Рпр
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ вытяжки сложного крупногабаритного пространственного полуфабриката (Варианты) | 2016 |
|
RU2661982C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОГО КРУПНОГАБАРИТНОГО ПОЛУФАБРИКАТА ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ (ВАРИАНТЫ) | 2011 |
|
RU2501618C2 |
| СПОСОБ ВЫТЯЖКИ КРУПНОГАБАРИТНОЙ ДЕТАЛИ СЛОЖНОЙ ФОРМЫ (ВАРИАНТЫ) | 2013 |
|
RU2550474C2 |
| СПОСОБ ВЫТЯЖКИ СЛОЖНОГО КРУПНОГАБАРИТНОГО ПОЛУФАБРИКАТА ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ (ВАРИАНТЫ) | 2011 |
|
RU2481913C2 |
| Способ изготовления полых деталей остроконечной формы с криволинейной образующей | 1981 |
|
SU984571A1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ С ПНЕВМОСЪЕМНИКАМИ В МАТРИЦЕ (ВАРИАНТЫ) | 2011 |
|
RU2480305C2 |
| Штамп для вытяжки и обрезки | 1986 |
|
SU1333449A1 |
| Способ штамповки полых изделий из листового металла | 1983 |
|
SU1199359A1 |
| Способ изготовления цилиндрических изделий | 1974 |
|
SU603325A3 |
| Способ изготовления полых деталей с конусными кромками | 1989 |
|
