нагрузок приходит на середину длины бочки валка. В то же время резкие перепады напряжений в кольцевой проточке по высоте приводят при наплавке к появлению дефектов по стенке проточки.
Задачей предлагаемого технического решения является повышение эксплуатационной стойкости восстановленных валков.
Поставленная задача достигается тем, что валок проходит обработку, включающую механическое удаление дефектов, затем подогрев, наплавку и термообработку, а перед наплавкой валок профилируют тремя волнообразными канавками, глубина которых составляет 30-40% от общей высоты наплавляемого слоя, при этом максимальная глубина канавок находится на расстояниях 0,15; 0,5 и 0,85 длины бочки валка от одной из ее сторон.
Указанное выполнение проточек учитывает неравномерность контактных нагрузок, воспринимаемых опорным валком, как в начале, так и в конце компании его эксплуатации в клети. А именно, в начале компании пик нагрузки приходится на упрочненную наплавкой середину бочки, а в ее конце, по мере выработки середины, на концевые упрочненные участки бочки, расположенные на расстояниях 0,15 и 0,85 длины бочки от одной из ее сторон. Одновременно с этим волнообразный характер проточек снижает концентрацию сварочных напряжений, возникающих при наплавке бочки валка с переменным по ее длине диаметром. Этим обеспечивается повышение эксплуатационной стойкости валка, и как следствие, увеличение производительности стана и качества прокатываемых полос.
При смещении проточки на расстояние более или менее 0,5 ее длины, в начале компании середина бочки интенсивно вырабатывается и выкрашивается. Смещение проточек к концам бочки (менее 0,15 и более 0,85) или к середине бочки (более 0,15 и менее 0,85) приводит к тому, что пиковые нагрузки в конце компании опорного валка не совпадают с местами расположения упрочненных участков бочки. Это снижает стойкость валка. При глубине проточек менее 0,3 от высоты наплавленного слоя не достигается необходимая степень упрочнения наиболее нагруженных участков бочки. Увеличение этого значения более 0,4 приводит к росту сварочных напряжений по глубине и появлению дефектов в наплавленном слое. В результате снижается стойкость валка.
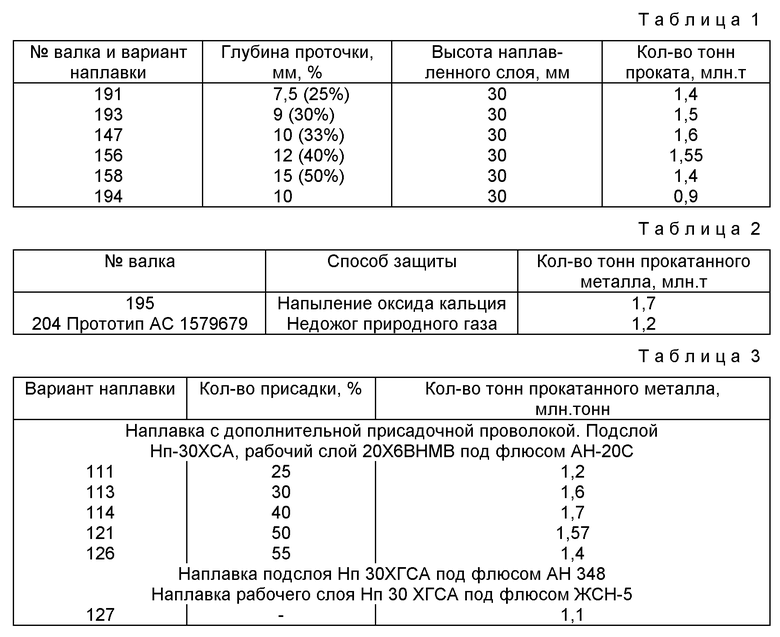
Пример 1. Вышедший из строя опорный валок с длиной бочки В=2000 мм подвергают токарной обработке для удаления поврежденного рабочего стоя на глубину 5-10 мм. Затем валок профилируют тремя волнообразными кольцевыми проточками. Максимальная глубина впадин находится на расстоянии 300 мм (0,15 В), 1000 мм (0,5 В) и 1700 мм (0,85 В) одного из концов бочки. Для высоты наплавленного слоя Н=30 мм глубина проточек S составляет
S=(30-40%)H=9-12 мм.
