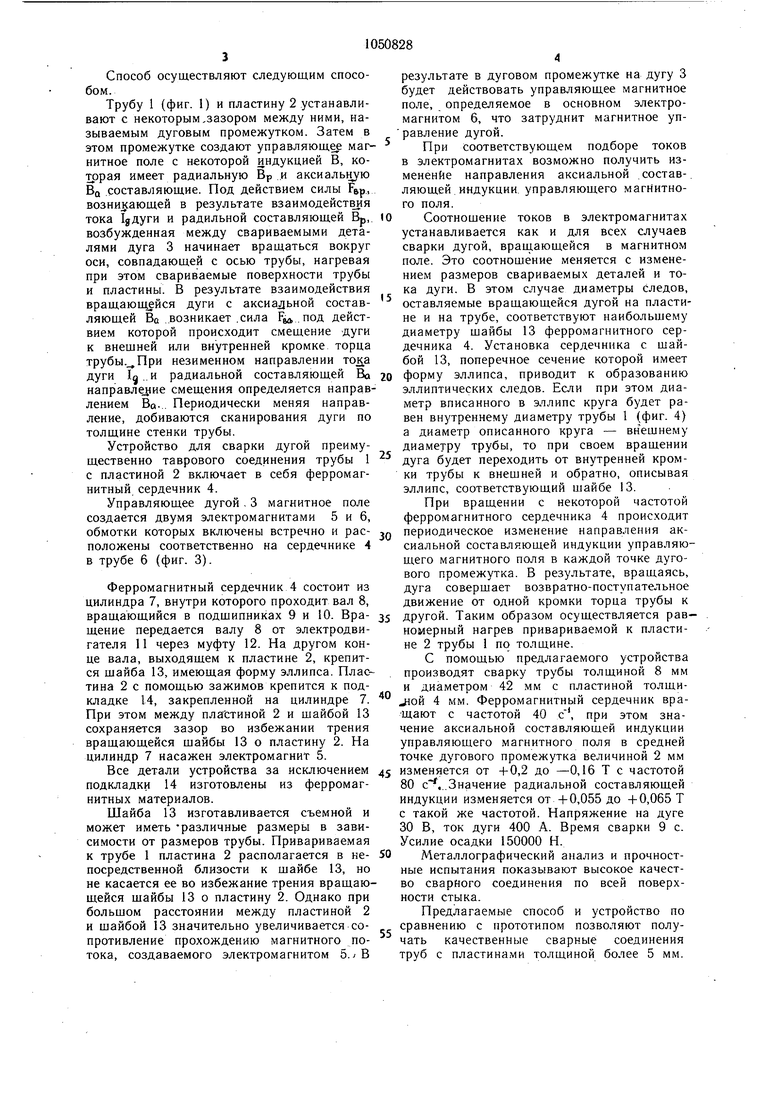
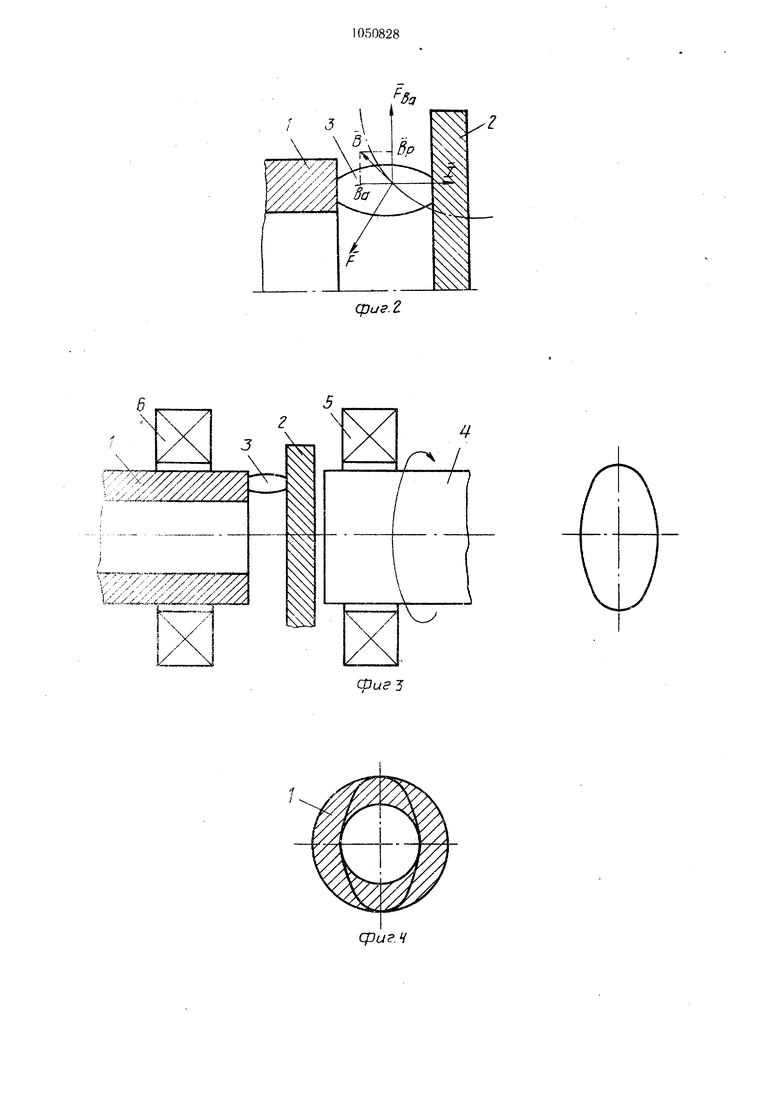
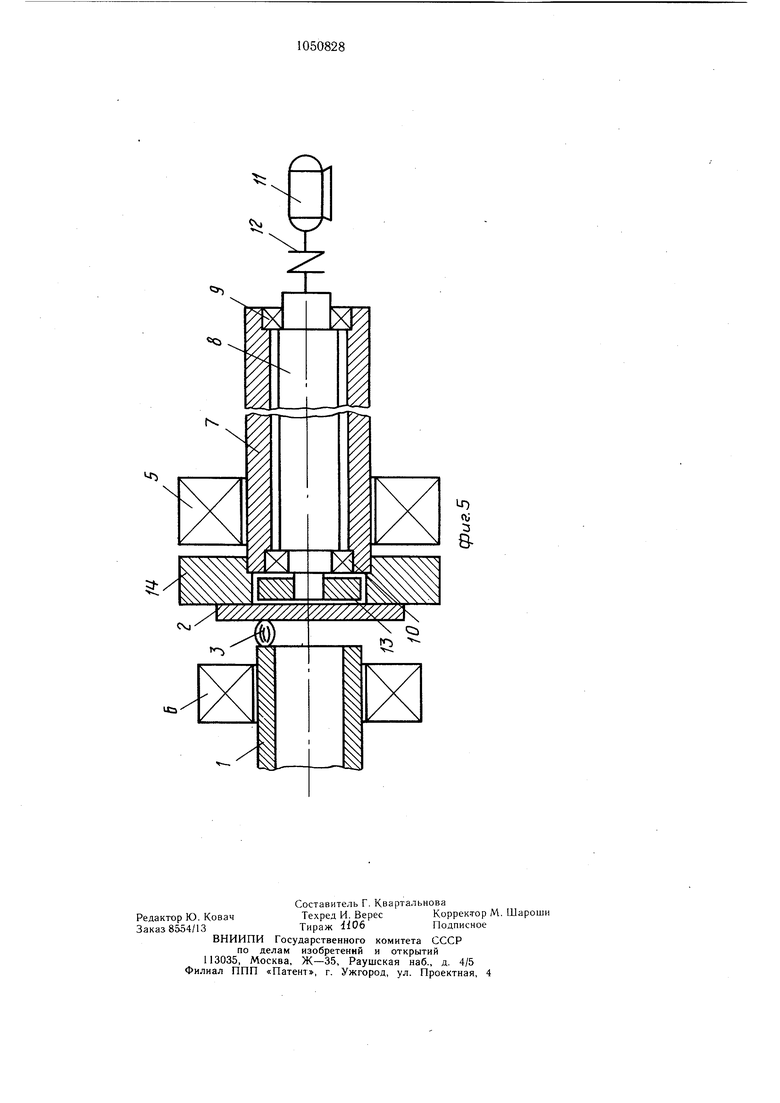
Изобретение относится к сварке, в частности к сварке дугой, вращающейся в магнитном поле, и может быть использовано при производстве сварных конструкций, состоящих из полых деталей замкнутой формы для получения тавровых соединений трубы с пластиной или таврового соединения двух труб, а также в других случаях, когда для сварки используется дуга, перемещающаяся под действием магнитного поля. Известен способ сварки электрической дугой, вращающейся в магнитном поле, которое создают с помощью двух электромагнитов, включенных встречно 1. Известен способ магнитного управления при прессовой сварке с использованием в качестве источника нагрева дуги, перемещающейся в магнитном поле, при котором с целью повыщения качества сварки и снижения расхода электроэнергии применяют импульсное магнитное поле постоянной полярности, обеспечивающее прерывистое перемещение дуги 2. Недостатком указанных способов явля-ется ухудщение качества сварки деталей толщиной более 5 мм, так как ограниченный размер активных пятен дуги, а также смещение дуги в процессе вращения, как правило, к внещней кромке торца свариваемой детали приводит к неравномерному нагреву деталей по толщине. Известен способ сварки вращающейся дугой и устройство для его осуществления, при котором перемещение дуги между торцами свариваемых -деталей происходит под действием радиального магнитного поля, а перемещение дуги по толщине торцов - под действием магнитного поля, си-3 ловые линии которого концентричны свариваемым деталям. В результате дуга перемещается по спирали, что обеспечивает более равномерный нагрев свариваемых деталей по толщине. Устройство для осуществления способа состоит из цилиндра, размещаемого внутри свариваемых труб, по которому пропускают электрический ток 3. Недостатком данного способа