Предметом изобретения является станок для точки кардной гарнитуры шляпок, включающий точильный валик, совершающий одновременно вращательное и осевое возвратноноступательное движение, и подвижные салазки с возвратно-перемещающимися ползунами, имеющими гнезда для шляпок.
Предлагаемый станок по сравнению с известными аналогичными станками повышает производительность, автоматизирует и улучшает процесс точки, что достигается наличием в нем механизмов для периодической подачи щляпок, для автоматической подачи салазок в исходное положение, для автоматического фиксирования шляпки в рабочем положении и приспособления для снятия заусенцев с игл гарнитуры.
Механизм для периодической подачи щляпок выполнен в виде установленного над ползуном магазина со шляпками, в зоне выходного отверстия которого монтирован подпружиненный толкатель, взаимодействующий с вращающимся кулачком, а е другой стороны периодически действующий механизм для автоматического фиксирования шляпок в рабочем положении.
Этот последний механизм представляет собою шарнирно монтированное коромысло, на одном конце которого установлен прижимной для шляпок ролик, а другой конец подпружинен и взаимодействует с кулачком, жестко закрепленным на периодически поворотном валике кулачка толкателя.
С целью периодического поворота валика кулачка толкателя и механизма для автоматического фиксирования шляпки в рабочем положении. ведущая шестерня планетарной передачи от главного вала станка установлена с возможностью ее сцепления с угловым запорным рычагом; один конец рычага взаимодействует с вращающимся приводным кулачком, а другой подпружинен и выполнен в виде зубчатой рейки, периодически зацепляющейся с ведущей щестерней планетарной передачи.
