13 в положение, обеспечивающее требуемый размер зева, и отпускают стопор 20 и обойму 8, Под действием пружин 21 и 7 стопор 20 заходит в дуговой паз 6 корпуса 1, обойма 8 поворачивается вокруг корпуса 1, при этом ее паз 10 смещается относительно собачки 16, а стержень отвертки 19 возвращается в исходное положение, освобождая собачку 16. Затем в зев вводят головку крепежного элемента до расположения его стержня против кулачков 13 и поворачивают обойму 8, при этом профильная поверхность 22 кулачков 13 охватывает стержень кре
пежного элемента, собачка 16 заходит в паз 10 обоймы 8 и фиксирует последнюю относительно корпуса 1, Затем включают привод и перемещают стержень отвертки 19 к головке резьбового элемента и начинают завинчивать последний, при этом кулачки 13 обеспечивают его направление. При движении стержня отвертки 19 ее буртик 18 выводит собачку 16 из паза 10 обоймы 8, которая под Действием пружины 7 поворачивается вокруг корпуса 1 и через зубчатые.колеса 9 и 14 поворачивает кулачки 13, которые пропускают головку крепежного элемента. 7 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки крепежных элементов | 1987 |
|
SU1511103A1 |
| Ударно-импульсный вращательный механизм | 1981 |
|
SU969512A1 |
| Ударно-импульсный вращательный механизм | 1980 |
|
SU954205A1 |
| Ручной ткацкий станок для изготовления косынок | 1948 |
|
SU78801A1 |
| Автоматический ключ для свинчивания и развинчивания насосных штанг | 1986 |
|
SU1350325A1 |
| Ударный гайковерт | 1991 |
|
SU1819753A1 |
| Винтоверт | 1985 |
|
SU1305019A1 |
| ХИРУРГИЧЕСКИЙ СШИВАЮЩИЙ АППАРАТ МНОГОКРАТНОГО ИСПОЛЬЗОВАНИЯ (ВАРИАНТЫ) И СПОСОБ ЕГО ОБРАБОТКИ (ВАРИАНТЫ) | 2009 |
|
RU2488358C2 |
| ШАРНИРНО-ПОВОРОТНЫЕ ЗАГРУЗОЧНЫЕ МОДУЛИ ДЛЯ ХИРУРГИЧЕСКИХ СШИВАЮЩИХ СКОБКАМИ И ОТРЕЗНЫХ ИНСТРУМЕНТОВ | 2009 |
|
RU2491027C2 |
| ХИРУРГИЧЕСКИЙ СШИВАЮЩИЙ АППАРАТ С МЕХАНИЗМОМ ЗАПУСКА, ЧУВСТВИТЕЛЬНЫМ К НАГРУЗКЕ | 2009 |
