штампа прикреплен пуансон 2. На нижней плите 8 установлен контейнер 10 с эластичной матрицей обжима 11 и со- рсно с ним - матрица вытяжки 9, Штамп .содержит прижим-съемник 3 с матрицей обрезки 4 и разрезными ножами 5, подпружиненный относительно верхней плиты 1 и вертикально-подвижно установленный на нижней плите 8 на направляющих тягах 13. Пуансов 2 имеет
1
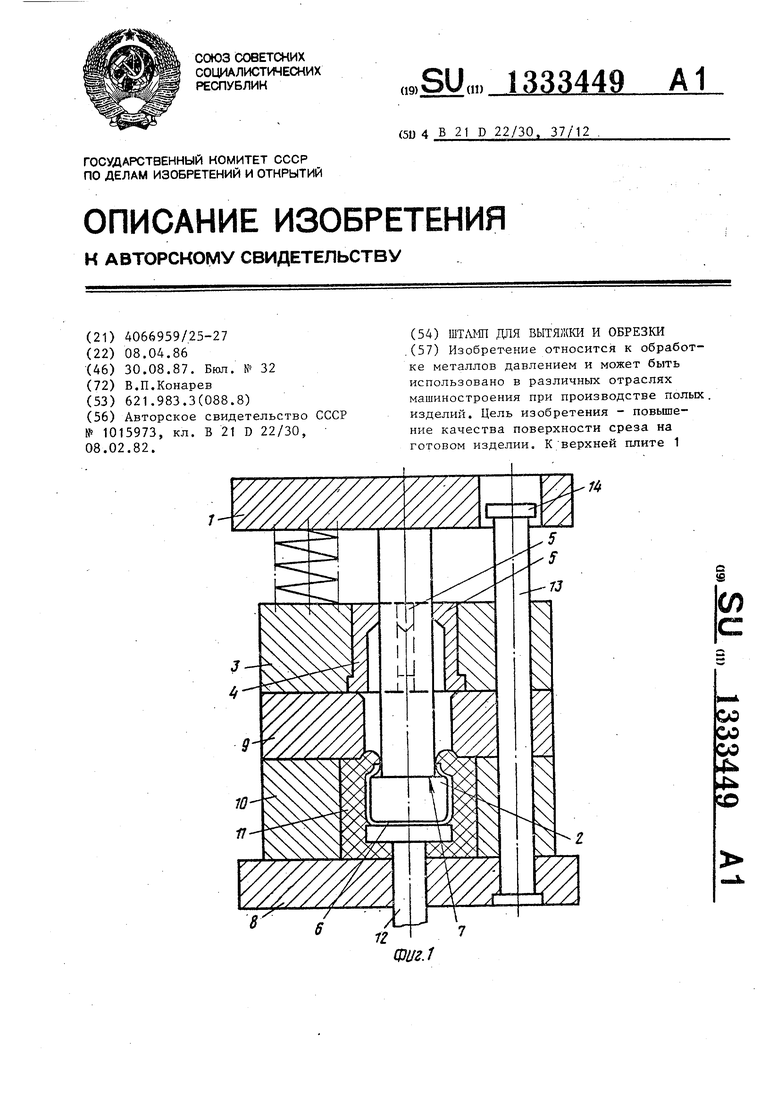
Изобретение относится к обработке металлов давлением и касается технологической оснастки для листовой штамповки.
Целью изобретения является повьш1е ние качества поверхности среза на готовом изделии.
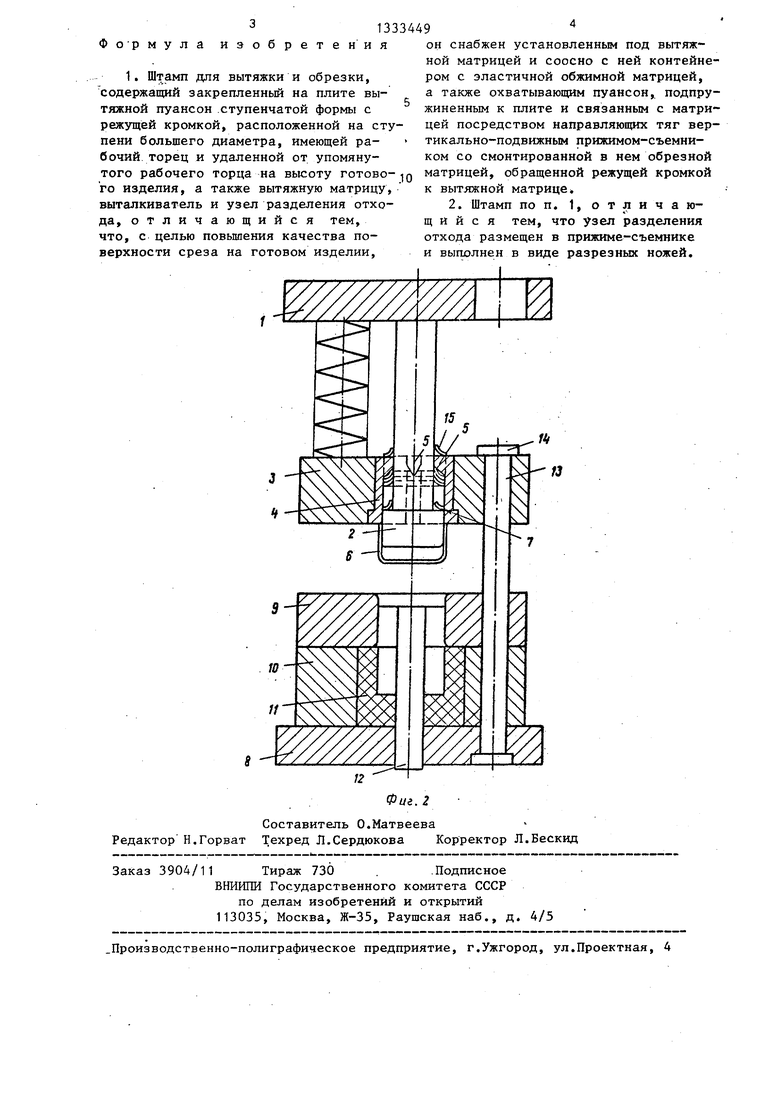
На фиг. 1 изображен штамп для вытяжки и обрезки в крайнем нижнем .положении, разрез; на фиг, 2 - штамп в процессе съема готовой детали с пуансона, разрез.
Штамп верхнюю плиту 1, на которой установлены вытяжной пуансон 2, подпружиненный прижим-съемник 3 с обрезной матрицей 4 и узел разделения отхода в виде разрезных ножей 5, установленных в окне прижима-съемника 3 на расстоянии от режущей кромки обрезной матрицы 4, пре- вьш1ающем высоту-готовой детали 6.
На вытяжном пуансоне 2 выполнена режущая кромка 7 на ступени большего диаметра, отстоящая от его торца на расстоянии, равном высоте готовой детали 6.
На нижней плите 8 установлена матрица 9 для вытяжки, под которой установлен контейнер 10 с матрицей обжима 11 детали, выполненной в виде стакана из эластичного материала высотой., больше высоты готовой детали 6 и с отверстием в дне под шток выталкивателя 12.
Прижим-съемник 3 связан с нижней плитой 8 посредством направляющих тяг 13 с упорами 14 на концах для ограничения хода прижима-съемника 3. Ход прижима-съемника 3 превьш1ает высоту готовой детали 6.