SU1712058A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении при изготовлении полых деталей с вогнутым сферическим дном из листового металла. Цель изобретения - повышение удобства при удалении готовых деталей из рабочей зоны путем ориентации готовой детали в вертикальном положении после выталкивания ее из матрицы. Вначале одну из поверхностей заготовки покрывают смазкой, укладывают ее смазанной поверхностью на матрицу, прижимают периферийную часть заговки и вытягивают из нее полый полуфабрикат с плоским дном. Затем осуществляют съем с пуансона и выталкивание его из матрицы.Формовку дна полуфабриката производят в процессе съема с пуансона и выталкивания его из матрицы путем подъема пуансона с полуфабрикатом до касания торца полуфабриката прижима,извлечения пуансона из полуфабриката на расстояние между рабочим торцом пуансона и дном полуфабриката, равное высоте сферы донной части готовой детали, и приложения к дну полуфабриката осевого усилия до потери устойчивости дна. После выталкивания готовой детали из матрицы 2 она остается на выталкивателе 3, прижатой к его рабочей поверхности силой атмосферного давления в строго ориентированном вертикальном положении за счет образовавшегося в полости А между дном готовой детали и выталкивателем вакуума. 3 ил.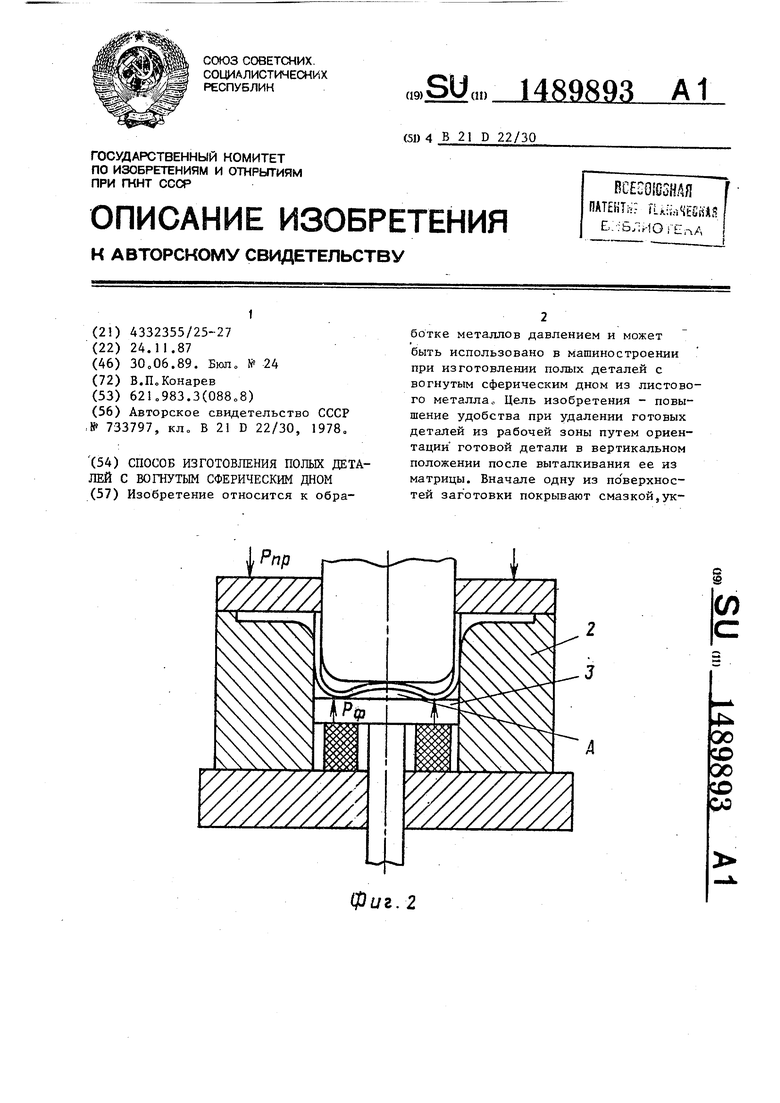
