Изобретение относится к комбинированным способам обработки металлических изделий, преимущественно металлообрабатывающего инструмента.
Целью изобретения является повышение стойкости изготавливаемого инструмента и экономичности процесса.
Способ осуществляют следующим образом.
Заготовку термообрабатывают, удаляют дефектный слой. Производят шлифовку до получения шероховатости рабочих поверхностей инструмента ,5 мкм. При необходимости обрабатывают инструмент до получения шероховатости рабочих поверхностей инструмента, равной требуемой шероховатости изделия, для обработки которого инструмент предназначается. Затем инструмент обезжиривают и эпиламируют.
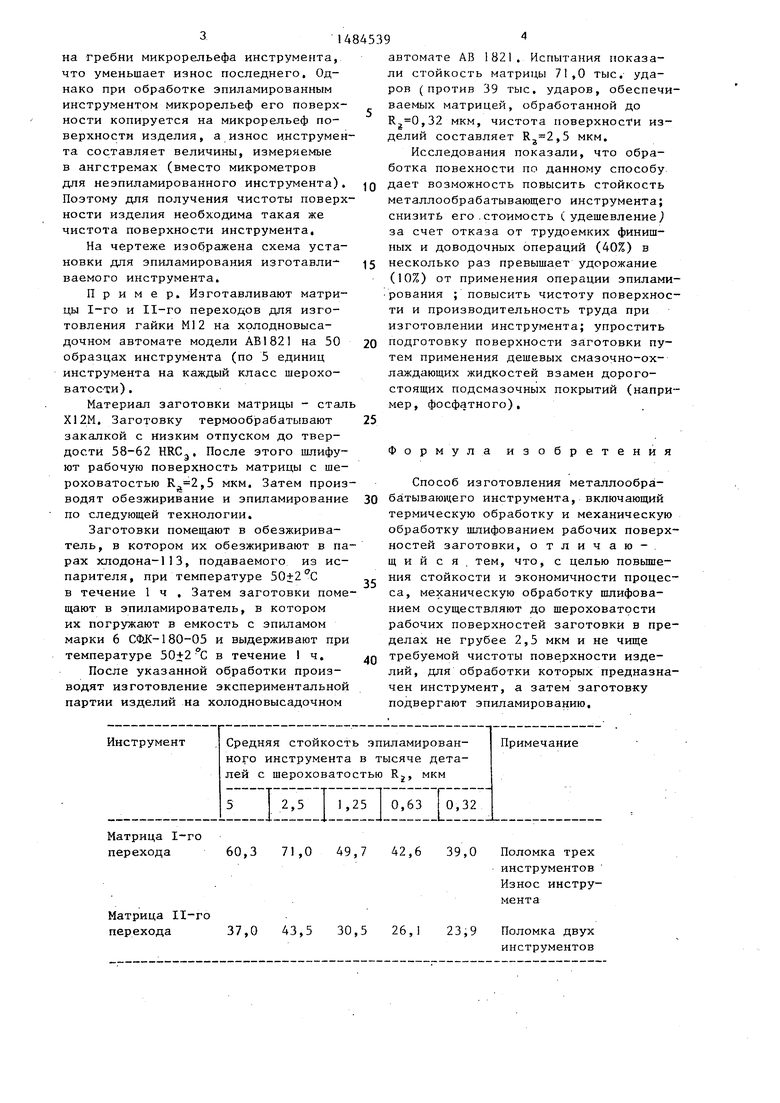
Требования к граничным значениям оптимальной шероховатости рабочих поверхностей при механической обработке инструмента определены экспериментально и представлены в таблице.
Как видно из таблицы эффективность эпиламированного инструмента максимальная при шероховатости инструмента ,5 мкм. Снижение стойкости инструмента при шероховатости ,5 мкм объясняется наличием концентратов напряжения на более грубом микрорельефе. Увеличение чистоты обработки инструмента ,5 мкм снижает эффективность стойкость ) эпилами- рования инструмента, что объясняется, очевидно, уменьшением количества смазки, удерживаемой во впадинах микрорельефа пленкой эпилама и снижающей удельное давление заготовки
Јъ 00 4ъ 01
со со
на гребни микрорельефа инструмента, что уменьшает износ последнего. Однако при обработке эпиламированным инструментом микрорельеф его поверхности копируется на микрорельеф поверхности изделия, а износ инструмента составляет величины, измеряемые в ангстремах (вместо микрометров для неэпиламированного инструмента). Поэтому для получения чистоты поверхности изделия необходима такая же чистота поверхности инструмента.