Наплавку производят на следующих режимах: сварочный ток 400...450 А, напряжение 30-34 В, скорость наплавки 30 м/ч, температура предварительного подогрева 400oC. В качестве наплавочных материалов используют при наплавке подслоя проволоку Нп-30ХГСА и флюс АН-348 А, а рабочего слоя - проволоку 20Х6ВНМФ и флюс АН-20С. Последующую термообработку производят при температуре 450-470oС в течение 8 часов.
Результаты эксплуатации представлены в табл.1.
Как следует из табл.1, предлагаемый способ обеспечивает повышенную стойкость восстановленных валков. Способ восстановления прокатных валков является самостоятельным изобретением.
Известен способ восстановления прокатных валков (АС СССР 1579679, МКП В 23 К, опубликованное 23.07.90 г.), отличающийся тем, что вокруг валка создают защитную атмосферу за счет частичного сжигания метана. Однако, как показывает практика, невозможно в процессе подогрева четко контролировать расход и метана, и воздуха, обеспечить полную изоляцию атмосферы печи, что ведет к образованию окалины на поверхности валка, а это в процессе наплавки ведет к снижению качества за счет образования горячих трещин. В то же время работа на газовых агрегатах с недожогом продуктов сгорания запрещена правилами техники безопасности.
Целью технического решения является повышение стойкости восстановленных прокатных валков.
Поставленная задача достигается тем, что на подготовленный валок к наплавке после механической обработки методом напыления наносится слой оксидов из алюминия, или кальция, или других элементов.
Пример 2.
Производят токарную обработку бочки изношенного валка. Диаметр бочки опорного валка 1500 мм. Валок устанавливают в наплавочную установку.
В наплавочной установке производят нанесение оксида кальция газотермическим напылением, толщина напыленного слоя достигает 0,01 мм. После напыления производят подогрев валка до температуры 400oС, а затем осуществляют наплавку. Наплавку производят на следующих режимах: сварочный ток 400-450 А, напряжение 30-34 В, скорость наплавки 30 м/ч, температура предварительного подогрева 400oС. Наплавку подслоя производят проволокой Нп-30ХГСА под флюсом АН-348 А, а рабочий слой - проволокой 20Х6НМФ и флюсом АН-20С.
Результаты испытаний приведены в табл.2.
Известен способ электродуговой наплавки прокатных валков под керамическим флюсом ЖСН (Электродуговая сварка и наплавка под керамическими флюсами. Богрянский К.В. Техника, 1976, 184), в составе которого присутствуют до 20% феррохрома и ферромарганца. Металлические компоненты во флюсе способствуют связыванию избыточной энергии дуги дополнительными центрами кристаллизации и уменьшают склонность наплавленного металла к образованию горячих трещин, а следовательно, повышают контактную усталость наплавленного металла. В то же время в наплавленном металле присутствует множество крупных оксидных включений, которые ухудшают качество наплавленного металла и стойкость восстановленных валков.
Целью технического решения является повышение стойкости восстановленных валков.
Поставленная задача достигается тем, что в дугу помимо основной электродной проволоки подают дополнительную присадочную проволоку аналогичного химического состава, а массовая скорость ее подачи составляет 30-50% от массовой скорости подачи основной.
Дополнительную присадочную проволоку подают в дугу. Она связывает избыточную энергию дуги, не позволяет перегреваться металлической ванне, снижает склонность наплавленного металла к образованию горячих трещин и, как следствие, повышает контактную усталость и стойкость валка.
Пример 3.
Токарной обработкой удаляют поврежденный слой с опорного валка перед наплавкой.