ступенчатую форму, ступень большего диаметра вытяжная и имеет режущую кромку 7. При рабочем ходе сначала происходит вытяжка в матрицу 9, затем - обжим в матрице 11. При обратном ходе отход 15, обжатый по режуще кромке 7 пуансона 2, обрезается на матрице обрезки 4, накапливается в ее полости и разделяется разрезными ножами 5. 1 э.п. ф-лы, 2 ил.
Штамп работает следующим образом. Заготовку укладьгоают на матрицу. При опускании верхней плиты 1 прижим- съемник 3 прижимает заготовку к матрице 9. Вытяжной пуансон 2 опускается в отверстие матрицы 9 и вытягивает деталь 6, при этом выталкиватель 12 опускается.
По окончании процесса вытяжки верхняя плита 1 продолжает перемещаться и пуансон 2 с деталью 6 опускается в матрицу обжима t1, которая обжимает деталь 6 по пуансону 2, загибая край детали 6 вокруг режущей кромки 7.
При Движении верхней плиты 1 вверх матрица обжима 11 принимает свою первоначальную форму, деталь 6
с пуансоном 2 выходит из матрицы 9 и приподнимает прижим-съемник 3 до упоров 14 направляющих тяг 15, после чего происходит обрезка края детали 6 между режущей кромкой 7 пуансона 2
и режущей кромкой обрезной матрицы 4.
При дальнейшем движении верхней плиты 1 вверх прижим-Съемник 3 снимает готовую деталь 6 с пуансона 2.
Отход 15 остается в прижиме-съем- нике 3 и накапливается в виде кольцевого столбика.
Пуансон 2 проталкивает отход на ножи 5, в результате чего происходит разрезка отхода, вытеснение его на верхнюю поверхность пркжима-съемни- ха 3 и удаление.
Предлагаемый штамп обеспечивает обрезку края детали между двумя режу- щими кромками, что приводит к повьш1е- нию качества поверхности среза детали.
