Изобретение относится к дуговой сварке, в частности к способам сварки с нагревом дугой, вращающейся между торцами свариваемых деталей, и может быть использовано преимущественно в производстве сварных конструкций из толстостенных труб.
Цель изобретения - повьшение качества сварных соединений толстостенных труб путем исключения коротких замыканий дугового промежутка на стадии нагрева.
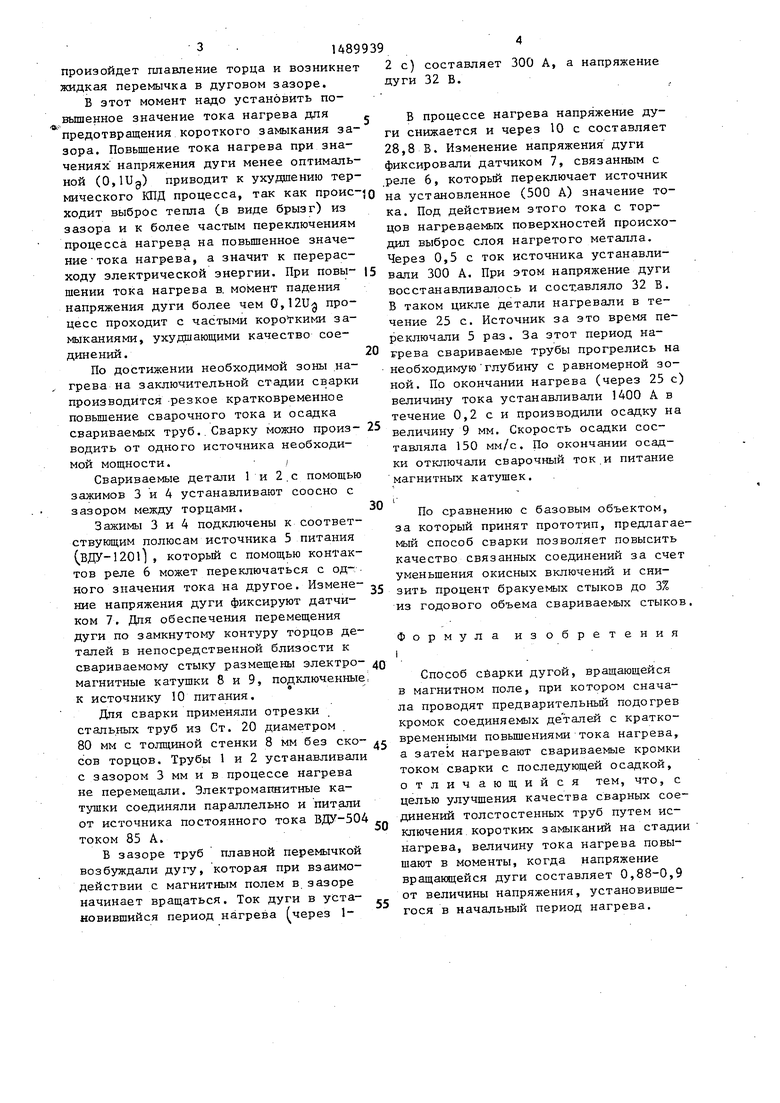
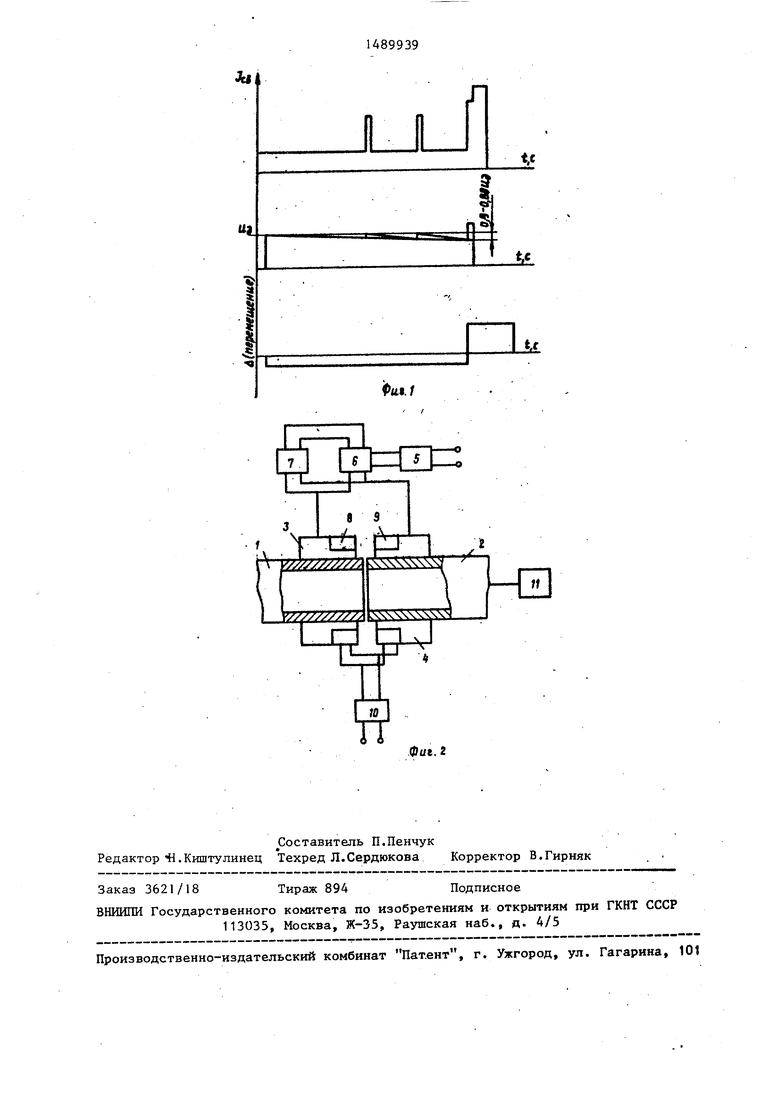
На фиг.1 показан график изменения тока сварки, напряжения дуги и перемещения во времени одной из свариваемых деталей; на фиг.2 - схема устройства для осуществления способа. , Способ сварки состоит в получении равномерного зазора между свариваемыми торцами деталей в процессе предварительного нагрева и исключения коротких замыканий, приводящих к выры- вам и резким снижениям частоты вращения дуги. Это достигается в процессе предварительного нагрева.
Экспериментально установлено, что напряжение дуги в процессе нагрева (к его концу) до появления жидкого металла на торцах падает. Эта величина падения напряжения составляет 10- 12% от установившегося напряжения дуги в начальный период нагрева (фиг.1), т.е. равна 0,88-0,9 начального напряжения дуги.
Если по достижении нижнего предела напряжения не повысить ток нагрева, то через короткий промежуток времени
L( 00
со
CD
оо со
произойдет плавление торца и возникнет жидкая перемычка в дуговом зазоре.
В этот момент надо установить повышенное значение тока нагрева для
2 с) составляет 300 А, а напряжение дуги 32 В.
л-- 5
предотвращения короткого замыкания зазора. Повьшение тока нагрева при значениях напряжения дуги менее оптимальной (OjlUg) приводит к ухудшению термического КПД процесса, так как проис-,о на установленное (500 А) значение то- ходит выброс тепла (в виде брызг) из
