Изобретение относится к электрофизическим методам обработки деталей и может быть использовано в производстве деталей авиационной, химической, атомной и инструментальной промышленности.
Цель изобретения - повышение производительности и точности обработки деталей.
Обработку производят с нагревом удаляемого слоя металла до температуры, составляющей 95-98% температуры плавления обрабатываемого материала посредством пропускания электрического тока через удаляемый слой детали. Снятие нагретого слоя осупдествляют локальным отслаиванием от основной массы детали воздействием импульсного магнитного поля, образованного импульсами тока, протекающего через электроды и с.межные с ними участки нагретого слоя детали. Период следования импульсов тока соответствует времени поворота обрабатываемой детали на угол, равнь й отношению высоты электродов к наружному диаметру обрабатываемой поверхности.
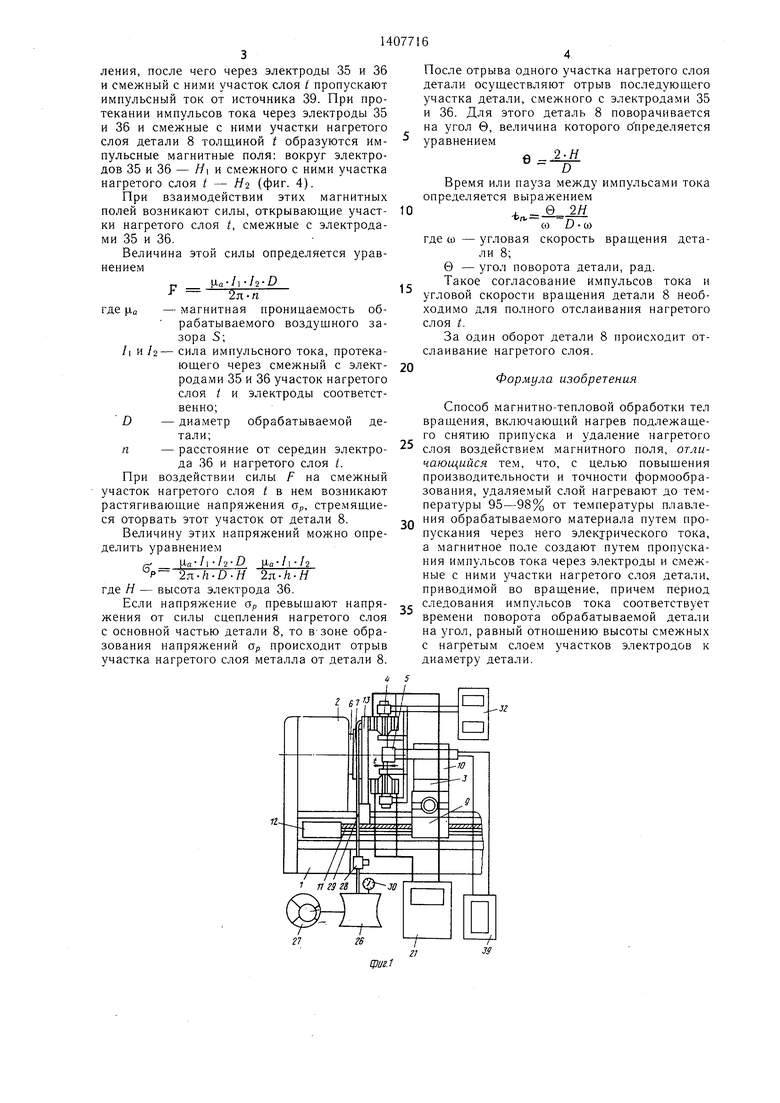
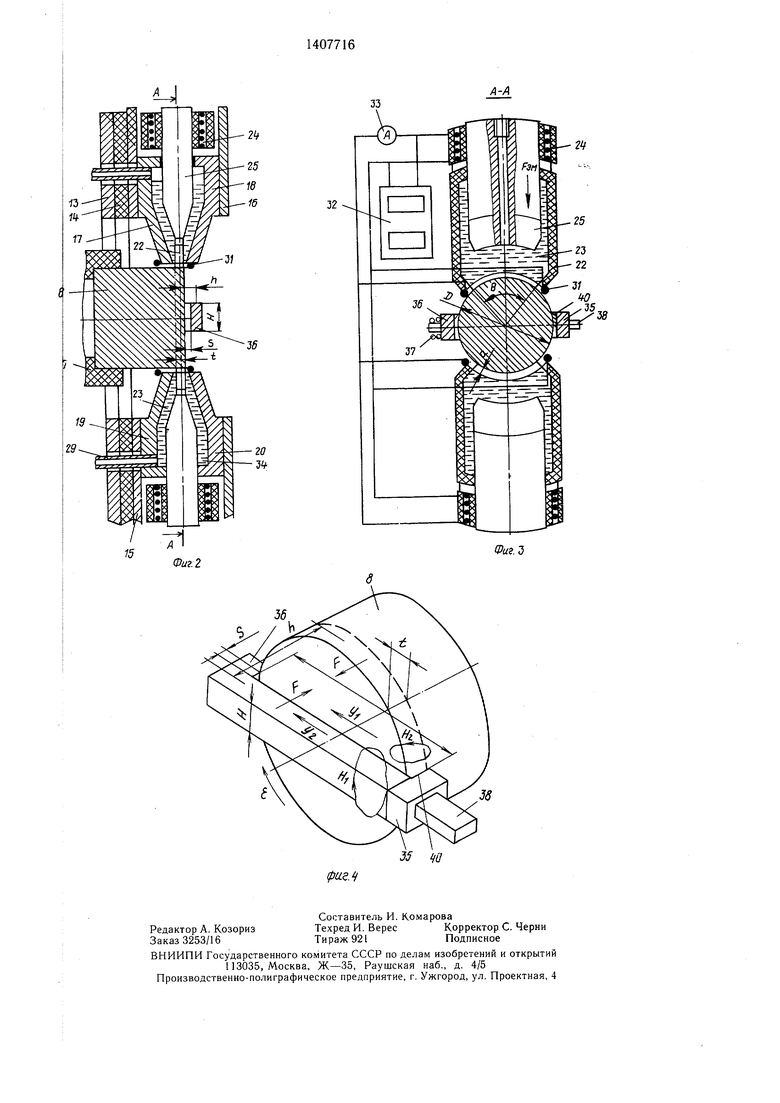
На фиг. 1 показано устройство для осуществления предлагае.мого способа магнитно-тепловой обработки, общий вид; на фиг. 2 - нагревательное устройство, разрез; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - схема действия сил при взаимодействии токов, протекающих через индуктор и нагретый |слой детали, аксонометрия.
Устройство для осуществления способа магнитно-тепловой обработки тел вращения представляет собой установку, состоящую из станины 1, на которой установлены передняя 2 и инструментальная 3 бабки, нагре- |вательное устройство 4, устройство 5 для удаления металла. В передней бабке 2 на опорных подшипниках установлен шпиндель 6, на котором смонтировано приспособление 7 для базирования обрабатываемой детали 8. Инструментальная бабка 3 содер- жит корпус 9, поперпечные салазки 10, винт ill и мотор-редуктор 12.
Нагревательное устройство 4 (фиг. 2) содержит корпус 13, изоляционную плиту 14, шины 15 и 16, электроды 17-20, источник 21 тока, диэлектрические пластины 22, металлический расплав 23, катушки 24, сердечники 25, ресивер 26, вакуумный насос 27, электромагнитный клапан 28, трубопровод 29, вакуумметр 30, индукторы 31, источник 32 тока и амперметр 33.