Валки перед наплавкой подогревают до температуры 400-420oС. Наплавку подслоя производят проволокой Нп-30ХСА диаметром 4 мм, присадочную проволоку Нп-30ХГА диаметром 1,6 мм подают в дугу дополнительным подающим механизмом. Наплавку подслоя производят в 2 прохода под флюсом АН-348 А на следующих режимах: сварочный ток 450-500 А, напряжение на дуге 30-34 В, скорость наплавки 30 м/ч. Наплавку рабочего слоя производят проволокой 20Х6ВНМФСА диаметром 4 мм и присадочной проволокой 20Х6ВНМФ диаметром 1,6 мм под флюсом АН-20С. Наплавку производят на следующих режимах: сварочный ток 450-500 А, напряжение на дуге 30-34 В, скорость наплавки 30 м/ч. Результаты опытных наплавок приведены в табл.3.
Известен способ восстановления опорных валков станов горячей прокатки (Повышение срока службы опорных валков стана 2000 горячей прокатки. В.В. Ветер, А. Д. Белянский, М. И. Самойлов и др. Сталь, 1986, 8, с. 53-55), включающий предварительный подогрев до 400...450oС, наплавку, отпуск при температуре 470-490oС. Однако стойкость восстановленных валков не превышает 1-1,2 млн. тонн проката.
Целью предлагаемого технического решения является повышение контактной усталости восстановленных наплавкой прокатных валков.
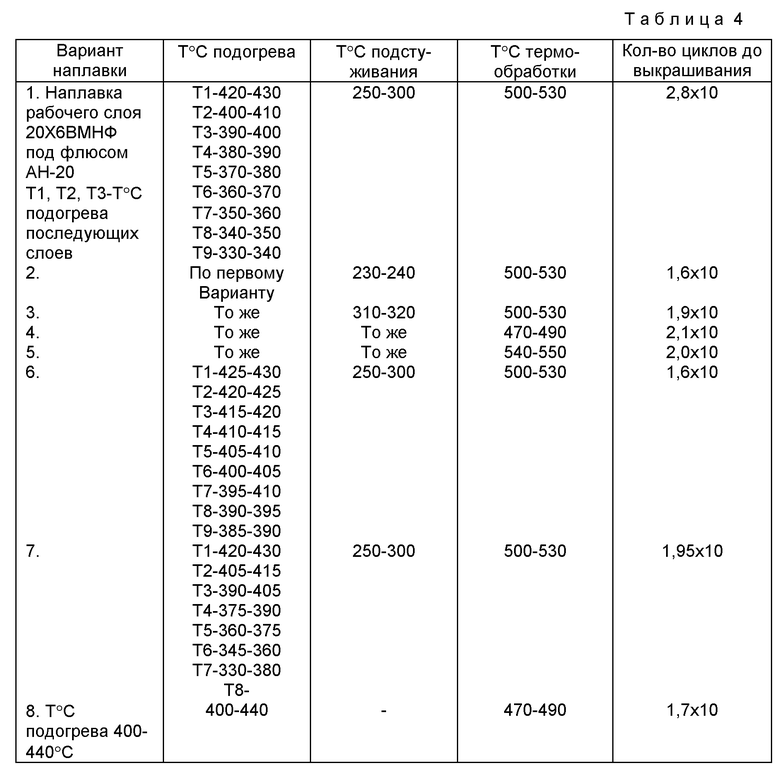
Поставленная цель достигается за счет того, что подслой наплавляют в 2 прохода. Первый слой при температуре подогрева 420-430oС, второй слой при температуре 400-410oC, низколегированными проволоками. При наложении каждого последующего слоя (рабочего) температура подогрева уменьшается на 10oC, при этом температура подогрева наплавленных рабочих слоев не должна быть ниже 320-340oС, затем производят охлаждение после наплавки до температуры 250-300oС. Последующий отпуск производят при температуре 500-530oС.
Необходимость высокого подогрева 420-440oС вызвана большим содержанием углерода в основном металле, и подогрев необходим для подавления образования горячих трещин за счет повышения пластичности основного металла.
В то же время, по мере роста высоты наплавленного слоя в основе уменьшается содержание углерода и растет содержание легирующих элементов, повышающих пластичность.
