Л
W
4
О5
СП
00
3
го тока через систему 8 управления подает ток на индуктор 6. Индуктор вызывает круговые токи в гильзе 4, которые, взаимодействуя с током индуктора, сжимают гильзу 4 и вьщавли
вают порцию хладагента через сопло 5 на зубья 15. Гильза 4 заполняется хладагентом от источника 1 через с клапан 3. 1 з.п, ф-лы, 2 ил.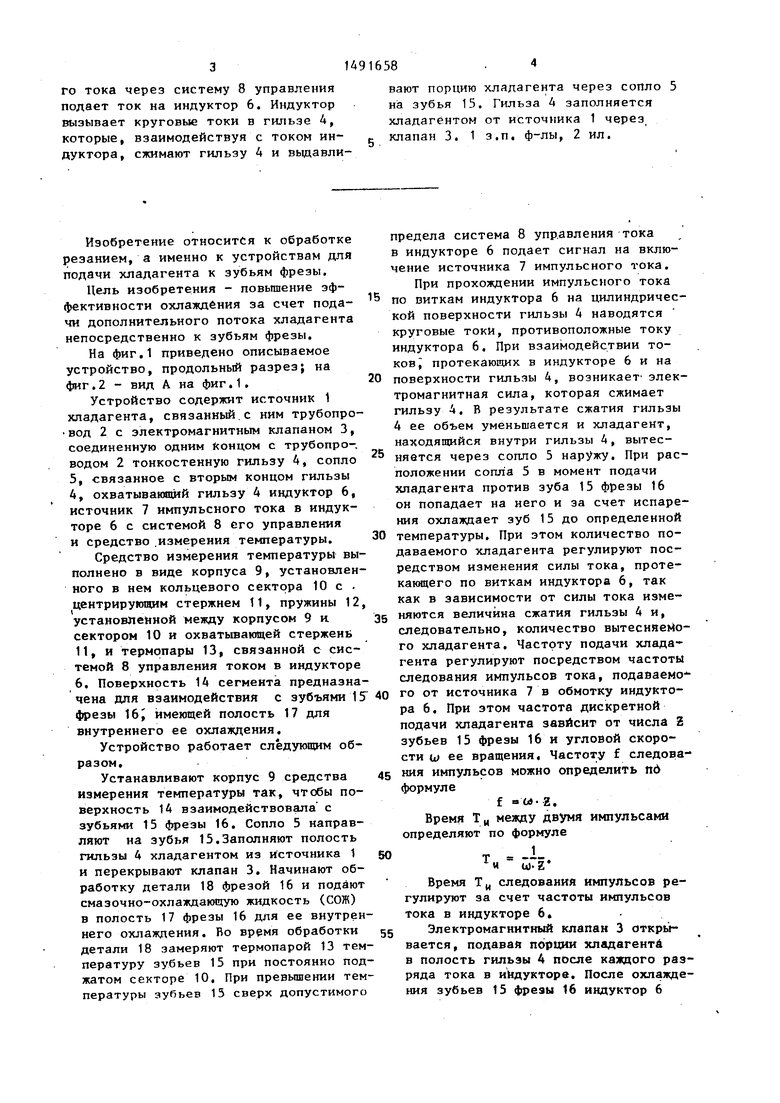
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛЕЧЕНИЯ ПАРОДОНТИТА | 1995 |
|
RU2089243C1 |
| Установка для нанесения покрытий из паровой (газовой) фазы | 1989 |
|
SU1724729A1 |
| СПОСОБ ЛЕЧЕНИЯ ЗАБОЛЕВАНИЙ ПАРОДОНТА | 1995 |
|
RU2108819C1 |
| ИНДУКЦИОННО-ДИНАМИЧЕСКИЙ ЭЛЕКТРОДВИГАТЕЛЬ ЦИКЛИЧЕСКОГО ДЕЙСТВИЯ | 2011 |
|
RU2467455C2 |
| РЕАКТОР ТЕРМООКИСЛИТЕЛЬНОГО ПИРОЛИЗА МЕТАНА | 1993 |
|
RU2065866C1 |
| Источник сейсмических сигналов (его варианты) | 1983 |
|
SU1151898A1 |
| СПОСОБ БЕЗГРАТОВОЙ СВАРКИ РЕЛЬСОВ ДАВЛЕНИЕМ С ПОДОГРЕВОМ | 2006 |
|
RU2325980C1 |
| СПОСОБ ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ РЕЖУЩЕГО ИНСТРУМЕНТА | 1991 |
|
RU2009829C1 |
