Известны станки для светления металла и удаления пороков на нем, снабженные двумя иарами рабочих роликов, иолучающих вращение вокруг своей оси посредством планетарной передачи, механизмом вращения буксы, механизмом привода планетарной передачи, механизмом качения и наждачным станком. Однако при этом наждачный станок вручную перемещают на штанге, а самой щтанге вручную придают вращательное движение.
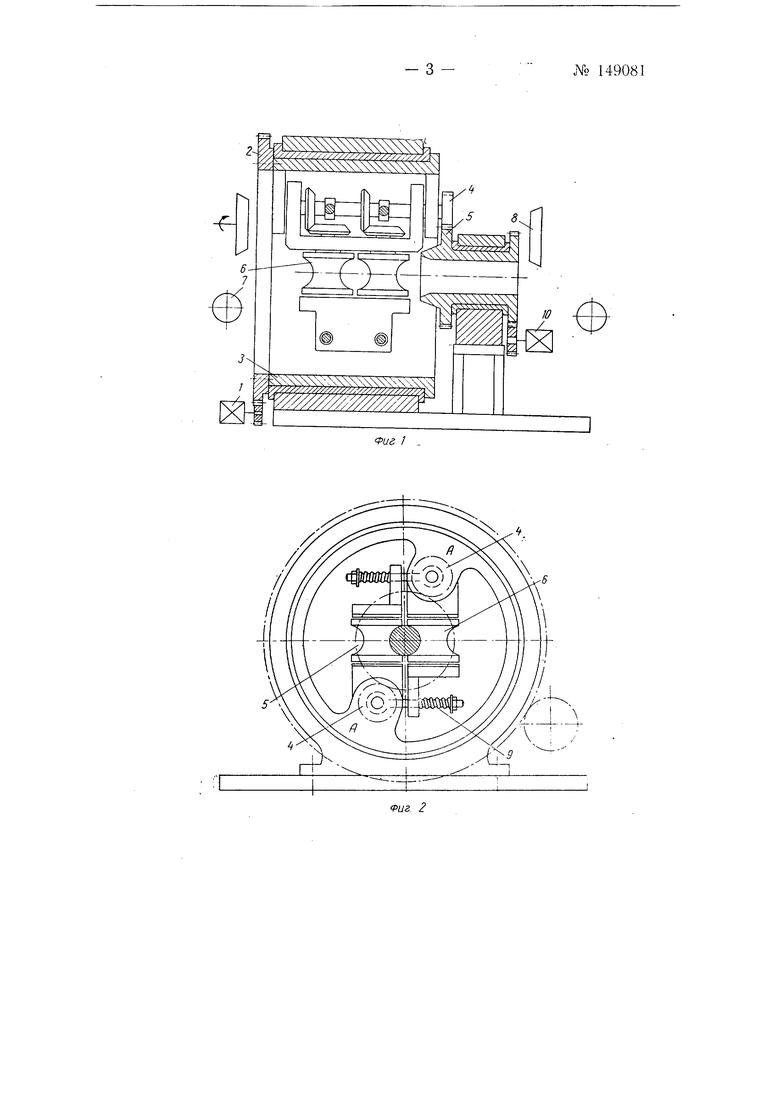
Предлагаемый станок отличается от известных тем, что вращательное движение буксы и вращение роликов вокруг своей оси посредством планетарной передачи придают штанге вращательно-поступателыше (винтовое) движение, а относительно роликов штанга совершает только поступательное движение. Такое выполнение станка обеспечивает возможность светления металла с наличие.м кривизны и заусенцевНа фиг. 1 и 2 изображен предлагаемый станок, в двух проекциях.
Станок состоит из привода вращения буксы, привода планетарной передачи, планетарной ишстерни трансмиссии роликов, тянущих роликов, (4 ujTyKH), центральной шестерни в стойке, механизма регулировки роликов при перестройках с одного профиля па другой, стационарно установленного качающегося паждака, нгестерни прнвода буксы стайка, трансмиссионного вала привода роликов.
В зависи.мости от характера обработки станок задает штанге необходимое движение. При светлении металла «з.мейкой штанга движется по винтовой линии с шагом 250-300 мм, а при удалении пороков (закат, царапина и другие) штанга перемещается только поступательно. Винтовое движение с плагом 10 мм задается штапге при сплошной обдирке.
В зависимости от того, какое движение необходимо придать штапге, в работе станка принимают участие те или другие его механизмь;. В основу станка заложен принцип планетарных передач.
№ 149081- 2 При светлении металла «змейкой станок работает следующим образом. От привода / через шестерню 2 букса 3 получает враш,ательное движение. Букса имеет приливы Л (см. фиг. 2), в которых работает трансмиссионный вал с планетарной шестерней 4 на конце. Когда букса 3 приходит во вращение, то одновременно с ней планетарная щестерня 4, обегая вокруг центральной шестерни 5, приводит во вращение ролики 6Штанга, подвергаемая светлению, движется по рольгангу 7 и поступает в ролики 6, которые сообщают ей поступательное движение. Вследствие того, что ролики вместе с буксой находятся во вращательном движении, то зажатой между роликами штанге передается это вращательное движение.