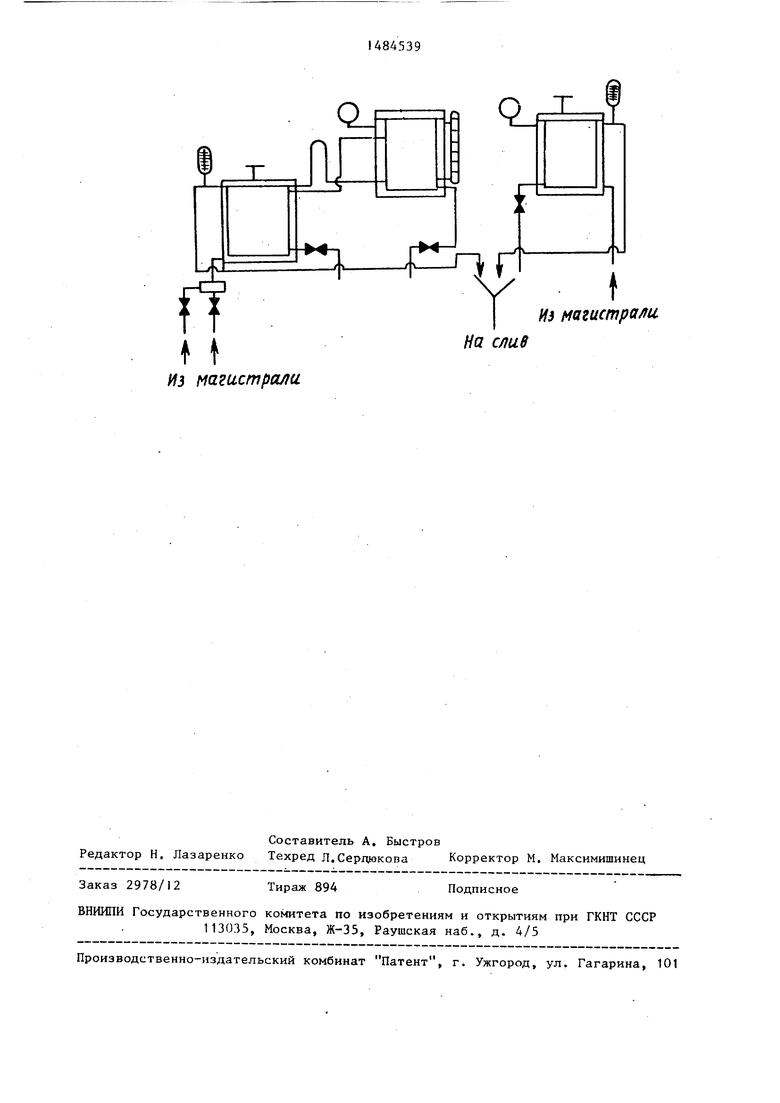
На чертеже изображена схема установки для эпиламирования изготавли- ваемого инструмента.
Пример. Изготавливают матрицы 1-го и 11-го переходов для изготовления гайки Ml 2 на холодновыса- дочном автомате модели АВ1821 на 50 образцах инструмента (по 5 единиц инструмента на каждый класс шероховатости) .
Материал заготовки матрицы - стал XI2М. Заготовку термообрабатывают закалкой с низким отпуском до твердости 58-62 НКСЭ. После этого шлифуют рабочую поверхность матрицы с шероховатостью ,5 мкм. Затем производят обезжиривание и эпиламирование по следующей технологии.
Заготовки помещают в обезжирива- тель, в котором их обезжиривают в парах хлодона-113, подаваемого из испарителя, при температуре 50+2°С в течение 1 ч , Затем заготовки помещают в эпиламирователь, в котором их погружают в емкость с эпиламом марки 6 СФК-180-05 и выдерживают при температуре 50+2 С в течение I ч.