является то, что он пригоден в основном для сварки неповоротных стыков круглых труб ограниченной длины. Это связано с необходимостью создавать магнитные поля концентрично свариваемым деталям. При сварке деталей иного сечения и иной формы соединения поля, концентричные свариваемым деталям, получить не удается. Наиболее близким к предлагаемому по технической сущности и достигаемому эффекту является способ, сварки дугой, управляемой магнитным полем, при котором в зазоре свариваемого соединения создают магнитное поле с постоянной по направлению радиальной составляющей магнитной индукции, в известном способе путем подбора тока в электромагнитах добиваются смещения положения нуля аксиальной составляющей магнитного поля. В результате доа-игается соответствие размера следа, оставляемого вращающейся дугой на пластине, поперечному сечению трубы. Способ осуществляется устройством, содержащим две соосные установленные с зазором встречно включенные обмотки электромагнитов, а также размещаемое за пластиной ферромагнитное кольцо, внутренний диаметр которого влияет на форму и размер следа, оставляемого дугой на пластине 4. Недостатком известного способа является отсутствие управления перемещением вращающейся дуги по толщине трубы, привариваемой к пластине, в процессе сварки, что является причиной образования подрезов, несплавлений и низкого качества сварного соединения при толщине трубы более 5 мм. Цель изобретения - повыщение качества сварных тавровых соединений толстостенных труб с трубными пластинами толщиной более 5 мм путем равномерного нагрева соединяемых элементов по всей поверхности стыка. Указанная цель достигается тем, что согласно способу сварки дугой, при котором в зазоре свариваемого соединения создают управляюидее магнитное поле с постоянной по направлению радиальной составляющей магнитной индукции, управление осуществляют магнитным полем с дополнительной переменной