Скорость вращения буксы и роликов подобраны так, что стационарно установлен1НЬ й качающийся наждак 8 наносит на выходящую из станка штангу винтовую линию с шагом 250-300 мм. Такой шаг при светлении металла обусловлен ГОСТом. Перестройка с одного профиля на другой осуществляется за счет поджатия пружин 9 механизма регулировки роликов.
Для удаления пороков тянущие ролики приводятся во вращение от привода 10; штанга в этом случае получает только поступательное движение, и качающийся наждак 8 легко удаляет порок.
Сплошная обдирка штанг производится при одновременной работе приводов / и 10. Скорость врашения роликов 6 снижена за счет вращения шестерни 5 настолько, что поступательная скорость штанги очень мала, в то время как штанга все время находится во вращательном движении. В этом случае качающийся наждак 8 производит сплошную обдирку круглых штанг.
Предмет изобретения
Станок для светления металла и удаления пороков на нем, снабженный двумя парами рабочих роликов, получающих вращение вокруг своей оси посредством планетарной передачи, механизмом вращения буксы, механизмом привода планетарной передачи, механизмом качения, наждачным станком, отличающийся тем, что, с целью обеспечения возможности светления металла с наличием кривизны и заусенцев, вращательное движение буксы и вращение роликов вокруг своей оси посредством планетарной передачи придают щтанге вращательнопоступательное (винтовое) движение, а относительно роликов щтанга сговерщает только поступательное движение.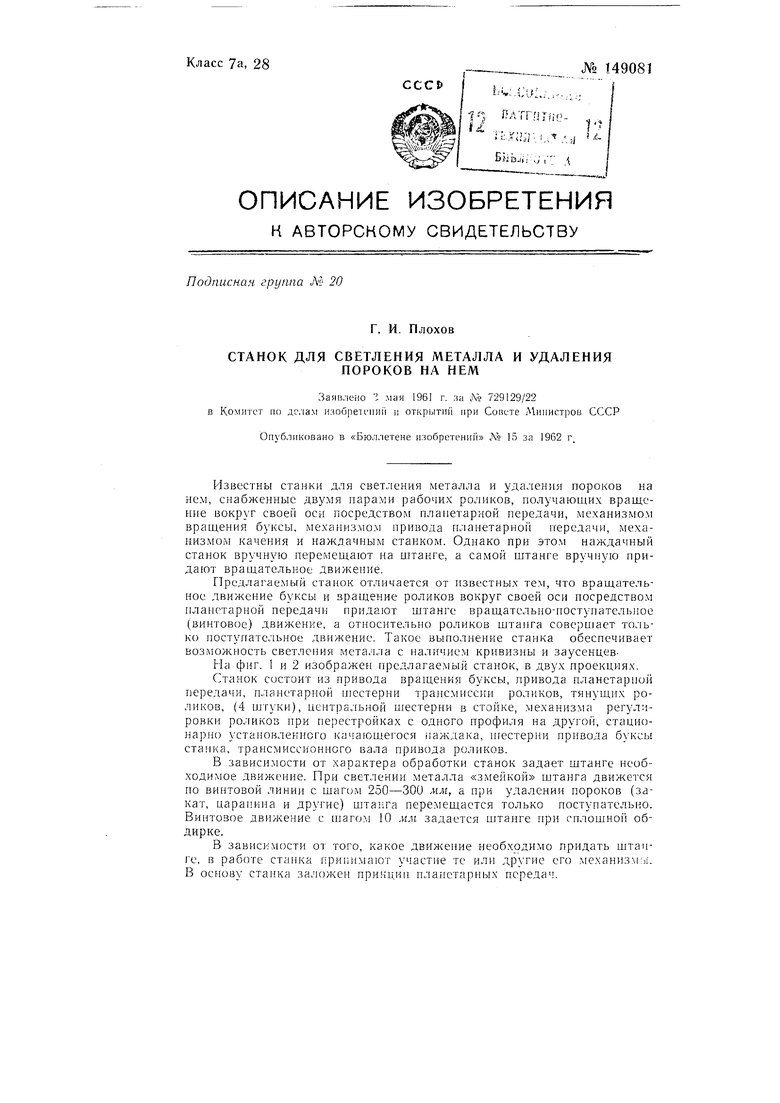
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для вытяжки сердечников (стержней) из пустотелой буровой стали | 1960 |
|
SU133035A1 |
| Установка для светления металла квадратных профилей | 1960 |
|
SU138831A1 |
| Станок для светления металла круглых профилей | 1960 |
|
SU136204A1 |
| СТАНОК ДЛЯ ТОЧКИ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ (СТЕКЛЯННЫХ ЛИНЗ) | 1926 |
|
SU11292A1 |
| Передвижной ударно-вращательный станок для бурения неглубоких скважин | 1945 |
|
SU68933A1 |
| Очистной комбайн | 1945 |
|
SU67676A1 |
| Станок для светления сортового металла | 1958 |
|
SU117278A1 |
| Фрезерный станок | 1961 |
|
SU149012A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ПРОВОЛОКИ ПРИ ЕЕ ПЕРЕМАТЫВАНИИ С ОДНОГО БУНТА НА ДРУГОЙ | 1939 |
|
SU63489A1 |
| Станок для точки кардной гарнитуры шляпок | 1954 |
|
SU100815A1 |