Электроды 17-20 по средствам щин 15 и 1-6 соединены с источником 21 тока. В полостях электродов 17-20 расположены сердечники 25 и расплав 23. В полостях имеются зоны 34 разреженного газа, соединенные через трубопроводы 29 и электромагнитный клапан 28 с ресивером 26, в котором установлен вакуумметр 30. Витки катушек 24 и индукторов 31 соединены с источником 32 переменного тока. Для устранения вытекания расплава 23 из зоны контакта с поверх0
5
0
5
0
5
0
5
0
5
ностью обрабатываемой детали 8 по периметру расплава установлены индукторы 31.
Устройство для удаления нагретых слоев металла состоит из электродов 35 и 36, пружины 37, щины 38, источника 39 тока. Электроды 35 и 36 подсоединены к источнику 39 импульсного тока. В зонах контакта электродов 35 и 36 с деталью нанесено износостойкое покрытие 40. Электроды 35 и 36 с помощью специального держателя установлены на поперечных салазках бабки 3.
Предлагаемый способ магнитно-тепловой обработки осуществляют следующим образом.
Деталь 8 устанавливают в приспособление 7. Корпус 13 закрепляют на станине 1. Электроды 17-20 по отношению к наружной поверхности детали устанавливают с зазором а (фиг. 3), а электроды 35 и 36 подводят к детали 8 до зазора S (фиг. 2). Деталь 8 приводит во вращение с угловой скоростью oj. По виткам катушек 24 подают электрический ток, силу которого измеряют а.мперметром 33. Ток, проходя по виткам катушек 24, образует магнитное поле, которое с помощью сердечников 25 наводит в металлическом расплаве 23 круговые токи, направленные противоположно току, протекающему в катуш ках 24, и образующие в расплаве магнитное поле. При взаимодействии указанных магнитных полей возникает электромагнитная сила .эм (фиг. 3), которая перемещает расплав к нагреваемому слою t детали 8. Расплав 23 удерживается в требуемом положении за счет равнодействующих сил, возникающих от взаимодействия магнитных полей катущек и расплава и перепада давления между окружающей средой и зонами 34 с разреженным газом. В этом случае на расплав 23 действуют силы гравитации G, электромагнитные и перепада давления Р„.
Уравнения равновесия имеют следующий вид: для верхних электродов
G + /.,,0, для нижних электродов
/r,,,..G
Силу от перепада давления Р„ определяют уравнением
P,,f,(P.,
где РЛ - давление окружающей среды, равное ат.мосферному;
РР - давление в зонах 34;
Fi - наибольшая площадь поперечного сечения расплава.