|
RU2499567C2 |
Изобретение относится к оснастке механизированного инструмента. Цель изобретения - расширение технологических возможностей. Сначала перемещением стержня отвертки 19 в сторону кулачков 13 выводят собачку 16 из паза 10 обоймы 8.Затем освобождают стопор 20 и поворачивают обойму 8 вокруг корпуса 1 до тех пор,пока зубчатое колесо 9 обоймы 8 не повернет зубчатые колеса 14 с кулачками 13 в положение, обеспечивающее требуемый размер зева, отпускают стопор 20 и обойму 8. Под действием пружин 21 и 7 стопор 20 заходит в дуговой паз 6 корпуса 1, обойма 8 поворачивается вокруг корпуса 1, при этом ее паз 10 смещается относительно собочки 16, а стержень отвертки 19 возвращается в исходное положение, освобождая собачку 16. Затем в зев вводят головку крепежного элемента до расположения его стержня против кулачков 13 и поворачивают обойму 8, при этом профильная поверхность 22 кулачков 13 охватывает стержень крепежного элемента, собачка 16 заходит в паз 10 обоймы 8 и фиксирует последнюю относительно корпуса 1. Затем включают привод и перемещают стержень отвертки 19 к головке резьбового элемента и начинают завинчивать последний, при этом кулачки 13 обеспечивают его направление. При движении стержня отвертки 19 ее буртик 18 выводит собачку 16 из паза 10 обоймы 8, которая под действием пружины 7 поворачивается вокруг корпуса 1 и через зубчатые колеса 9 и 14 поворачивает кулачки 13, которые пропускают головку крепежного элемента. 7 ил.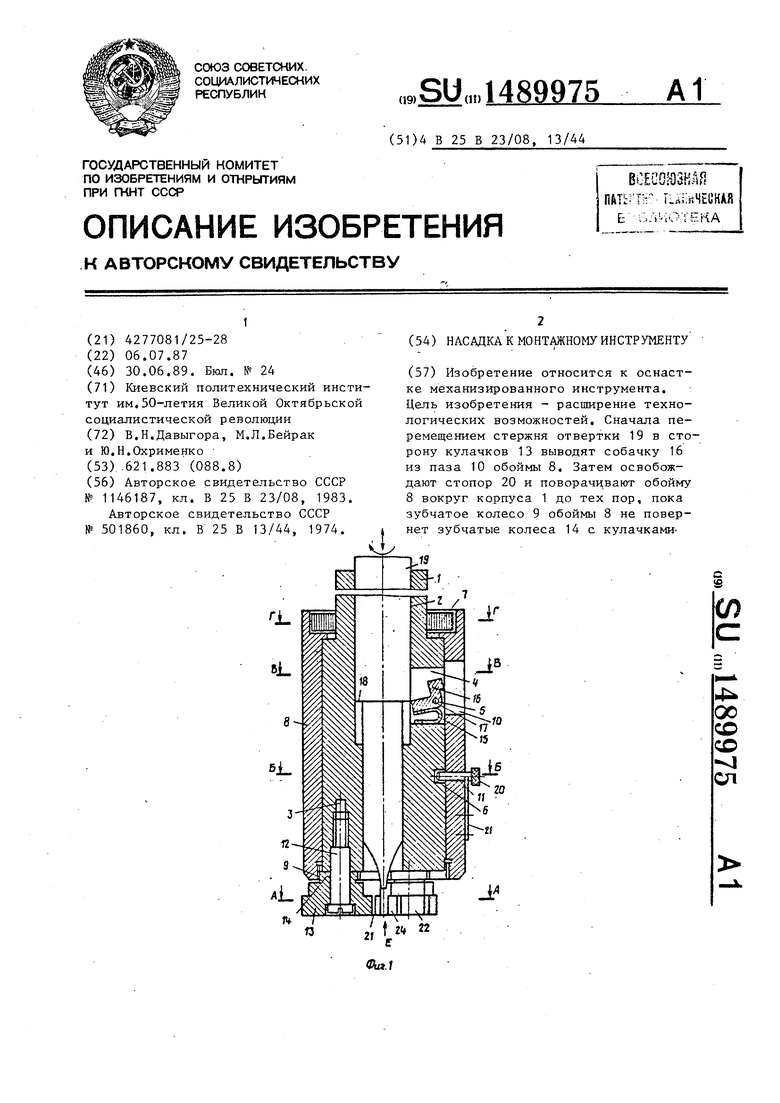
Изобретение относится к механизированному инструменту, в частности к оснастке винтовертов, и может быть использовано в различных отраслях промышленности для сборки и разборки разъемных соединений.
Цель изобретения - расширение технологических возможностей за счет обеспечения захвата различных типоразмеров винтов.