по направлению аксиальной составляющей магнитной индукции: В устройстве для осуществления способа сварки дугой, управляемой магнитным полем,содержащем две соосно установленные с зазором встречно включенные обмотки электромагнитов и ферромагнитный элемент, последний выполнен в виде цилиндрического сердечника с щайбой на одном из его концов, имеющей форму эллипса, и установлен с возможностью поворота внутри одной из обмоток электромагнитов, щайба расположена между обмотками электромагнитов, На фиг. 1 и 2 изображено распределение управляющего магнитного поля в дуговом промежутке при сварке трубы и пластины с различным направлением аксиальной составляющей индукции управляющего магнитного поля; на фиг. 3 - схема сварки таврового соеднения трубы с пластиной; ни фиг. 4 - след, оставляемый на трубе вращающейся дугой, при эллиптической форме поперечного сечения конца ферромагнитного сердечника; на фиг. 5 - устройство для сварки дугой, управляемой магнитным полем. Способ осуществляют следующим способом. Трубу 1 (фиг. 1) и пластину 2 устанавливают с некоторым,зазором между ними, называемым дуговым промежутком. Затем в этом промежутке создают управляющее магнитное поле с некоторой индукцией В, котррая имеет радиальную Вр .и аксиальную BQ составляющие. Под действием силы Fap., возникающей в результате взаимодействия тока Гддуги и радильной составляющей Вр,. возбужденная между свариваемыми деталями дуга 3 начинает вращаться вокруг оси, совпадающей с осью трубы, нагревая при этом свариваемые поверхности трубы и пластины. В результате взаимодействия вращающейся дуги с аксиадьной составляющей BQ .возникает .сила F .под действием которой происходит смещение дуги к внещней или внутренней кромке торца трубы.При незименном направлении то.ка дуги 1д..