После указанной обработки производят изготовление экспериментальной партии изделий на холодновысадочном
0
5
0
автомате АВ 1821. Испытания показали стойкость матрицы 71,0 тыс. ударов (против 39 тыс. ударов, обеспечиваемых матрицей, обработанной до ,32 мкм, чистота поверхности изделий составляет ,5 мкм.
Исследования показали, что обработка повехности по данному способу дает возможность повысить стойкость металлообрабатывающего инструмента; снизить его стоимость i удешевление) за счет отказа от трудоемких финишных и доводочных операций (40%) в несколько раз превышает удорожание (10%) от применения операции эпиламирования ; повысить чистоту поверхности и производительность труда при изготовлении инструмента; упростить подготовку поверхности заготовки путем применения дешевых смазочно-ох- лаждающих жидкостей взамен дорогостоящих подсмазочных покрытий (например, фосфатного).
Формула изобретения
Способ изготовления металлообрабатывающего инструмента, включающий термическую обработку и механическую обработку шлифованием рабочих поверхностей заготовки, отличающийся тем, что, с целью повышения стойкости и экономичности процесса, механическую обработку шлифованием осуществляют до шероховатости рабочих поверхностей заготовки в пределах не грубее 2,5 мкм и не чище требуемой чистоты поверхности изделий, для обработки которых предназначен инструмент, а затем заготовку подвергают эпиламированию.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭПИЛАМИРОВАННЫЙ ПОРИСТЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2005 |
|
RU2283322C1 |
| ЗУБЧАТЫЙ ИНСТРУМЕНТ ДЛЯ УПРОЧНЕНИЯ | 2011 |
|
RU2470731C2 |
| Способ абразивной обработки металлооптических зеркал | 2002 |
|
RU2223850C1 |
| Способ абразивной обработки | 1987 |
|
SU1509230A1 |
| СПОСОБ УПРОЧНЕНИЯ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2468881C2 |
| СОСТАВ ДЛЯ ПРОТИВОИЗНОСНЫХ ПОКРЫТИЙ | 1996 |
|
RU2100421C1 |
| СПОСОБ ОБРАБОТКИ ТРУЩИХСЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ИЗ ИСКУССТВЕННО ВЫРАЩЕННОГО МОНОКРИСТАЛЛА НА ОСНОВЕ АЛЬФА-AlO | 2014 |
|
RU2585885C2 |
| СПОСОБ УПРОЧНЕНИЯ МЕТАЛЛООБРАБАТЫВАЮЩЕГО ИНСТРУМЕНТА | 2001 |
|
RU2213152C2 |
| СПОСОБ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ ЗАГОТОВОК ДОРНОВАНИЕМ СО СТАТИКО-ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ ДОРНА | 2011 |
|
RU2477681C2 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ И УПРОЧНЕНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2478025C1 |
Изобретение относится к комбинированным способам обработки металлических изделий, преимущественно металлообрабатывающего иснтрумента. Цель изобретения - повышение стойкости изготавливаемого инструмента и экономичности процесса. После термической обработки проводят механическую обработку заготовки путем шлифования, которое обеспечивает шероховатость рабочих поверхностей инструмента не грубее RZ=2,5 мкм и не чище требуемой чистоты поверхности изделий, для обработки которых инструмент предназначен. Затем заготовку обезжиривают и эпиламируют. При изготовлении инструмента согласно изобретению исключаются трудоемкие финишные и доводочные операции. 1 ил.
Инструмент
Средняя стойкость эпиламирован- ного инструмента в тысяче деталей с шероховатостью R2, мкм
5 I 2,5 I 1,25 J 0,63 Го,
Матрица 1-го
перехода 60,3 71,0 49,7 42,6 39,0
Матрица 11-го
перехода 37,0 43,5 30,5 26,1 23,9
Примечание
32
Поломка трех инструментов Износ инструмента
Поломка двух инструментов
Из магистрали
Составитель А. Быстров Редактор Н. Лазаренко Техред Л.Сердюкова Корректор М. Максимишинец
Заказ 2978/12
Тираж 894
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
t
И) магистра/ru.
На слив
Подписное
| Хомяк Б.С | |||
| Твердосплавный инструмент для холодной высадки и выдавливания | |||
| - М.: Машиностроение, 1981, с | |||
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