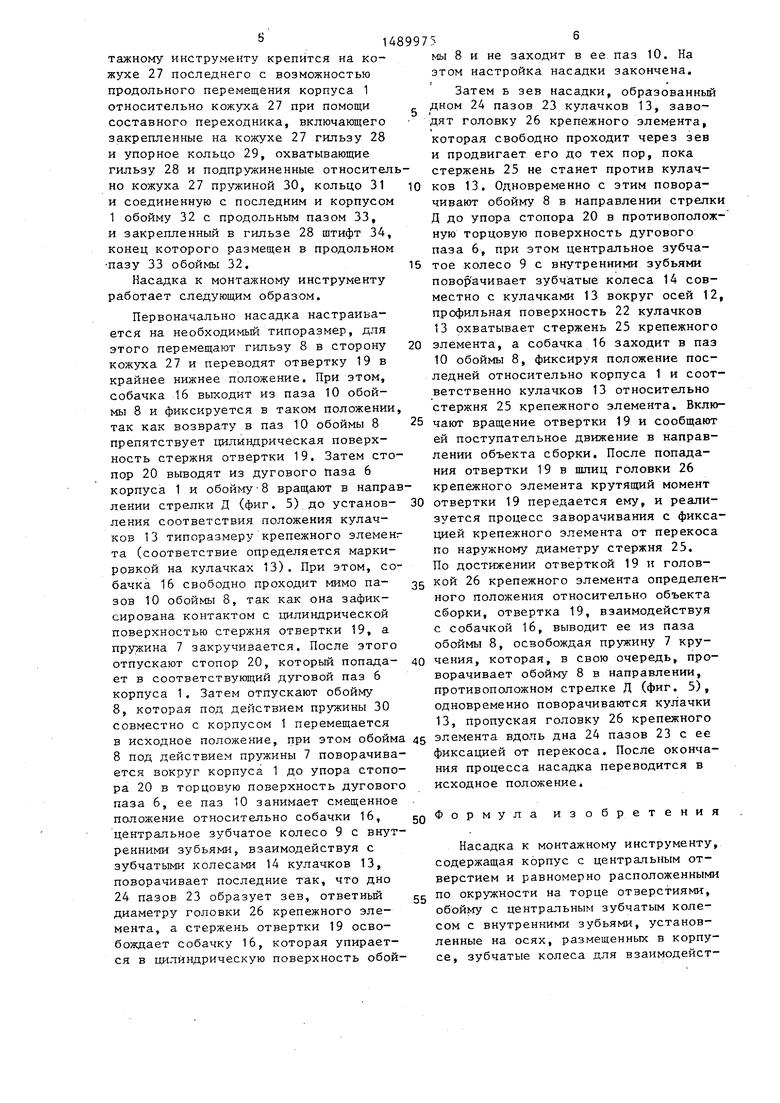
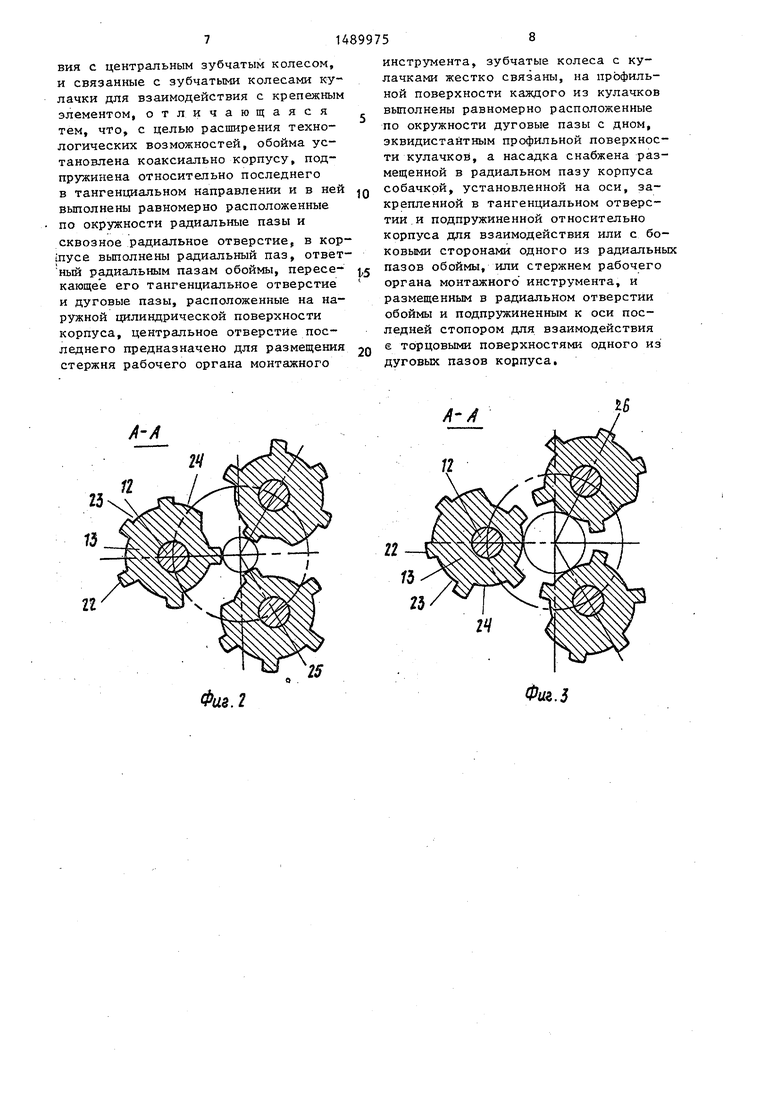
На-фиг. 1 изображена насадка к монтажному инструменту, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1, в положении захвата крепежного элемента за стержень; на фиг. 3 то же, в положении захвата крепежного элемента за головку; на фиг. 4 - разрез Б-Бнафиг, 1; на фиг. 5 - разрез В-В на фиг.1; на фиг. 6 - разрез Г-Г на фиг. 1; на фиг. 7 - крепление насадки на монтажном инструменте.
Насадка к монтажнойу инструменту содержит корпус 1 с центральным сквозным ступенчатым отверстием 2 с равномерно расположенными по окружности на торце отверстиями 3, оси которых параллельны оси ступенчатого отверстия 2, радиальным пазом 4, пересекающим его под прямым углом тангенциальным отверстием 5 и равномерно расположенными по окружности на наружной цилиндрической поверхности корпуса 1 дуговыми пазами 6, установленную коаксиально корпусу 1 и подпружиненную относительно последнего в тангенциальном направлении пружиной 7 обойму 8, выполненную за одно цел.ое с центральным зубчатым колесом
5
0
5
0
5
0
5
9с внутренними зубьями, сквозными радиальными пазами 10, ответными радиальному пазу 4 корпуса 1, и радиальным отверстием 11, закрепленные в отверстиях 3 оси 12, установленный на каждой из осей 12 с возможностью поворота кулачок 13 с зубчатым колесом 14 на конце для взаимодействия