Фо рмула иэо
1333449
р е т е н и я
он снабжен установленным под вытяжной матрицей и соосно с ней контейнером с эластичной обжимной матрицей, а также охватывающим пуансон, подпружиненным к плите и связанным с матрицей посредством направляющих тяг вертикально-подвижным прижимом-съемни- бочий торец и удаленной от упомяну- ком со смонтированной в нем обрезной того рабочего торца на высоту готово- д матрицей, обращенной режущей кромкой го изделия, а также вытяжную матрицу, к вытяжной матрице выталкиватель и узел разделения отхо- 2. Штамп по п. 1, отличаю1. Штамп для вытяжки и обрезки, содержащий закрепленный на плите вытяжной пуансон .ступенчатой формы с режущей кромкой, расположенной на ступени большего диаметра, имеющей ра-
да, отличающийся тем, что, с целью повышения качества поверхности среза на готовом изделии.
щ и и с я тем, что узел разделения отхода размещен в прижиме-съемнике и выполнен в виде разрезных ножей.
1333449
щ и и с я тем, что узел разделения отхода размещен в прижиме-съемнике и выполнен в виде разрезных ножей.
Фиг. 2
Составитель О.Матвеева Редактор Н.Горват Техред Л.Сердюкова Корректор Л.Бескид
Заказ 3904/11 Тираж 730 . .Подписное ВНИИШ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
.Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4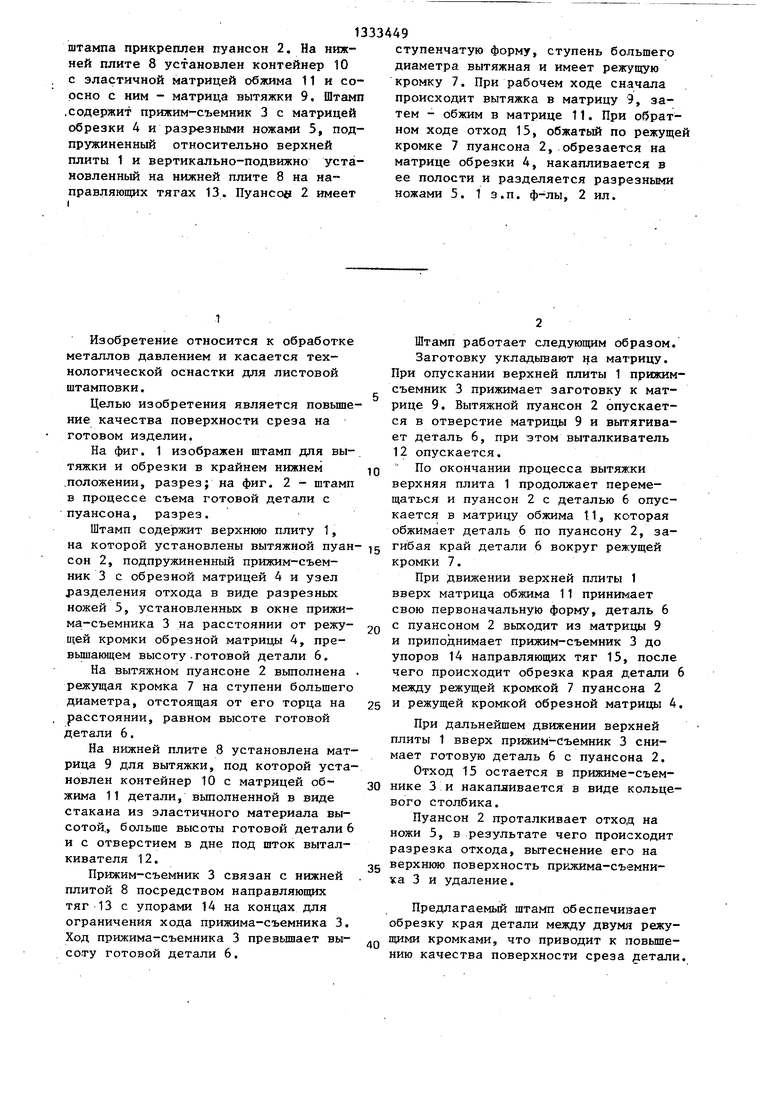
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВЫРУБКИ, ВЫТЯЖКИ И ОБРЕЗКИ ДЕТАЛЕЙ | 2003 |
|
RU2240887C1 |
| Штамп для вытяжки и обрезки | 1990 |
|
SU1784351A1 |
| Штамп для вытяжки деталей и обрезки края | 1973 |
|
SU645735A1 |
| Комбинированный штамп для вытяжки и обрезки в ленте | 1979 |
|
SU871905A1 |
| Штамп последовательного действия для вытяжки и обрезки в ленте | 1983 |
|
SU1131573A1 |
| Комбинированный штамп для выполнения разделительных и формообразующих операций на прессах двойного действия | 1981 |
|
SU958014A1 |
| Штамп для вырубки, вытяжки и обрезки | 1977 |
|
SU624687A1 |
| Штамп совмещенного действия | 1988 |
|
SU1763071A1 |
| Комбинированный штамп для вырубки, вытяжки, формовки дна детали и пробивки отверстия | 1978 |
|
SU759179A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Штамп для вытяжки и обрезки | 1982 |
|
SU1015973A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