и радиальной составляющей BQ направле 1ие смещения определяется направлением BQ... Периодически меняя направление, добиваются сканирования дуги по толщине стенки трубы. Устройство для сварки дугой преимущественно таврового соединения трубы 1 с пластиной 2 включает в себя ферромагнитный сердечник 4. Управляющее дугой . 3 магнитное поле создается двумя электромагнитами 5 и 6, обмотки которых включены встречно и расположены соответственно на сердечнике 4 в трубе 6 (фиг. 3). Ферромагнитный сердечник 4 состоит из цилиндра 7, внутри которого проходит вал 8, вращающийся в подшипниках 9 и 10. Вращение передается валу 8 от электродвигателя 11 через муфту 12. На другом конце вала, выходящем к пластине 2, крепится щайба 13, имеющая форму эллипса. Пластина 2 с помощью зажимов крепится к подкладке 14, закрепленной на цилиндре 7. При этом между пластиной 2 и шайбой 13 сохраняется зазор во избежании трения вращающейся шайбы 13 о пластину 2. На цилиндр 7 насажен электромагнит 5. Все детали устройства за исключением подкладки 14 изготовлены из ферромагнитных материалов. Шайба 13 изготавливается съемной и может иметь -различные размеры в зависимости от размеров трубы. Привариваемая к трубе 1 пластина 2 располагается в непосредственной близости к шайбе 13, но не касается ее во избежание трения вращающейся шайбы 13 о пластину 2. Однако при большом расстоянии между пластиной 2 и шайбой 13 значительно увеличивается сопротивление прохождению магнитного потока, создаваемого электромагнитом 5. В результате в дуговом промежутке на дугу 3 будет действовать управляющее магнитное поле, определяемое в основном электромагнитом б, что затруднит магнитное управление дугой. При соответствующем подборе токов в электромагнитах возможно получить изменение направления аксиальной .