с зубчатым колесом.9. В радиальном пазу 4 корпуса 1 размещена подпружиненная относительно него пружиной 15 собачка 16, которая установлена с возможностью поворота вокруг оси 17, закрепленной в тангенциальном отверстии 5, и предназначена для периодического взаимодействия или с буртиком 18 рабочего органа отвертки 19 монтажного инструмента или боковыми стенками одного из радиальных пазов 10 обоймы 8. В радиальном отверстии 11 обоймы 8 размещен стопор 20, подпружиненньм к оси обоймы 8 пружиной 21, для взаимодействия со стенками одного из дуговых пазов 6. На профильной поверхности 22 кулачка 13 выполнены равномерно расположенные по окружности дуговые пазы 23 так, что их дно 24 эквидистантно профильной поверхности 22. Кривизна профильной поверхности 22 дна 24 паза 23 каждого из кулачков 13 выбраны из условия обеспечения совместно с соответствующими поверхностями дру- 1ГИХ кулачков 13 размера зева, равного диаметрам стержня 25 или головки
26 затягиваемого резьбового элемента. Число сквозных радиальных пазов
10обоймы 8 равно числу дуговых пазов 23 кулачков 13. Насадка к мон15
тажному инструменту крепится на кожухе 27 последнего с возможностью продольного перемещения корпуса 1 относительно кожуха 27 при помощи составного переходника, включающего закрепленные на кожухе 27 гильзу 28 и упорное кольцо 29, охватывающие гильзу 28 и подпружиненные относительно кожуха 27 пружиной 30, кольцо 31 ю и соединенную с последним и корпусом 1 обойму 32 с продольным пазом 33, и закрепленный в гильзе 28 штифт 34, конец которого размещен в продольном пазу 33 обоймы 32,
Насадка к монтажному инструменту работает следующим образом.