.
(Л
ладывают ее смазанной поверхностью на матрицу, прижимают периферийную часть заготовки и вытягивают из нее полый полуфабрикат с плоским дном, Затем осуществляют съем с пуансона.и выталкивание его из матрицы. Формовку дна полуфабриката производят в процессе съема с пуансона и выталкивания его из матрицы путем подъема пуансона с полуфабрикатом до касания торЦа полуфабриката прижима,извлечения пуансона из полуфабриката на расстояние между рабочим торцом
Изобретение относится к обработке, металлов давлением, а именно к Способам изготовления полых деталей
Цель изобретения .- повьшение удобства при удалении готовых деталей из рабочей зоны путем ориентации готовой детали в вертикальном положении после выталкивания ее из матрицы.
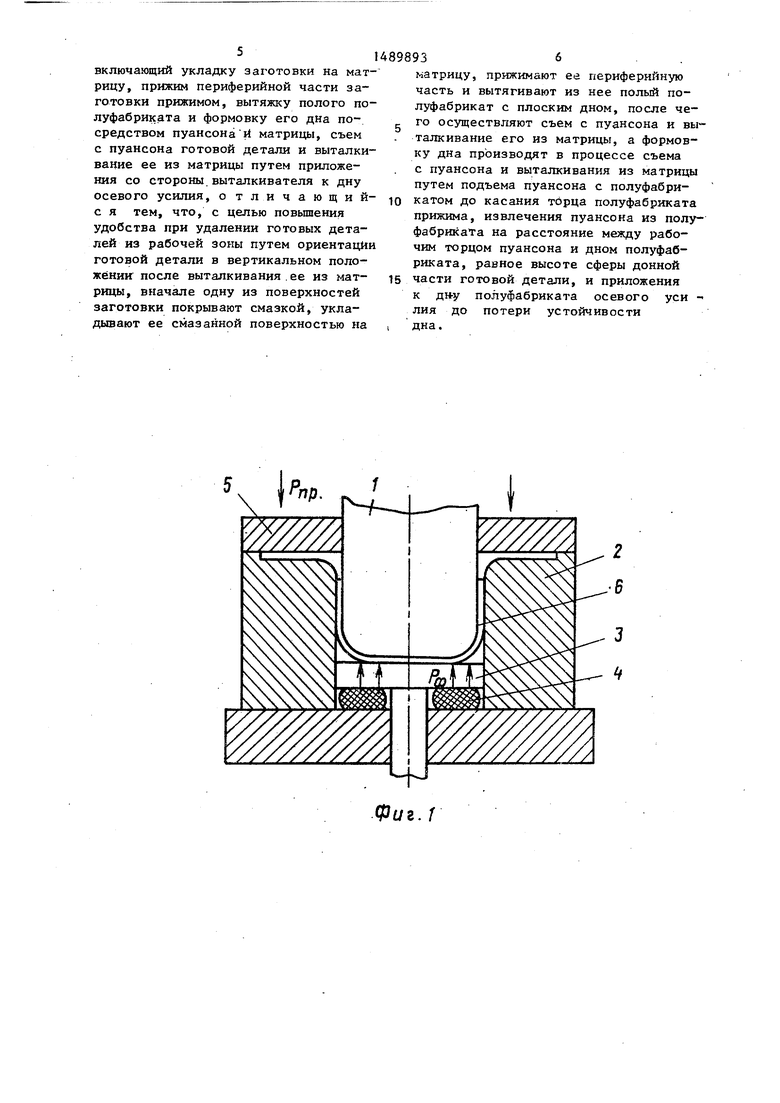
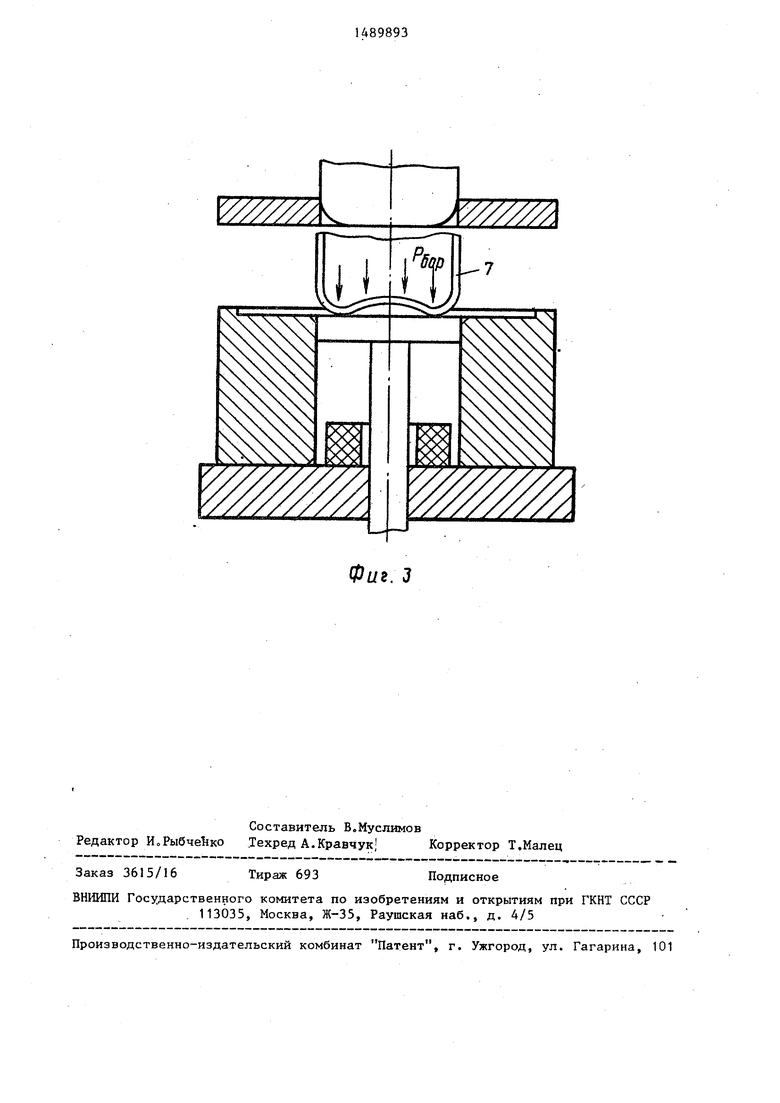
На фиг изображена схема вытяжки полого полуфабриката; на - схема формовки дна полуфабриката;на фиГоЗ - готовая деталь после ее выталкивания из матрицы.