При наплавке электродами из легированных сталей марок 20Х6ВНМФ, 20Х13 необходимо ограничивать время пребывания металла шва при температурах 400-450oС, так как это может привести к отпускной хрупкости или спекаемости. Поэтому снижение температуры сопутствующего подогрева каждого последующего слоя на 10oС позволяет повысить контактную усталость наплавленного металла.
После окончания наплавки валок подстуживают до температуры 250-300oС, а затем производят отпуск при температуре 500-530oС.
Ниже приведены примеры выполнения предлагаемого способа наплавки.
В лабораторных условиях производилась наплавка пластин размером 300•200•30 мм из стали 9 ХФ. Наплавку подслоя в два прохода производили проволокой Нп-30ХГСА. Наплавку рабочего слоя производили проволокой 20Х6ВНМФ диаметром 4 мм под флюсом АН-20 на следующих режимах: сварочный ток 400-450 А, напряжение 30-34 В, скорость наплавки 30 м/ч. Температура подогрева в диапазоне 440-300oС.
После наплавки пластины осуществляли подстуживание, а затем производили отпуск в печи при температуре 500...530oC. Из верхних слоев наплавленного металла вырезали образцы для испытания на контактную усталость, которые проводили на машине МКВ-К конструкции Всесоюзного исследовательского института подшипниковой промышленности.
Испытания осуществляли путем обкатки образца межу двумя испытательными кольцами по принципу фрикционной передачи с двухцикличным нагружением за один оборот образца.
Испытания производили до образования выкрошки на поверхности образца, при этом электродвигатель автоматически отключался. Момент появления выкрошки фиксировали пьезодатчиком по появлению вибрации. Критерием оценки служило количество циклов до появления выкрошки. Результаты приведены в табл.4.
Пример 4.
Вышедшие из строя опорные валки подвергают токарной обработке для удаления дефектного поверхностного слоя.
Валок устанавливают в наплавочную установку, где производят его подогрев до температуры 420-440oС. Наплавку подслоя производят в два прохода проволокой Нп-30ХГСА диаметром 4 мм, под флюсом АН-348.
Рабочий слой наплавляют проволокой 20Х6 ВНМФ под флюсом АН 20. Режимы наплавки: сварочный ток 400-450 А, напряжение дуги 30-34 В, скорость наплавки 30 м/ч. Температуру подогрева по мере наплавки слоев снижали с 440oС до 300oС.
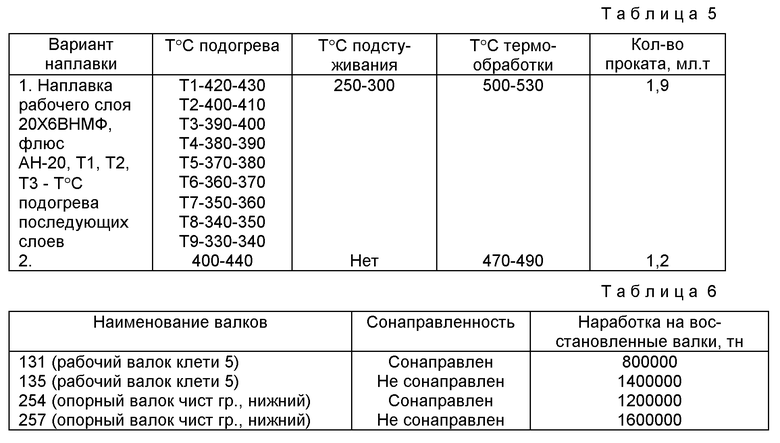
После окончания наплавки валок подстуживают до 250-300oC, а затем производят отпуск при температуре 500-530oС в течение 8 часов с последующим замедленным охлаждением.
Результаты испытаний приведены в табл.5.
Использование изобретения позволило увеличить контактную усталость восстановленных прокатных валков электродуговой наплавкой.
Известен способ восстановления деталей металлургического оборудования (АС 1347291, МКП В 23 К 9/04, опубликованное 27.01.97 г.). Переменная износостойкость по длине восстановленного валка достигается регулированием изменения угла наклона между векторами осей кристаллита в наплавленном металле за счет изменения погонной энергии.