Первоначально насадка настраивается на необходимый типоразмер, для этого перемещают гильзу 8 в сторону кожуха 27 и переводят отвертку 19 в крайнее нижнее положение. При этом, собачка 16 выходит из паза 10 обоймы 8 и фиксируется в таком положении, так как возврату в паз 10 обоймы 8 препятствует цилиндрическая поверхность стержня отвертки 19, Затем стопор 20 выводят из дугового паза 6 корпуса 1 и обойму8 вращают в направлении стрелки Д (фиг, 5) до уставов- 30 ления соответствия положения кулачков 13 типоразмеру крепежного элеменг та (соответствие определяется маркировкой на кулачках 13), При этом, собачка 16 свободно проходит мимо пазов 10 обоймы 8, так как она зафиксирована контактом с цилиндрической поверхностью стержня отвертки 19, а пружина 7 закручивается. После этого отпускают стопор 20, который попадает в соответствующий дуговой паз 6 корпуса 1, Затем отпускают обойму 8, которая под действием пружины 30 совместно с корпусом 1 перемещается
мы 8 и не заходит в ее паз 10, На этом настройка насадки закончена.
I,
Затем в зев насадки, образованный дном 24 пазов 23 кулачков 13, заводят головку 26 крепежного элемента, которая свободно проходит через зев и продвигает его до тех пор, пока стержень 25 не станет против кулачков 13, Одновременно с этим поворачивают обойму 8 в направлении стрелки Д до упора стопора 20 в противоположную торцовую поверхность дугового паза 6, при этом центральное зубчатое колесо 9 с внутренними зубьями повор ачивает зубчатые колеса 14 совместно с кулачками 13 вокруг осей 12 профильная поверхность 22 кулачков 13 охватывает стержень 25 крепежного
20 элемента, а собачка 16 заходит в паз 10 обоймы 8, фиксируя положение последней относительно корпуса 1 и соответственно кулачков 13 относительно стержня 25 крепежного элемента, Вклю25 чают вращение отвертки 19 и сообщают ей поступательное движение в направлении объекта сборки. После попадания отвертки 19 в шлиц головки 26 крепежного элемента крутящий момент отвертки 19 передается ему, и реализуется процесс заворачивания с фиксацией крепежного элемента от перекоса по наружному диаметру стержня 25, По достижении отверткой 19 и голов-
35 кой 26 крепежного элемента определенного положения относительно объекта сборки, отвертка 19, взаимодействуя с собачкой 16, выводит ее из паза обоймы 8, освобождая пружину 7 кручения, которая, в свою очередь, проворачивает обойму 8 в направлении, противоположном стрелке Д (фиг, 5), одновременно поворачиваются кулачки 13, пропуская головку 26 крепежного
40
в исходное положение, при этом обойма 45 элемента вдоль дна 24 пазов 23 с ее 8 под действием пружины 7 поворачива- фиксацией от перекоса. После оконча- ется вокруг корпуса 1 до упора стопора 20 в торцовую поверхность дугового паза 6, ее паз 10 занимает смещенное
ния процесса насадка переводится исходное положение.
положение относительно собачки 16, центральное зубчатое колесо 9 с внутренними зубьями, взаимодействуя с 3y64aTbDvw колесами 14 кулачков 13, поворачивает последние так, что дно 24 пазов 23 образует зев, ответньй диаметру головки 26 крепежного элемента, а стержень отвертки 19 освобождает собачку 16, которая упирается в цилиндрическую поверхность обой5
0
мы 8 и не заходит в ее паз 10, На этом настройка насадки закончена.