В процессе нагрева напряжение дуги снижается и через 10 с составляет 28,8 В. Изменение напряжения дуги фиксировали датчиком 7, связанным с .реле 6, который переключает источник
ка. Под действием этого тока с торцов нагреваемых поверхностей происходил выброс слоя нагретого металла. Через 0,5 с ток источника устанавливали 300 А. При этом напряжение дуги восстанавливалось и составляло 32 В. В таком цикле детали нагревали в течение 25 с. Источник за это время переключали 5 раз. За этот период нагрева свариваемые трубы прогрелись на необходимую глубину с равномерной зоной. По окончании нагрева (через 25 с) величину тока устанавливали 1400 А в течение 0,2 с и производили осадку на величину 9 мм. Скорость осадки составляла 150 мм/с. По окончании осадки отключали сварочный ток и питание магнитных катущек.
зазора и к более частым переключениям процесса нагрева на повышенное значение-тока нагрева, а значит к перерасходу электрической энергии. При повы- шении тока нагрева в. момент падения напряжения дуги более чем 0,12U процесс проходит с частыми короткими замыканиями, ухудшающими качество соединений .
По достижении необходимой зоны нагрева на заключительной стадии сварки производится -резкое кратковременное повышение сварочного тока и осадка свариваемых труб..Сварку можно произ- водить от одного источника необходимой мощности. /
Свариваемые детали 1 и 2.с помощью зажимов 3 и 4 устанавливают соосно с зазором между торцами.
Зажимы 3 и 4 подключены к соответствующим полюсам источника 5 питания (БДУ-1201 , который с помощью контактов реле 6 может переключаться с од-; ного значения тока на другое. Изменение напряжения дуги фиксируют датчиком 7. Для обеспечения перемещения дуги по замкнутому контуру торцов деталей в непосредственной близости к свариваемому стыку размещены электро- магнитные катушки 8 и 9, подключенные к источнику 10 питания.
Для сварки применяли отрезки стапь.ных труб из Ст. 20 диаметром
2 с) составляет 300 А, а напряжение дуги 32 В.
