Известны фрезерные станки для вырезания отверстий в стенках труб посредством установленной на консольных шпинделях корончатой фрезы.
Описываемый фрезерный станок отличается от известных тем, что шпиндель станка вьгполнен поль1м к сквозь него пропуш,ена штанга, закрепленная в кор-пусе станка в радиально-упорных подшипниках, конец которой связывается со стенкой трубы в центре вырезаемого отверстия, например, при помоши резьбы, выполненной в гайке, привариваемой к трубе.
В станке также применена муфта предельного момента, устанавливаемая в лриводе главного шпинделя.
Такое выполнение станка устраняет опасность поломок вследствиезаклинивания фрезы при окончании фрезерования (отделении вырезанного кружка).
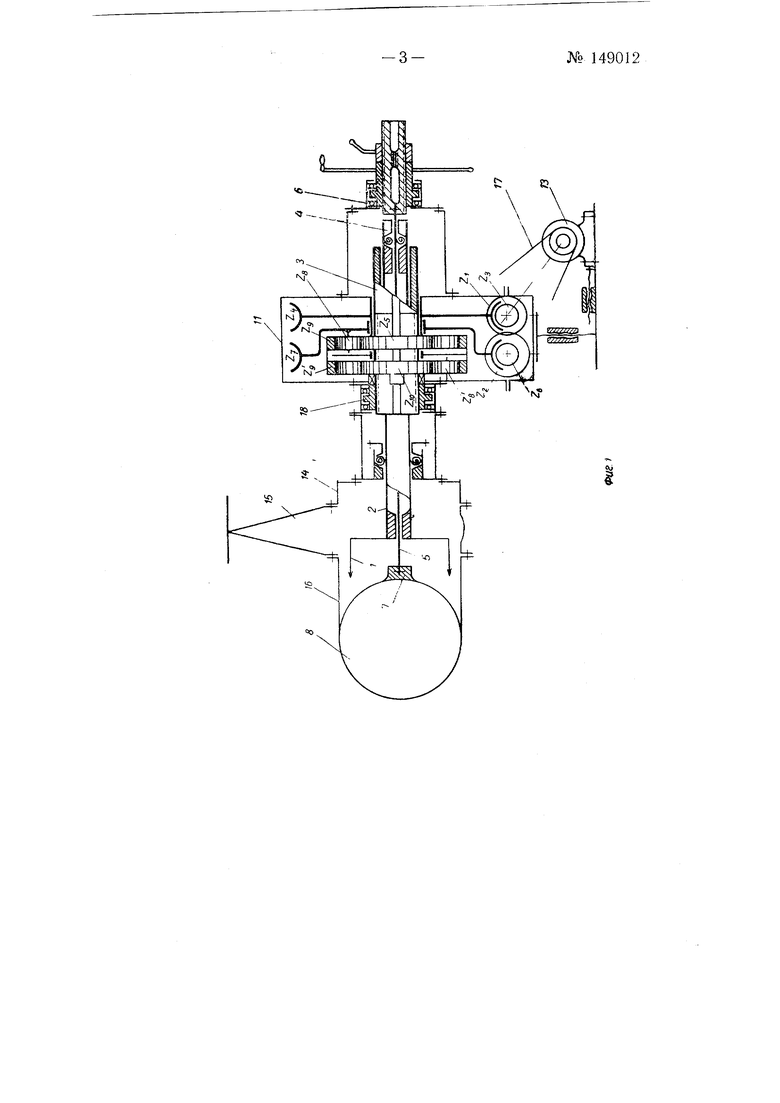
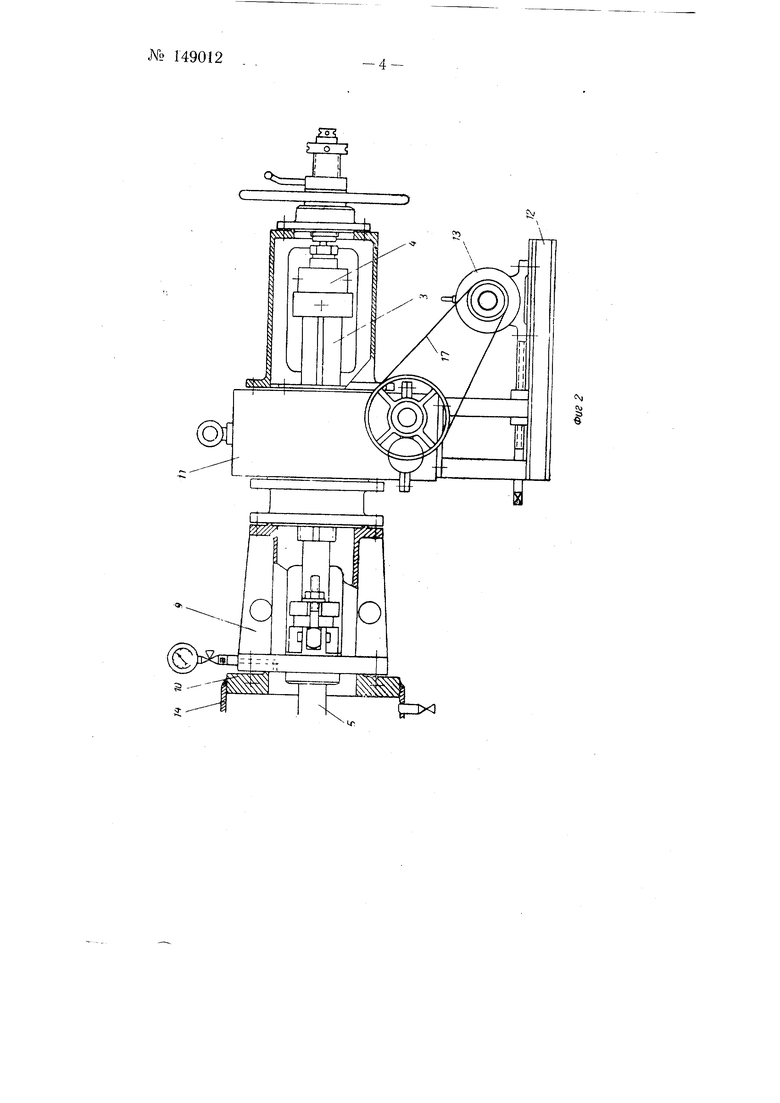
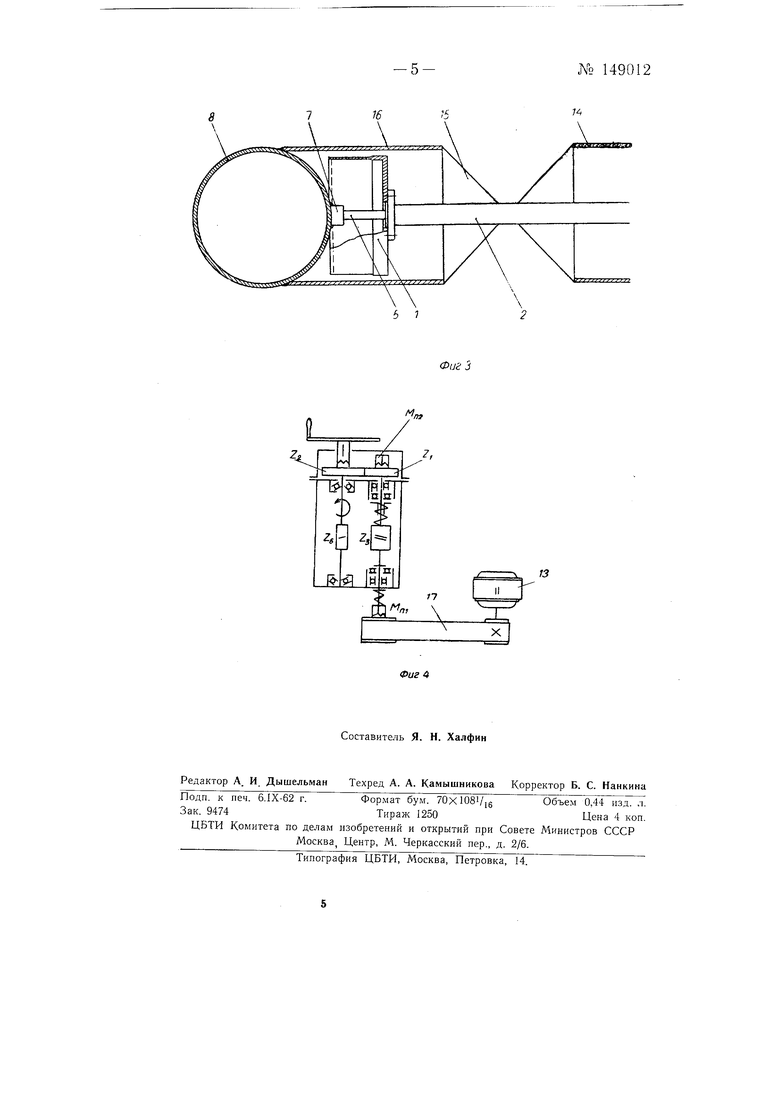
На фиг. 1 изображена кинематическая схема фрезерного станка; на фиг. 2 - фрезерный станок; на фиг. 3 - схема крепления станка при прорезании отверстия в трубе; на фиг. 4 - схема установки муфты предельного момента в приводе.