Механизм для автоматической подачи салазок в исходное положение состоит из вращающегося валика, несущего на концах эксцентричные втулки салазок, и полумуфт со спиральным сцеплением, одна из которых подпружинена и монтирована на валу на шлицевой шпонке для возможности осевого перемещения, Подпружиненная полумуфта взаимодействует посредством рычажной системы с муфтой сцепления промежуточной передачи к валику эксцентричных втулок подвижных салазок.
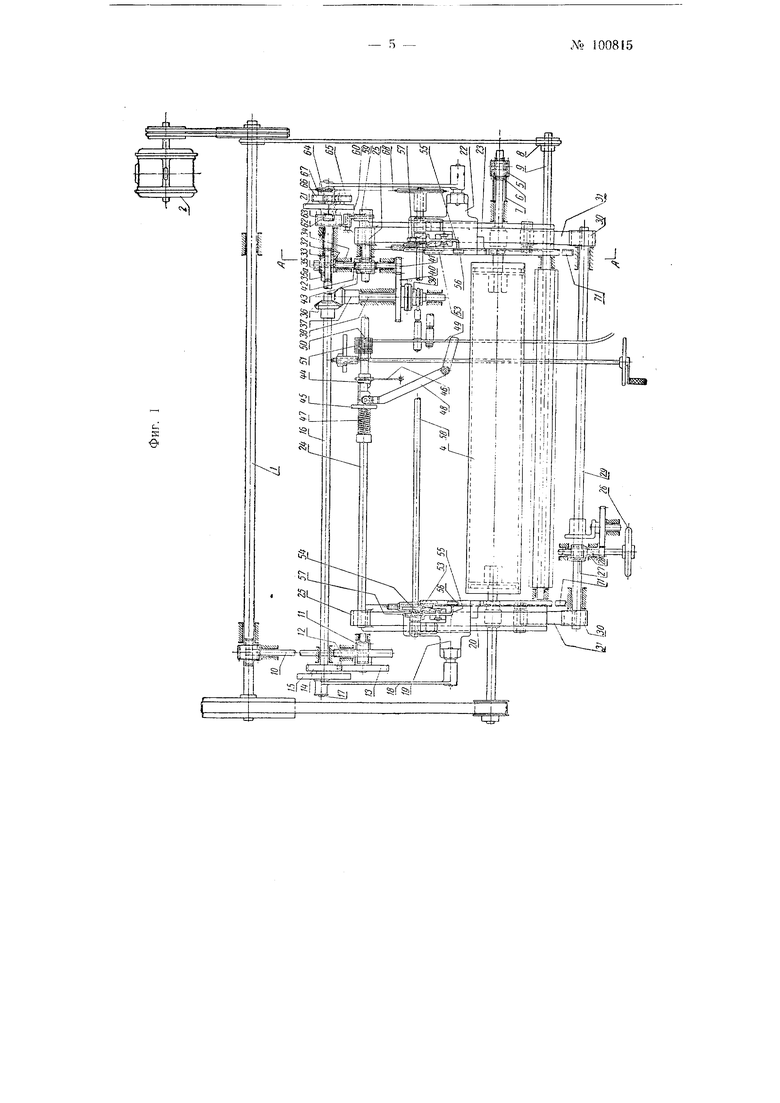
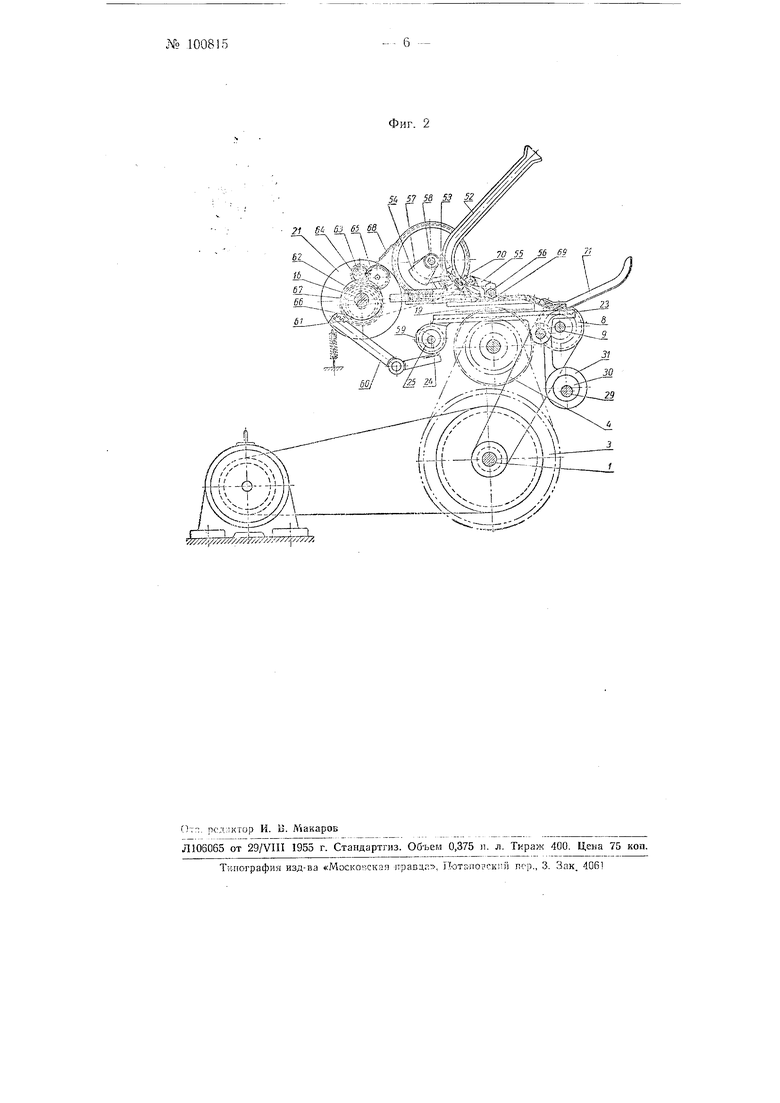
На фиг. 1 изображена общая схема станка; на фиг. 2 - разрез по АА на фиг. 1.
Главный вал / станка приводится во вращение от двигателя 2 через текстропную передачу; от вала У через укрепленный на нем шкив 3 вращение передается точильному валику 4.
Одновременно с вращательным движением точильный валик 4 получает осевое возвратно-поступательное движение посредством закрепленного на его шейке червяка 5, червячной шестерни 6 и водилки 7.
Через текстропную передачу и блок 8 приводится в двилсение шлифовальный валик 9, обтянутый игольчатой лентой.
Вал / через червячную передачу вращает вертикальный вал 10, на котором закреплена винтовая шестерня 11, приводяшая в движение насаженные на общую втУлку шестерни 12 и 13.
Шестерня 13 сцеплена со свободно посаженной шестерней 14, которая посредством пальца соединена с кривошипным диском 15, закрепленным на валу 16.