на установленное (500 А) значение то-
В процессе нагрева напряжение дуги снижается и через 10 с составляет 28,8 В. Изменение напряжения дуги фиксировали датчиком 7, связанным с .реле 6, который переключает источник
на установленное (500 А) значение то-
ка. Под действием этого тока с торцов нагреваемых поверхностей происходил выброс слоя нагретого металла. Через 0,5 с ток источника устанавливали 300 А. При этом напряжение дуги восстанавливалось и составляло 32 В. В таком цикле детали нагревали в течение 25 с. Источник за это время переключали 5 раз. За этот период нагрева свариваемые трубы прогрелись на необходимую глубину с равномерной зоной. По окончании нагрева (через 25 с) величину тока устанавливали 1400 А в течение 0,2 с и производили осадку на величину 9 мм. Скорость осадки составляла 150 мм/с. По окончании осадки отключали сварочный ток и питание магнитных катущек.
г
По сравнению с базовым объектом, за который принят прототип, предлагаемый способ сварки позволяет повысить качество связанных соединений за счет уменьшения окисных включений и снизить процент бракуемых стыков до 3% из годового объема свариваемых стыков.
Формула изобретения
IСпособ сйарки дугой, вращающейся в магнитном поле, при котором сначала проводят предварительный подогрев кромок соединяемых деталей с кратко
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки дугой ,вращающейся в магнитном поле | 1986 |
|
SU1366334A1 |
| СПОСОБ ДЛЯ СВАРКИ ТРУБ С НАГРЕВОМ ДУГОЙ, УПРАВЛЯЕМОЙ МАГНИТНЫМ ПОЛЕМ | 2015 |
|
RU2609578C2 |
| Способ сварки | 1989 |
|
SU1838060A3 |
| СПОСОБ ПРЕССОВОЙ СВАРКИ С НАГРЕВОМ ДЕТАЛЕЙ ДУГОЙ, УПРАВЛЯЕМОЙ МАГНИТНЫМ ПОЛЕМ | 1999 |
|
RU2181647C2 |
| Способ сварки дугой, вращающейся в магнитном поле | 1982 |
|
SU1050829A1 |
| СПОСОБ ПРЕССОВОЙ СВАРКИ | 2013 |
|
RU2574544C2 |
| Способ и устройство для сварки дугой | 1982 |
|
SU1050828A1 |
| Способ сварки дугой, вращающейся в магнитном поле | 1987 |
|
SU1692785A1 |
| Способ стыковой сварки давлением | 1985 |
|
SU1268343A1 |
| СПОСОБ ЗАЖИГАНИЯ ДУГИ С КОНТРОЛИРУЕМЫМ ПРИЛИПАНИЕМ ЭЛЕКТРОДА ПРИ РУЧНОЙ ДУГОВОЙ СВАРКЕ | 2004 |
|
RU2270080C1 |
Изобретение относится к дуговой сварке, в частности к способам сварки с нагревом дугой, вращающейся между торцами свариваемых деталей, и может быть использовано преимущественно в производстве сварных конструкций из толстостенных труб. Цель изобретения - повышение качества сварных соединений толстостенных труб путем исключения коротких замыканий дугового промежутка на стадии нагрева. Способ сварки состоит в обеспечении равномерного зазора между торцами свариваемых деталей в процессе предварительного нагрева. При падении напряжения дуги до 0,88-0,9 от установившегося напряжения дуги в начальный период нагрева производят кратковременное повышение тока дуги. Способ позволяет повысить качество сварных соединений за счет уменьшения окисных включений. 2 ил.
80 мм с толщиной стенки 8 мм без ско- дс временными повьш1ениями тока нагрева.
сов торцов. Трубы 1 и 2 устанавливали с зазором 3 мм и в процессе нагрева не перемещали. Электромагагитные катушки соединяли параллельно и питали от источника постоянного тока ВДУ-504 током 85 А.
В зазоре труб плавной перемычкой возбуждали дугу которая при взаимодействии с магнитным полем в зазоре начинает вращаться. Ток дуги в установившийся период нагрева f4epe3 150
55
а затем нагревают свариваемые кромки током сварки с последующей осадкой, отличающийся тем, что, с целью улучшения качества сварных соединений толстостенных труб путем исключения коротких замыканий на стадии нагрева, величину тока нагрева повышают в моменты, когда напряжение вращающейся дуги составляет 0,88-0,9 от величины напряжения, установившегося в начальный период нагрева.
а затем нагревают свариваемые кромки током сварки с последующей осадкой, отличающийся тем, что, с целью улучшения качества сварных соединений толстостенных труб путем исключения коротких замыканий на стадии нагрева, величину тока нагрева повышают в моменты, когда напряжение вращающейся дуги составляет 0,88-0,9 от величины напряжения, установившегося в начальный период нагрева.
Уа
Ч
3
Г
S
м.
-Е
Фие. 2
| Способ сварки дугой, вращающейся в магнитном поле | 1982 |
|
SU1050829A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ сварки дугой ,вращающейся в магнитном поле | 1986 |
|
SU1366334A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
