Г 1В
;о
Од Од
;о
-/S
Изобретение относится к станкостроению и может быть использовано в станках для пш фoвaния направляющих.
Цель изобретения - снижение металлоемкости станка.
На фиг.1 изображено устройство, общий вид в изометрии; на фиг.2 - основной вариант исполнения (дана схема крепления суппорта); на фиг.3 - разрез А-А на фиг.2; на фиг.4 - второй вариант крепления лент поперечины; на фиг,5 - третий вариант крепления лент и установки суппорта; на фиг.6 - положение суппорта при действии вертикальной составляющей силы резания.
Устройство содержит продольный неподвижный стол 1, жесткий портал, включающий стойки 2 и 3, который подвижен относительно направляющих 4. На каждой стойке установлены салазки 5 и 6, перемещение которых синхронизировано .
Между салазками размещен суппорт 7, включаюшд1й корпус 8, установленны посредством двух пар гибких приводны лент 9, 10 и 11, 12. Один конец каждой ленты намотан на соответствующий приводной барабан 13, 1А и 15, 16, а другой жестко закреплен на корпусе тех же салазок, где установлен соответствующий приводной барабан. Бара- |баны 13 и 15 установлены на салазке 5 вместе с лентами 9 и 11. Ленты про Iпущены сквозь щели, выполненные в .корпусе 8 суппорта, и охватывают подвижные с торцов ролики 17, установленные Б пазах на суппорте, и ролики 18, установленные на салазках. Ветви 19 и 20 ленты 11 симметричны относительно некоторой плоскости, па раллельной направлению перемещения
По третьему исполнению (фиг.5) корпус суппорта соединен с салазка парой приводных лент 37 и 38, уста новленных аналогично первым двум исполнениям, т.е. включает приводн барабаны 39 и 40 и опорные ролики и 42. Несущая часть поперечины выполнена в виде бесконечной ленты 4 установленной на роликах 44 и 45. Лента 43 имеет натяжное устройство выполненное в виде гидроцилиндров щтоки 47 которых через ролики 48 в
суппорта. Эта плоскость проегщруется g в линию, совпадающую с осью ОУ. Плос- действуют на ленту, обеспечивая ее кость симметрии ветвей 19 и 20 ленты 11 является накрест лежащей к плоскости симметрии ветвей соответствующей
постоянное натяжение.
Устройство работает следующим о разом.
парной ленты 12. Плоскости симметрии ветвей лент 11 и 12 расположены в данном примере под углом 90°. Могут быть другие варианты расположения парных лент, которые определяются
От пульта управления подается к манда на синхронное перемещение сал зок 5 и 6 в одно из положений на етойках 2 и 3 портала, определяемо габаритами обрабатываемой детали.
расчетным путем, исходя из преобладающих направлений усилий резания. Ана- После исполнения команды приводами логично расположены по отнощению друг к другу ветви другой пары лент 9 и 10.
салазок, обрабатываемое изделие ус навливают на стол 1 станка. Затем п команде от пульта управления устан
10
15
20
916694
По второму исполнению (фи1 .4) кор пус суппорта соединен с салазками парой приводных лент 21 и 22, которые j. одним концом намотаны на соответствующие приводные барабаны 23 н 24, а другим концом жестко закреплены в корпусе салазок. Ленты также пропущены сквозь щели, вьтолненные в корпусе 8 суппорта и охватывают подпружиненные с торцов ролики 25, установленные в пазах суппорта, и ролики 26, установленные на салазках.
Привод перемещения суппорта 7 является составной частью поперечины, которая дополнительно содержит пару несуи)1х лент 27 и 28. Один конец каждой из них намотан на соответствующий натяжной барабан 29 и 30. Оба барабана смонтированы на салазках 5. Другой конец каждой несущей ленты закреплен на противоположных салазках 6. Ленты пропущены сквозь щели, выполненные в корпусе 8 суппорта, и охватывают подпружиненные ролики 31, установленные на суппорте, и ролики 32, установленные на салазках 5. Ветви 33 и 34 обеих лент 27 и 28 и ветви 35 и 36 этих же лент попарно расположены под углом друг к другу и попарно симметричны относительно некоторой плоскости, параллельной направлению перемещения суппорта.