Олисьшаемый фрезерный станок предназначен в основном для вырезки отверстий в действуюш.ем трубопроводе или замкнутом сосуде через задвижку.
Станок состоит из фрезы /, полого шпинделя 2 с втулкой 3 и муфтой 4, направляюшей штанги 5, нропуш,енной через полый шпиндель и укрепленной в корпусе станка в радиально-унорных подшипниках 6, центрирующей гайки 7, приваренной к трубе 8, сальниковой камеры 9 с переходным фланцем 10, редуктора 11 с дифференциальным механизмом подачи, опорного кронштейна 12 и электродвигателя 13.
№ 149012-2Станок монтируется посредством патрубка 14 к подключаемой задвижке 15, соединенной с трубой 8 патрубком 16. Направляющая штанга 5 служит направлением и опорой шпинделю и обеспечивает жесткую фиксацию и регулировку вырезаемого участка трубы. Штанга передним концом крепится на резьбе в центрирующей гайке 7. Задний конец щтанги заканчивается квадратом под ключ, посредством которого она ввинчивается в центрирующую гайку 7.
Шпиндель приводится в движение от электродвигателя 13 через ременную передачу 17 и редуктор 11.
Редуктор // состоит из двух червячных передач, соединенных между собой сменными шестернями z и 2, и сдвоенного планетарного механизма С внутренним зубчатым зацеплением. Ременная передача 17 приводит в дв ижение червяк з, который передает вращение червячному колесу 24, на ступице которого жестко закреплена шестерня z. Колесо 4 соединяется с втулкой 3 и вращает шпиндель 2. От шестерни 22 приводится во вращение червяк 2б и колесо 2, которое свободно насажено на ступице червячного колеса 24. Червячное колесо 27 служит водилом планетарной передачи дифференциального механизма, на нем неподвижно закреплена ось сателлита 28, который находится в зацеплении с щестернями 25 и Zg. На одном ободе с шестерней 29 находится шестерня zg, их ступица свободно насажена на втулке 3 Ш1пинделя. Шестерня 29 через сателлит z с осью, закрепленной в корпусе редуктора, находится в зацеплении с кулачковой шестерней 2io, которая свободно посажена на втулке шпинделя 2 и вращает гайку 18 подач шпинделя, осуществляя его поступательное движение. Наличие сменных щестерен 2i и z позволяет станавливать заданную величину автоматической подачи шпинделя.
Для защиты механизмов от перегрузки предусмотрены две предохранительные муфты Мп и Mnz (см. фиг. 4). Муфта Мп представляет собой ограничитель крутящего момента на валу червяка 2з. Если момент цревосходит предельную .величину (что может быть при заклиниваниИ фрезы), то ведомый вал начнет проскальзывать, так как кулачковая муфта преодолеет силу нажатия пружины муфты. Муфта М„2 выполняет роль регулирующей предохранительной муфты, которая отключает только автоматическую подачу шпинделя, с сохранением его вращательного движения. Отключение автоматической подачи может быть пр:и большой подаче или в случае перекоса фрезы. В станке также предусмотрена возможность ручного привода шпинделя.
Предметизобретения
1.Фрезерный станок для вырезания отверстий в стенках труб посредством установленной на консольном щпинделе корончатой фрезы, отличающийся тем, что, с целью устранения опасности поломок вследствие заклинивания фрезы при окончание фрезерования (отделении вырезанного кружка), шпиндель станка выполнен полым и сквозь него пропущена штанга, -закрепленная в корпусе станка в радиальноупорных подщипниках, конец которой связывается со стенкой трубы в центре вырезаемого отверстия, например, при помощи резьбы, выполненной в гайке, привариваемой к трубе.