Эксцентрично установленный на диске 15 палец 17 через шатунный рычаг 18 приводит в возвратно-поступательное движение ползун 19 по направляющей салазок 20.
Через кривошипный диск 21, установленный на другом конце вала 16, аналогичным образом приводится в движение ползун 22 по направляющей салазок 23.
Салазки 23 и 20 приводятся в возвратно-поступательное движение по вертикали механически от вала 24 посредством эксцентричных втулок 25 или вручную при помощи штурвала 26. Последний через червяк 27 и червячный сектор 28 приводит в движение вал 29, на концах которого закреплены эксцентричные втулки 30. Эти втулки перемещают возвратнопоступательно по вертикали опоры /, на которых установлены салазки.
; Вал 16 через червяк 32 приводит выдвижение червячную шестерню 33,
свободно насаженную на вертикальном валике 34.
Жестко насаженный на валике 34 храповик 35 н установленная на шестерне 33 прижатая к храповику собачка 35а приводят в рабочее движение валик 34.
Валнк 34 через червячную передачу передает движение валу 24, который имеет две скорости движения.
На первой скорости, равной 15° в минуту, вал 24 поворачивается от О до 180°; при этом салазки опускаются, а поставленные на них ползуны с установленными в их гнездах шляпками подводятся к точильному валику, который стачивает их иглы.
Вторая скорость вала 24, равная 6 об/мин., сообщается ему от вала 16 через закрепленную на нем коническую шестерню 36, сцепленную с шестерней 37, установленной на вертикальном валике 38.
На вертикальном валике 38 на направляющих шпонках насажена муфта 39 сцепления, которая под воздействием ускорительного механизма вступает в зацепление со свободно сидящей на валике 38 шестерней 40. Последняя, находясь в зацеплении с закрепленной на валике 34 шестерней 41, передает быстрое вращение валику 34. Двз хходовой червяк 42, установленный на этом валике, через шестерню 43 приводит в движение вал 24. Вторая скорость вала 24 включается в момент занятия салазками нижнего крайнего положения. При рабочем движении вала 24 на первой скорости муфта 39 расцеплена с шестерней 40.
Для автоматической нодачи салазок в исходное положение на валу 24 установлены полу муфты 44 и 45 со спиралеобразным зацеплением. Полумуфта 44, свободно сидящая па валу, закреплена на станине опорой 46, а полумуфта 45 монтирована на валу на шлицевой шпонке для возможности осевого перемещения.
При вращении вала 24 полумуфта 45, раскручиваясь по спирали относительно полумуфты 44, смещается вдоль оси, сжимая пружину 47 до момента окончания обработки шляпки, при котором салазки опускаются
в крайнее нижнее положение. После этого полумуфта 45-расцепляется с полумуфтой 44 и под действием пружины 47 занимает начальное положение.
Полумуфта 45 при возвращении в начальное положение нажимает на рычаг 48, воздействующий на рычаг 49, который вводит муфту 39 в зацепление с шестерней 40, и таким образом вал 24 переходит на вторую скорость вращения (на холостой ход).
После зацепления муфты 39 с шестерней 40 на площадку 50, закрепленную на рычаге 49, начинает действовать кулачковый блок 5/, который удерживает в зацеплении муфту 39 с шестерней 40 до требуемой величины разворота вала 24 на второй (холостой) скорости (при рабочей скорости движения вала 24, когда происходит точка шляпки, кулачковый блок не действует на площадку 50, и при этом положении муфта 39 расцеплена с шестерней 40).
Кулачковый блок 51, состоящий из набора свободно насаженных на валу 24 кулачковых шайб, дает возможность в начале точки комплекта шляпок устанавливать станок на заданную величину стачивания шляпок данного комплекта.
Для периодической подачи шляпок на обточку станок снабжен магазином 52 со шляпками.
В зоне выходного отверстия магазина с одной стороны монтирован подпружиненный толкатель 63, взаимодействующий с вращающимся кулачком 54, а с другой стороны - периодически действующий механизм для автоматического фиксирования шляпки в рабочем положении.
Этот механизм выполнен в виде шарнирно монтированного коромысла 55, имеющего на одном конце прижимной для шляпок ролик 56. Другой конец коромысла 55 подпружинен и взаимодействует с кулачком 57, который вместе с кулачком 54 жестко закреплен на периодически поворотном валике 58.