состав-, ляющей индукции управляющего магнитного поля. Соотношение токов в электромагнитах устанавливается как и для всех случаев сварки дугой, врац1,ающейся в магнитном поле. Это соотнощение меняется с изменением размеров свариваемых деталей и тока дуги. В этом случае диаметры следов, оставляемые вращающейся дугой на пластине и на трубе, соответствуют наибольщему диаметру щайбы 13 ферромагнитного сердечника 4. Установка сердечника с шайбой 13, поперечное сечение которой имеет форму эллипса, приводит к образованию эллиптических следов. Если при этом диаметр вписанного в эллипс круга будет равен внутреннему диаметру трубы 1 (фиг. 4) а диаметр описанного круга - внещнему диаметру трубы, то при своем вращении „, .--, .- -г- -г дуга будет переходить от внутренней кромки трубы к внешней и обратно, описывая эллипс, соответствующий шайбе 13. При вращении с некоторой частотой ферромагнитного сердечника 4 происходит периодическое изменение направления аксиальной составляющей индукции управляющего магнитного поля в каждой точке дугового промежутка. В результате, вращаясь. дуга соверщает возвратно-поступательное движение от одной кромки торца трубы к Другой. Таким образом осуществляется равномерный нагрев привариваемой к пластине 2 трубы 1 по толщине. С помощью предлагаемого устройства производят сварку трубы толщиной 8 мм и диаметром 42 мм с пластиной толщиной 4 мм. Ферромагнитный сердечник вра-щают с частотой 40 с, при этом значение аксиальной составляющей индукции управляющего магнитного поля в средней точке дугового промежутка величиной 2 мм изменяется от +0,2 до -0,16 Т с частотой 80 с,..Значение радиальной составляющей индукции изменяется от +0,055 до +0,065 Т с такой же частотой. Напряжение на дуге 30 В, ток дуги 400 А. Время сварки 9 с. Усилие осадки 150000 Н. Металлографический анализ и прочностные испытания показывают высокое качество сварного соединения по всей поверхности стыка. Предлагаемые способ и устройство по сравнению с прототипом позволяют получать качественные сварные соединения труб с пластина.ми толщиной более 5 мм.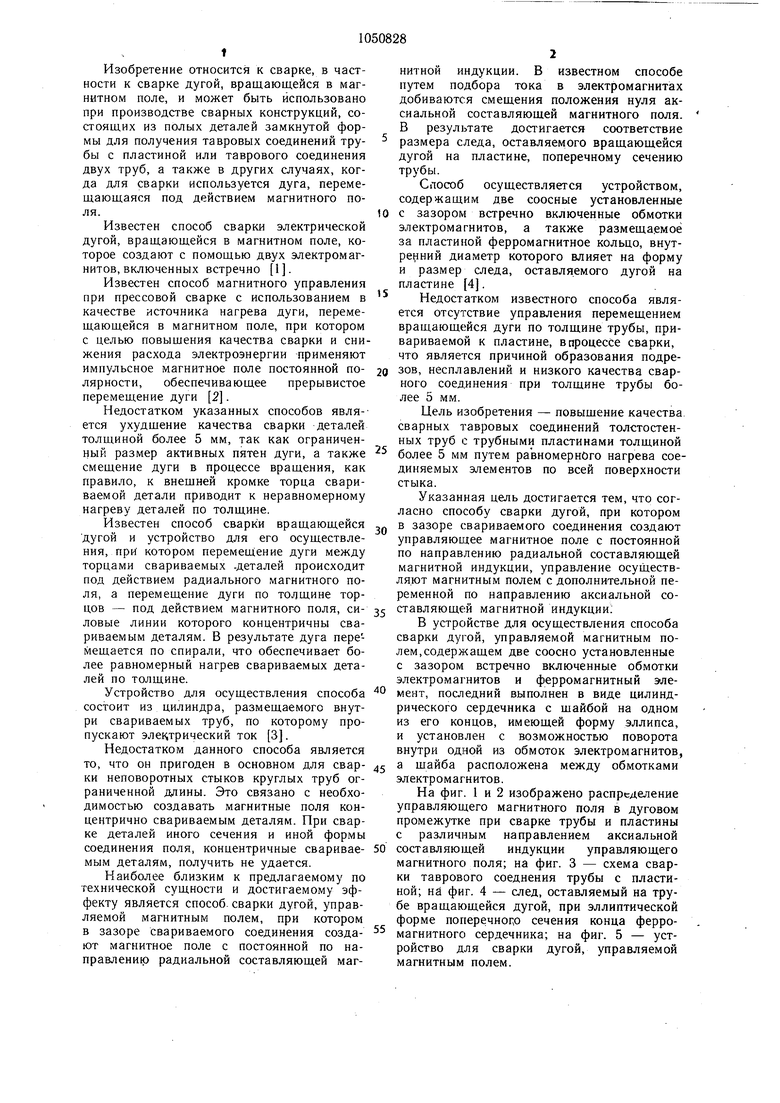
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки дугой,управляемой магнитным полем | 1984 |