| Способ магнитно-тепловой обработки тел вращения | 1987 |
|
SU1407716A1 |
| Вибратор | 1980 |
|
SU942814A1 |
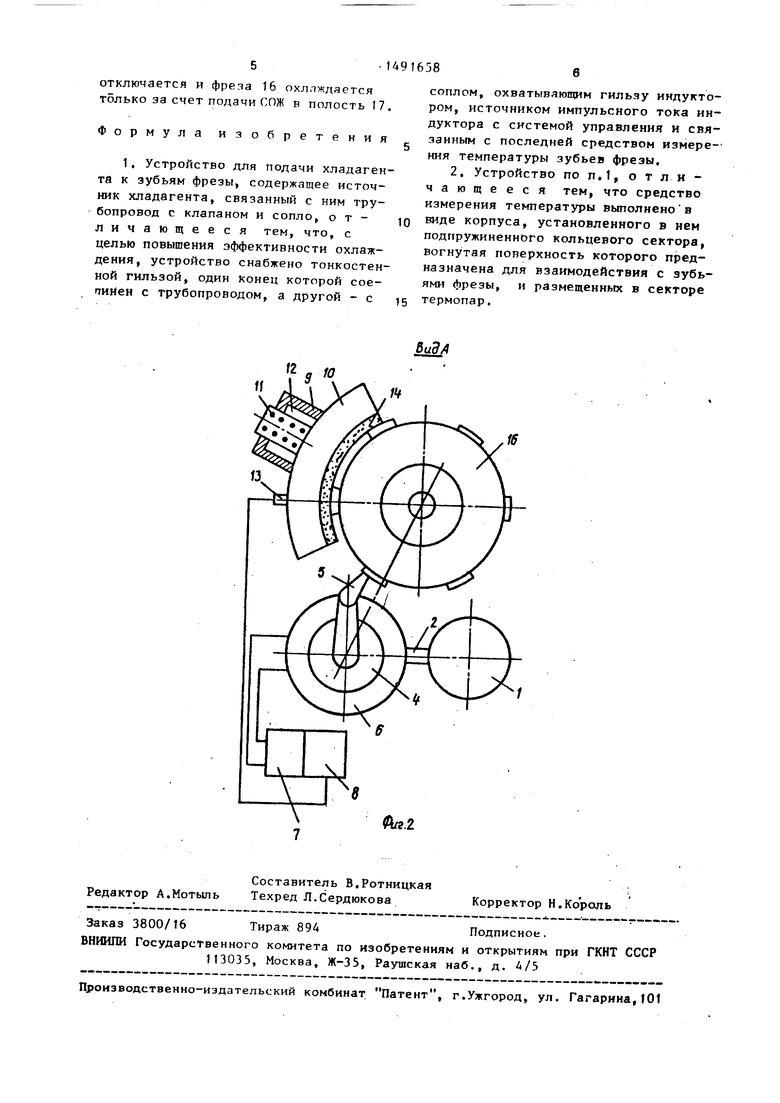
Изобретение относится к обработке резанием, а именно к устройствам для подачи хладагента к зубьям фрезы. Целью изобретения является повышение эффективности охлаждения за счет подачи дополнительного потока хладагента непосредственно к зубьям фрезы. Корпус 9 средства измерения температуры зубьев 15 фрезы 16 устанавливают так, чтобы кольцевой сектор 10 с помощью пружины прижимался своей поверхностью 14 к зубьям 15. Смазочно-охлаждающую жидкость подают в полость 17 фрезы 16 и обрабатывают деталь 18. При повышении температуры зубьев 15 выше предельной, источник 7 импульсного тока через систему 8 управления подает ток на индуктор 6. Индуктор вызывает круговые токи в гильзе 4, которые, взаимодействуя с током индуктора, сжимают гильзу 4 и выдавливают порцию хладагента через сопло 5 на зубья 15. Гильза 4 заполняется хладагентом от источника 1 через клапан 3. 1 з.п. ф-лы, 2 ил.