I,
Затем в зев насадки, образованный дном 24 пазов 23 кулачков 13, заводят головку 26 крепежного элемента, которая свободно проходит через зев и продвигает его до тех пор, пока стержень 25 не станет против кулачков 13, Одновременно с этим поворачивают обойму 8 в направлении стрелки Д до упора стопора 20 в противоположную торцовую поверхность дугового паза 6, при этом центральное зубчатое колесо 9 с внутренними зубьями повор ачивает зубчатые колеса 14 совместно с кулачками 13 вокруг осей 12, профильная поверхность 22 кулачков 13 охватывает стержень 25 крепежного
0 элемента, а собачка 16 заходит в паз 10 обоймы 8, фиксируя положение последней относительно корпуса 1 и соответственно кулачков 13 относительно стержня 25 крепежного элемента, Вклю5 чают вращение отвертки 19 и сообщают ей поступательное движение в направлении объекта сборки. После попадания отвертки 19 в шлиц головки 26 крепежного элемента крутящий момент отвертки 19 передается ему, и реализуется процесс заворачивания с фиксацией крепежного элемента от перекоса по наружному диаметру стержня 25, По достижении отверткой 19 и голов-
5 кой 26 крепежного элемента определенного положения относительно объекта сборки, отвертка 19, взаимодействуя с собачкой 16, выводит ее из паза обоймы 8, освобождая пружину 7 кручения, которая, в свою очередь, проворачивает обойму 8 в направлении, противоположном стрелке Д (фиг, 5), одновременно поворачиваются кулачки 13, пропуская головку 26 крепежного
0
элемента вдоль дна 24 пазов 23 с фиксацией от перекоса. После окон
ния процесса насадка переводится исходное положение.
Формула изобретения
Насадка к монтажному инструменту, содержащая корпус с центральным отверстием и равномерно расположенными по окружности на торце отверстиями, обойму с центральным зубчатым колесом с внутренними зубьями, установенные на осях, размещенных в корпусе, зубчатые колеса для взаимодейст
ВИЯ с центральным зубчатым колесом, и связанные с зубчатыми колесами кулачки для взаимодействия с крепежным элементом, отличающаяся тем, что, с целью расширения технологических возможностей, обойма установлена коаксиально корпусу, подпружинена относительно последнего в тангенциальном направлении и в ней выполнены равномерно расположенные по окружности радиальные пазы и
сквозное радиальное отверстие, в кор inyce выполнены радиальный паз, ответ ный радиальным пазам обоймы, переев- кающее его тангенциальное отверстие и дуговые пазы, расположенные на наружной цилиндрической поверхности корпуса, центральное отверстие последнего предназначено для размещения стержня рабочего органа монтажного
Фив. 2
инструмента, зубчатые колеса с кулачками жестко связаны, на профильной поверхности каждого из кулачков выполнены равномерно расположенные по окружности дуговые пазы с дном, эквидистайтным профильной поверхности кулачков, а насадка снабжена размещенной в радиальном пазу корпуса собачкой, установленной на оси, закрепленной в тангенциальном отверстии и подпружиненной относительно корпуса для взаимодействия или с боковыми сторонами одного из радиальных пазов обоймы, или стержнем рабочего органа монтажного инструмента, и размещенным в радиальном отверстии обоймы и подпружиненным к оси последней стопором для взаимодействия е торцовыми поверхностями одного из дуговьк пазов корпуса.
Фа.5
Фиг. ч Г- Г
Фиг.6
Редактор И.Сегляник
Составитель Ю.Сергеев
Техред Л.Сердюкова Корректор.и.Муска
Заказ 3625/20
Тираж 778
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
д-В
Фиг. 5
29
28
;5
Фиг.1
Подписное
| Насадка к монтажному инструменту | 1983 |
|
SU1146187A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Патрон для вывертывания шпилек | 1974 |
|
SU501860A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