Для поддержания расплава в состоянии равновесия необходимо контролировать давление в ресивере 26 вакуумметром 30 и силу тока, протекающего в витках катушек 24 амперметром 33.
После контактирования расплава 23 с обрабатываемой поверхности включают источник 21 тока. Ток подводится к нагреваемому слою t. При этом слой г нагревают до температуры 95-98% от температуры плавления, после чего через электроды 35 и 36 и смежный с ними участок слоя t пропускают импульсный ток от источника 39. При протекании импульсов тока через электроды 35 и 36 и смежные с ними участки нагретого слоя детали 8 толщиной t образуются импульсные магнитные поля: вокруг электродов 35 и 36 - Н и смежного с ними участка нагретого слоя t - Н (фиг. 4).
При взаимодействии этих магнитных полей возникают силы, открывающие участки нагретого слоя t, смежные с электродами 35 и 36.
Величина этой силы определяется уравнением
Ji V/il/2vD
- SiTn
где |Ла - магнитная проницаемость обрабатываемого воздушного зазора S;
/I и /2- сила импульсного тока, протекающего через смежный с электродами 35 и 36 участок нагретого слоя / и электроды соответственно;
D - диаметр обрабатываемой детали;
п - расстояние от середин электрода 36 и нагретого слоя /. При воздействии силы F на смежный участок нагретого слоя t в нем возникают растягивающие напряжения Ор, стремящиеся оторвать этот участок от детали 8.
Величину этих напряжений можно определить уравнением
г Ц.а-/| -I-i-D / -/2
Р 2n-h-D-H 2я-/г-Я где Н - высота электрода 36.
Если напряжение Стр превышают напряжения от силы сцепления нагретого слоя с основной частью детали 8, то в зоне образования напряжений Ор происходит отрыв участка нагретого слоя металла от детали 8.
После отрыва одного участка нагретого слоя детали осуществляют отрыв последующего участка детали, смежного с электродами 35 и 36. Для этого деталь 8 поворачивается на угол в, величина которого о пределяется уравнением
е
2.Я D
0
5
5
0
5
0
Время или пауза между импульсами тока определяется выражением
, в 2Я -fcn. со /у О)
где со - угловая скорость вращения детали 8;
в - угол поворота детали, рад.
Такое согласование импульсов тока и угловой скорости вращения детали 8 необходимо для полного отслаивания нагретого слоя t.
За один оборот детали 8 происходит отслаивание нагретого слоя.
Формула изобретения
Способ магнитно-тепловой обработки тел вращения, включающий нагрев подлежащего снятию припуска и удаление нагретого слоя воздействием магнитного поля, отличающийся тем, что, с целью повыщения производительности и точности формообразования, удаляемый слой нагревают до температуры 95-98% от температуры плавления обрабатываемого материала путем пропускания через него электрического тока, а магнитное поле создают путем пропускания импульсов тока через электроды и смежные с ними участки нагретого слоя детали, приводимой во вращение, причем период следования импульсов тока соответствует времени поворота обрабатываемой детали на угол, равный отношению высоты смежных с нагретым слоем участков электродов к диаметру детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ резки | 1987 |
|
SU1442338A1 |
| Устройство для механической обработки труднообрабатываемых материалов | 1986 |
|
SU1440613A1 |
| Способ магнитно-тепловой обработки тел вращения из труднообрабатываемых сплавов | 1986 |
|
SU1435621A1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1991 |
|
RU2009804C1 |
| Способ механической обработки труднообрабатываемых материалов | 1986 |
|
SU1373473A1 |
| Устройство для механической обработки труднообрабатываемых материалов | 1987 |
|
SU1510985A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ УПРОЧНЯЮЩИХ ПОКРЫТИЙ ФЕРРОМАГНИТНЫМИ ПОРОШКАМИ | 1991 |
|
RU2034096C1 |
| СПОСОБ И УСТРОЙСТВО ЖИДКОЙ КОВКИ ДВОЙНОГО ДЕЙСТВИЯ | 2018 |
|
RU2764620C2 |
| ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОЛИЗНОГО БОРИРОВАНИЯ | 2005 |
|
RU2278184C1 |
| Способ механической обработки с нагревом | 1990 |
|
SU1763092A1 |
Изобретение относится к электрофизическим методам обработки и предназначено для использования в производстве деталей авиационной, химической, атомной и т. п. промышленности. Целью изобретения является повышение производительности и точности формообразования. Удаляемый слой нагревают посредством пропускания через него тока до температуры 95-98% от температуры плавления обрабатываемого материала, а для удаления нагретого слоя на него воздействуют импульсным магнитным полем, которое образуют пропусканием импульсов тока через электроды и смежные с ними участки нагретого слоя приводимой во врашение детали, причем период следования импульсов тока соответствует времени поворота детали на угол, равный отношению высоты участка электродов, взаимодействующего с нагретым слоем, к диаметру детали. 4 ил.
27
X
| Меркулов А | |||
| П | |||
| Без резца и штампа | |||
| М.: Машиностроение, 1970, с | |||
| Торфодобывающая машина с вращающимся измельчающим орудием | 1922 |
|
SU87A1 |