2.В станке по п. 1 применение муфты предельного момента, устанавливаемой в приводе главного шпинделя.
iV
j
gnx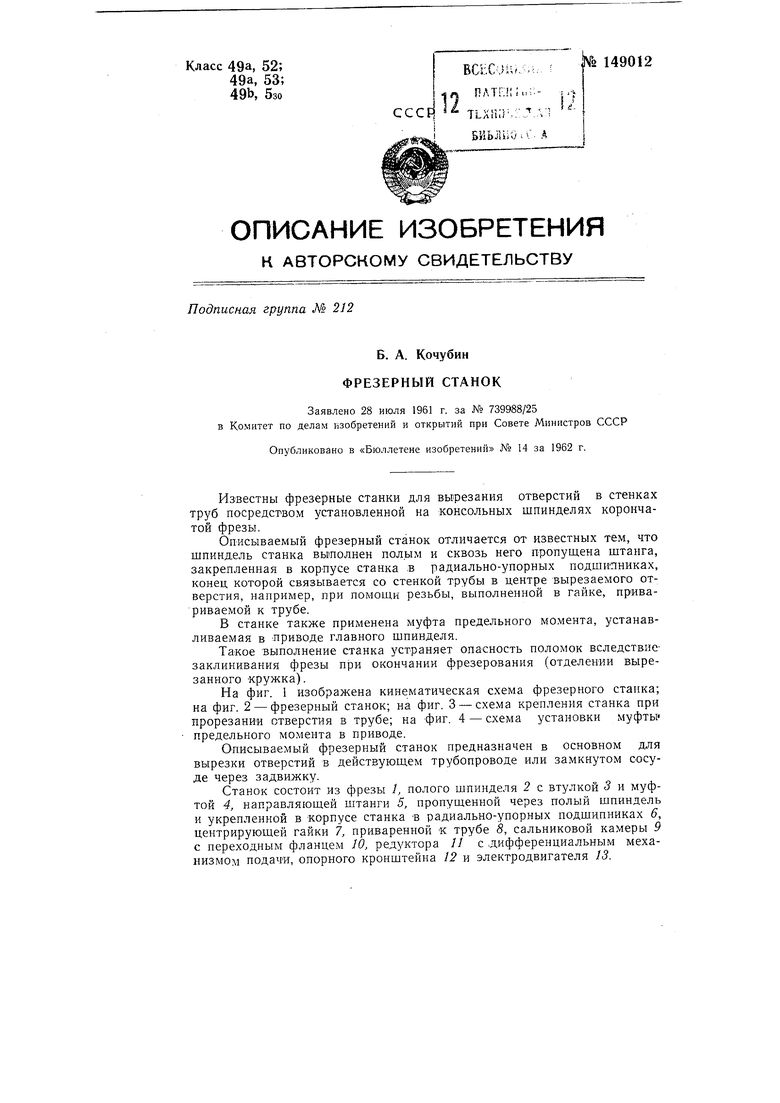
| название | год | авторы | номер документа |
|---|---|---|---|
| Переносный фрезерный станок | 1985 |
|
SU1220886A1 |
| Устройство врезки отвода в действующий трубопровод, сменный патрон для него и центратор самоцентрирующийся для установки устройства на трубопровод | 2017 |
|
RU2663316C2 |
| ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ЛОПАСТЕЙ ГРЕБНЫХ ВИНТОВ | 1946 |
|
SU69470A1 |
| Механизм подачи сверлильного станка | 1958 |
|
SU123389A1 |
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА НА РЕЛЬСОФРЕЗЕРНОМ СТАНКЕ И РЕЛЬСОФРЕЗЕРНЫЙ СТАНОК | 2001 |
|
RU2201318C2 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| Переносный фрезерный станок | 1979 |
|
SU806291A1 |
| Зубофрезерный станок | 1977 |
|
SU659347A1 |
| Станок для нарезания цилиндрических зубчатых колес | 1972 |
|
SU961876A1 |
| Приспособление для навивки пружин к токарному станку | 1988 |
|
SU1639849A1 |