|
SU1194621A1 |
| Способ сварки | 1989 |
|
SU1838060A3 |
| Способ прессовой сварки | 1982 |
|
SU1055601A1 |
| Горелка для сварки магнитоуправляемой дугой | 1986 |
|
SU1382614A1 |
| Способ сварки дугой, вращающейся в магнитном поле | 1987 |
|
SU1692785A1 |
| Способ сварки дугой, вращающейся в магнитном поле | 1988 |
|
SU1766637A2 |
| Способ сварки | 1981 |
|
SU1030118A1 |
| Способ дуговой обработки и устройство для его осуществления | 1987 |
|
SU1502239A1 |
| Способ дуговой сварки | 1979 |
|
SU867548A1 |
| Способ сварки | 1990 |
|
SU1706814A1 |
1. Способ сварки дугой, при котором в зазоре свариваемого соединения создают управляюи1ее магнитное поле с постоянной по направлению радиальной составляющей магнитной индукции, отАичающийся тем. что, с и,елью повышения качества сварных тавровы.х соединений толстостенных труб с трубными пластинами толщиной более 5 мм путем равномерного нагрева соединяемых элементов по всей поверхности стыка, управление осуществляют магнитным полем с дополнительной переменной по направлению аксиальной составляющей магнитной индукции. 2. Устройство для сварки дугой, управляемой магнитным полем, содержащее две соосно установленные с зазором встречно включенные обмотки электромагнитов и ( ферромагнитный элемент, отличающееся тем, что ферромагнитный элемент выпол(Л нен в виде цилиндрического сердечника с шайбой на одном из его концов, имеющей с: форму Эллипса, и устанонлен с возможностью поворота внутри одной из обмоток электромагнитов, а шайба расположена между обмотками элокгромагиптов. о СП О 00 1чЭ оо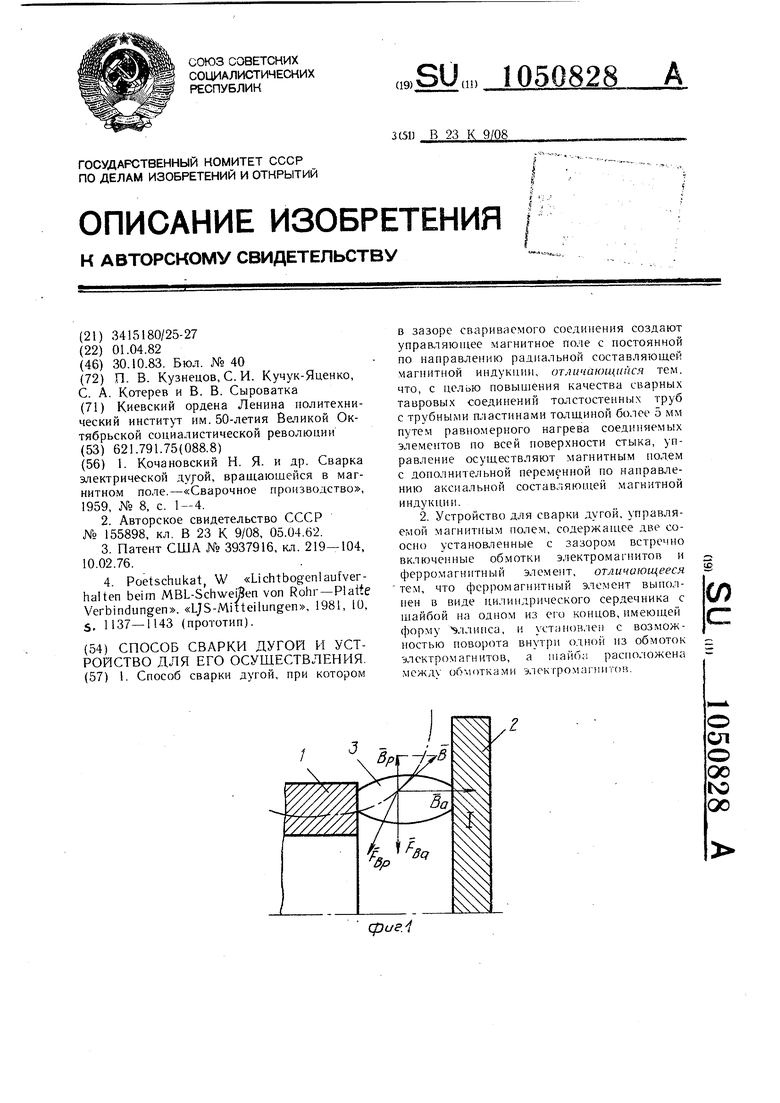
ЛЛ
LO 3
a
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Кочановский Н | |||
| Я | |||
| и др | |||
| Сварка электрической дугой, вращающейся в магнитном поле.-«Сварочное производство, 1959, № 8, с | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