Недостатком известного способа является низкая контактная усталость, так как в полной мере не используется сонаправленность рабочих усилий в процессе прокатки и осей кристаллитов наплавленного металла.
Целью технического решения является повышение контактной усталости восстановленных валков.
Поставленная цель достигается тем, что прокатанные валки в процессе наплавки вращают противоположно рабочему вращению. Приводными валками на широкополосных листовых станах являются рабочие валки, цикл их эксплуатации в стане составляет 1/20 от опорных, для них важен показатель трения для захвата полосы. Поэтому, когда направление вращения валка при наплавке не соответствует рабочему вращению, угол наклона кристаллитов направлен в сторону движения полосы и вращения опорного валка, а это улучшает захват полосы и исключает пробуксовку с опорным валком, что ведет к повышению контактной усталости прокатных валков.
Опорные валки являются неприводными, время работы в стане достигает 7 суток, т. е. в 20 раз больше, чем для рабочего. В связи с этим очень важно повышение контактной усталости, которое достигается тем, что рабочие усилия, возникающие при прокатке, действуют в направлении оси роста кристаллитов наплавленного металла, что достигается за счет вращения неприводных валков в процессе наплавки противоположно рабочему вращению.
В табл. 6 приведены результаты испытаний предлагаемого технического решения. Его использование обеспечивает увеличение наработки восстановленных валков за счет повышения контактной усталости наплавленного слоя.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРОКАТНОГО ВАЛКА | 2002 |
|
RU2218220C1 |
| СВАРОЧНАЯ ПРОВОЛОКА | 2001 |
|
RU2198083C2 |
| Способ восстановления прокатных валков | 1989 |
|
SU1676786A1 |
| СПОСОБ РЕМОНТА ПРОКАТНЫХ ВАЛКОВ | 1997 |
|
RU2121897C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРОКАТНЫХ ВАЛКОВ | 1998 |
|
RU2139156C1 |
| Прокатный валок | 1988 |
|
SU1600879A1 |
| СПОСОБ РЕМОНТА ПРОКАТНОГО ВАЛКА | 1998 |
|
RU2139764C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ШЕЕК ЧУГУННЫХ ВАЛКОВ | 2005 |
|
RU2283709C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЧУГУННЫХ ПРОКАТНЫХ ВАЛКОВ С ПОВРЕЖДЕННЫМИ ШЕЙКАМИ | 2004 |
|
RU2281846C1 |
| Способ производства прокатного валка | 1986 |
|
SU1400683A1 |
Изобретение относится к прокатному производству и может быть использовано при восстановлении прокатных валков. Перед наплавкой валок профилируют тремя волнообразными канавками, глубина которых составляет 30-40 % от общей высоты наплавляемого слоя. Максимальная глубина канавок находится на расстояниях 0,15, 0,5 и 0,85 длины бочки валка от одной из ее сторон. Для защиты от окисления перед подогревом поверхность валка покрывают оксидами кальция, или алюминия, или кремния. Наплавку производят основной и дополнительной присадочными проволоками аналогичного состава, причем массовая доля подачи дополнительной проволоки составляет 30-50 % от основной. Наплавку можно производить в несколько слоев с сопутствующим подогревом при температуре не менее 320-340oС. Первый слой наплавляют при 420-430oС, второй - при 400-410oС. При наложении каждого последующего слоя температуру подогрева можно уменьшать на 10oС. После наплавки производят подстуживание до 250-300oС и последующий отпуск при 500-530oС. Валки в процессе наплавки могут вращаться противоположно рабочему вращению. Осуществление данного способа позволяет значительно повысить эксплуатационную стойкость восстанавливаемых валков. 4 з.п. ф-лы, 6 табл.
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРОКАТНЫХ ВАЛКОВ | 1998 |
|
RU2139156C1 |
| Способ восстановления прокатных валков | 1988 |
|
SU1629120A1 |
| SU 1319389, 30.09.1994 | |||
| US 5460023, 24.10.1995. | |||