Для периодического поворота валика 58 и механизма автоматического фиксирования шляпки в рабочем положении станок снабжен планетарной передачей от главного вала.
Планетарная передача смонтирована на диске 2J. Периодическое рабочее движение планетарной передачи осуществляется от воздействия кулачка 59 на угловой запорный рычаг 60. Это воздействие происходит в момент нахождения салазок в крайнем верхнем положении относительно точильного валика 4. При этом положении кулачок 59 нажимает на рычаг 60, который своим концом, выполненным в виде зубчатой рейки 61, останавливает ведущую шестерню 62 планетарной передачи, свободно насаженную на ступице диска 2J.
При остановке шестерни 62 приходят в рабочее движение шестерни 63, 64, 65 и 66 планетарной передачи.
Шестерня 66 спарена на общей втулке со звездочкой 67, которая получает движение только на время одного оборота вала 58, установленного на ползунах.
Звездочка 67 через цепную передачу 68 приводит в движение вал 58 с кулачками 54 и 57, которые производят следующую работу.
Кулачок 57 нажимает на коромысло 55 и освобождает от фиксации шляпку 69, прижатую под действием 70 к точильному валику. В это же время кулачок 54, действуя на толкатель 53, посылает к месту обточки следующую шляпку из магазина 52. Передвигаясь по направляющей 71, обточенная шляпка попадает под действие шлифовального валика 9.
При прекращении действия кулачка 54 на коромысло 55 толкатель 53 занимает начальное положение под действием пружины, а из магазина 52 подлежащая обработке шляпка поступает к толкателю 53.
В процессе точки шляпок планетарная передача наход1-;тся в холостом положении.
Предмет изобретения
1. Станок для точки кардной гарнитуры шляпок, включающий точильный валик, совершающий одновременно вращательное и осевое возвратно-поступательное движение, и подвижные салазки с возвратно перемещающимися ползунами, имеющими гнезда для шляпок, отличающийся тем, что, с целью повышения производительности, автоматизации и улучшения процесса точки, станок снабжен механизмом для периодической подачи шляпок, механизмом для автоматической подачи салазок в исходное положение, механизмом для автоматического фиксирования шляпки в рабочем rtoложении и приспособлением для снятия заусенцев с игл гарнитуры.
2.Форма выполнения станка по п. 1, отличающаяся тем, что механизм для периодической подачи щляпок выполнен в виде установленного над ползуном магазина со шляпками, в зоне выходного отверстия которого с одной стороны монтирован подпружиненный толкатель, взаимодействующий с вращающимся кулачком, а с другой стороны периодически действующий механизм для автоматического фиксирования шляпки в рабочем положении.
3.Форма выполнения станка по п. 2, отличающаяся тем, что механизм для автоматического фиксирования шляпки в рабочем положении выполнен в виде шарнирно монтированного коромысла, на одном конце которого установлен прижимной для щляпок ролик, а другой конец подпружинен и взаимодействует с кулачком, жестко закрепленным на периодически поворотном валике кулачка толкателя.
4.Форма выполнения станка по
пп. 2иЗ, отличающаяся тем, что, с целью осуществления периодического поворота валика кулачка толкателя и механизма для автоматического фиксирования шляпки в рабочем положении, ведущая шестерня планетарной передачи от главного вала станка установлена с возможностью ее сцепления с угловым запорным рычагом, совершающим колебательные движения.
5.Форма выполнения станка по п. 4, отличающаяся тем, что угловой запорный рычаг одним концом взаимодействует с вращающимся приводным кулачком, а другой конец его подпружинен и выполнен в виде зубчатой рейки, периодически зацепляющейся с ведущей щестерней планетарной передачи.
6.Форма выполнения станка по п. 1, отличающаяся тем, что механизм для автоматической передачи салазок в исходное положение состоит из вращающегося валика, несущего на концах эксцентричные втулки салазок, и полумуфт со спиралеобразным зацеплением, одна из которых подпружинена и монтирована на валу на щлицевой шпонке для возможности осевого перемещения.
7.Форма выполнения станка но и. 6, отличающаяся тем, что подпружиненная полумуфта посредством рычажной системы взаимодействует с муфтой сцепления промежуточной передачи к валику эксцентричных втулок подвижных салазок.