Устройство для осуществления способа содержит соосно установленные пуансон 1 и матрицу 2, внутри которой расположен выталкиватель 3 с буфером 4 о Коаксиально пуансону J установлен прижим-съемник 5«
Позицией 6 на чертежах обозначен полый полуфабрикат, позиций 7 - готовая деталь
Способ осуществляется следующим образом,
Листовую заготовку с одной стороны покрывают смазкой и укладывают смазанной поверхностью на матрицу 2, Прижимают периферийную часть заготовки прижимом 5 и посредством пуансона 1 вытягивают полый полуфабрикат 6 с плоским дномо Затем пуансон 1 и находящийся на нем полуфабрикат б поднимают до касания торца полуфабриката 6 рабочей поверхности прижима 5, Вследствие контакта с прижи- мом-съемникрм 5 полуфабрикат 6 останавливается, а пуансон 1 из полости полуфабриката 6, Подъем пуансона 1 осурдествляют до достижения
пуансона и дном полуфабриката, равное высоте сферы донной части готовой детали, и приложения к дну полуфабриката осевого усилия до потери устойчивости дна„ После выталкивания готовой детали из матрицы 2 она остается на выталкивателе 3 прижатой к его рабочей поверхности силой атмосферного давления в строго ориентированном вертикальном положении за счет образовавшегося в полости А между дном готовой детали и выталкивателем вакуума, 3 ил.
расстояния между рабочим торцом пуансона 1 и дном полуфабриката 6, равного высоте сферы донной части готовой детали 7, После этого к дну полуфабриката 6 прикладывают осевое усилие Рф, до потери устойчивости центральной части дна, поскольку с момен- та начала съема полуфабриката 6 пуансон I не контактирует с дном полуфабриката 6, Дно полуфабриката, пластически деформируясь, изгибается внутрь и образует полость А, в которой давление воздуха ниже атмосферного вследствие герметизации места контакта-по- 1верхности дна готовой детали 7 и рабочей поверхности выталкивателя 3 масляной пленкой. После подъема пуансона 1 и прижима-съемника 5 в крайнее верхнее положение готовая деталь 7 при дальнейшем перемещении вверх выталкивателя 3 выталкивается из матрицы 2 и остается на выталкивателе 3 прижатой к его рабочей поверхности силой атмосферного давления в строго ориентированном (вертикальном) положении.
Использование данного способа обеспечивает повьшение удобства при удалении готовых деталей из рабочей зоны путем ориентации готовой детали
в вертикальном положении после вытал- киваиия ее из матрицы. Вертикальное положение готовой детали дает возможность механизации и автоматизации удаления готовых деталей из рабочей
зоны с использованием роботов.
Формула изобретен и-я
Способ изготовления полых деталей с вогнутым сферическим дном.
включающий укладку заготовки на матрицу, прижим периферийной части заготовки прижимом, вытяжку полого полуфабриката и формовку его дна посредством пуансона ri матрицы, съем с пуансона готовой детали и выталкивание ее из матрицы путем приложения со стороны.выталкивателя к дну осевого усилия, о тличающий- с я тем, что, с целью повышения удобства при удалении готовых деталей из рабочей зоны путем ориентации готовой детали в вертикальном положении после выталкивания.ее из матрицы, вначале одну из поверхностей заготовки покрывают смазкой, укладывают ее смазанной поверхностью на
матрицу, прижимают ее периферийную часть и вытягивают из нее полый полуфабрикат с плоским дном, после че- го осуществляют съем с пуансона и вы- талкивание его из матрицы, а формовку дна производят в процессе съема с пуансона и выталкивания из матрицы путем подъема пуансона с полуфабрикатом до касания торца полуфабриката прижима, извлечения пуансона из полуфабриката на расстояние между рабочим торцом пуансона и дном полуфабриката, равное высоте сферы донной
части готовой детали, и приложения к дну полуфабриката осевого уси - ЛИЯ до потери устойчивости
дна.
Фиг. Г
V/////// i
Составитель В.Муслимов Редактор ИоРыбчеЬко .Техред А.Кравчук Корректор Т.Малец
Заказ 3615/16
Тираж 693
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
JC //////A
Фиг. 3
Подписное
| Авторское свидетельство СССР ,№ 733797, кло В 2 D 22/30, 1978, |