,-
Изобретение относится к обработке резанием, а именно к устройствам для подачи хладагента к зубьям фрезы.
Цель изобретения - повьппенне эффективности охлаждения за счет подачи дополнительного потока хладагента непосредственно к зубьям фрезы.
На фиг.1 приведено описываемое устройство, продольный разрез; на фиг . 2 - вид А на фиг. 1.
Устройство содержит источник 1 хладагента, связанный,с ним трубопро вод 2 с электромагнитным клапаном 3, соединенную одним Концом с трубопро-. водом 2 тонкостенную гильзу 4, сопло 5, связанное с вторым концом гильзы 4, охватываюпитй гильзу 4 индуктор 6, источник 7 импульсного тока в индукторе 6 с системой 8 его управления
и средство .измерения температуры.
Средство измерения температуры выполнено в виде корпуса 9, установленного в нем кольцевого сектора 10 с . центрирующим стержнем 11, пружины 12, установлеИной между корпусом 9 к сектором 10 и охватьшающей стержень 11, и термопары 13, связанной с сис темой 8 управления током в индукторе 6. Поверхность 14 сегмента предназначена ДЛЯ взаимодействия с зубъями 15 фрезы 16J имеющей полость 17 для внутреннего ее охлаждения.
Устройство работает следующим образом.
Устанавливают корпус 9 средства измерения температуры так, чтобы поверхность 14 взаимодействовала с зубьями 15 фрезы 16. Сопло 5 направляют на зубья 15.Заполняют полость гильзы 4 хладагентом из Источника 1 и перекрывают клапан 3, Начинают обработку детали 18 фрезой 16 и подают смазочно-охлаждающую жидкость (СОЖ) в полость 17 фрезы 16 для ее внутреннего охлаткдения. Во время обработки детали 18 замеряют термопарой 13 температуру зубьев 15 при постоянно поджатом секторе 10. При превышении температуры зубьев 15 сверх допустимого
15
20
30
35 40
4550 55
предела система 8 упр.авления тока в индукторе 6 подает сигнал на включение источника 7 импульсного тока. При прохождении импульсного тока по виткам индуктора 6 на цилиндрической поверхности гильзы 4 наводятся круговые токи, противоположные току индуктора 6. При взаимодействии токов протекающих в индукторе 6 и на поверхности гильзы 4, возникает электромагнитная сила, которая сжимает гильзу 4. В результате сжатия гильзы 4 ее объем уменьшается и хладагент, находящийся внутри гильзы 4, вытесняется через сопло 5 наружу. При расположении сопла 5 в момент подачи хладагента против зуба 15 фрезы 16 он попадает на него и за счет испарения охлаждает зуб 15 до определенной температуры. При этом количество подаваемого хладагента регулируют посредством изменения силы тока, протекающего по виткам индуктора 6, так как в зависимости от силы тока изменяются величина сжатия гильзы 4 и, следовательно, количество вытесняейо- го хладагента. Частоту подачи хладагента регулируют посредством частоты следования импульсов тока, подаваемо- го от источника 7 в обмотку индуктора 6. При этом частота дискретной подачи хладагента зависит от числа Z зубьев 15 фрезы 16 и угловой скорости W ее вращения. Частоту f следования импульсов можно определить пд формуле
f ew-z.
Время Т ц между двумя импульсами определяют по формуле
% ZTz
Время Т„ следования импульсов регулируют за счет частоты импульсов тока в индукторе 6.
Электромагнитный клапан 3 открывается, подавай порции хладагент в полость гильзы А после каждого разряда тока в ийдукторе. После охлаждения зубьев 15 фрезы 16 индуктор 6
отключается и фреза 16 охллждается только за счет подачи СПЖ в полость 17.
Формула изобретения
1, Устройство для подачи хладагента к зубьям фрезы, содержащее источник хладагента, связанный с ним трубопровод с клапаном и сопло, отличающееся тем, что, с целью повышения эффективности охлаждения, устройство снабжено тонкостенной гильзой, один Конец которой сое- аинен с трубопроводом, а другой - с
соплом, охватывающим гильзу индуктором, источником импульсного тока индуктора с системой управления и связанным с последней средством измерения температуры зубьев фрезы.
.2
| Устройство для охлаждения фрез | 1976 |
|
SU657931A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