По третьему исполнению (фиг.5) корпус суппорта соединен с салазками парой приводных лент 37 и 38, установленных аналогично первым двум исполнениям, т.е. включает приводные барабаны 39 и 40 и опорные ролики 41 и 42. Несущая часть поперечины выполнена в виде бесконечной ленты 43, установленной на роликах 44 и 45. Лента 43 имеет натяжное устройство, выполненное в виде гидроцилиндров 46, щтоки 47 которых через ролики 48 воз25
30
35
40
g действуют на ленту, обеспечивая ее действуют на ленту, об
постоянное натяжение.
действуют на ленту, обеспечивая ее
Устройство работает следующим образом.
От пульта управления подается команда на синхронное перемещение салазок 5 и 6 в одно из положений на етойках 2 и 3 портала, определяемое габаритами обрабатываемой детали.
После исполнения команды приводами
После исполнения команды приводами
салазок, обрабатываемое изделие устанавливают на стол 1 станка. Затем по команде от пульта управления устанав
ливают суппорт 7 на координаты обработки (X, Y, Z) ,
Установку на координату X осуществляют перемещением портала по направляющим 4, а установку на координату Z -синхронным перемещением сала зок 5 и 6 по стойкам 2 и 3 и дополнительно более точным вертикальным перемещением ползуна (с инструмсл том) относи- тельно корпуса 8 суппорта.
Установку на координату Y осуществляют одновременным вращением приводных барабанов 13-16. При наматывании лент 9 и 11 -на барабаны 13 и 15 (пе- ремещение суппорта влево) ленты 10 и 12 сматываются с барабанов 14 и 16 и наоборот.
В зависимости от конфигура11 1и обрабатываемого изделия обработку про- изводят вращением инструмента и перемещением параллельно одной из осей координат. TaKQe угтройстпо применимо в случае небольших усилий, воз- никаю1цих при обработке.
Для улучшения прочностных характеристик второе исполнение устро ютва является наиболее подходящим. В этом случае установку на координату Y осуществляют одновременным вращением при водных барабанов 23 и 24. При наматывании ленты 21 па барабан 23 (перемещение суппорта влево) лента 22 сматывается одновременно по мере того, как суппорт смещается по оси Y от центра О влево или вправо, натяжные барабаны 29 и 30 синхронно поворачиваются, при этом рабочая длина лент 27 и 28 изменяется.
При технологических процессах об- работки изделий, обусловленных частым применением поперечного перемещения суппорта в качестве движения подач, предпочтительно третье исполнение устройства. В этом случае поперечные перемещения суппорта осутцествляютгя
д
с,
Q 5
о
„
5
5
путем сги-л.и- Ч пниой гк ргмог КИ чент с иринодиых ОпраОаноы 39 и И), т.о. иринод перемещения суппорта работает ;1ц;1лог-ич {о нтсфому влриаргту.
По мере TOI-0, кль rynriojJT смещается по (Ч-и Y от центра О, штоки 47 гид- Р(.)11илиндров 46 вытяг ииаются, увеличивая тем самьп) рабочую длину несущей замкнутой ленты 43, и наоборот, когда суппорт смещлется по оси Y к центру О, штоки гидроцилиндров вьщвигаются, при этом рабочая длина ленгы 43 уменьшается .
Во избежание локального износа ленты 43 в местах взаимодействия с роликами 44, 45 и 48 ленту периодически или постоянно протягивают относительно этих роликов при помощи специальньк механизмов,
Формула изобретения
Устройство для механической обработки, содержащее неподвижный стол, портал, установленный с возможностью перемещения вдоль стола, включающий две стойки, на которых расположены подвижные по вертикали салазки и жестко связанная с салазками поперечина,- несущая суппорт с инструментом и привод перемещения суппорта, о т - личающе ся тем, что, с целью снижения металлоемкости, поперечина выполнена в виде двух пар опираюг1Ихся в местах перегиба на ролики накрест лежащих лент, на которых с возможностью свободного охвата установлен суппорт, при этом каждая пара оппозитно расположенных лент одним концом жестко закреплена на салазках, а другим закреплена с возможностью наматывания на введенные в
устройство приводные барабаны, установленные на тех же салазках, где расположены места заделки лент.
Фиг.1
А-А
5
Фиг.э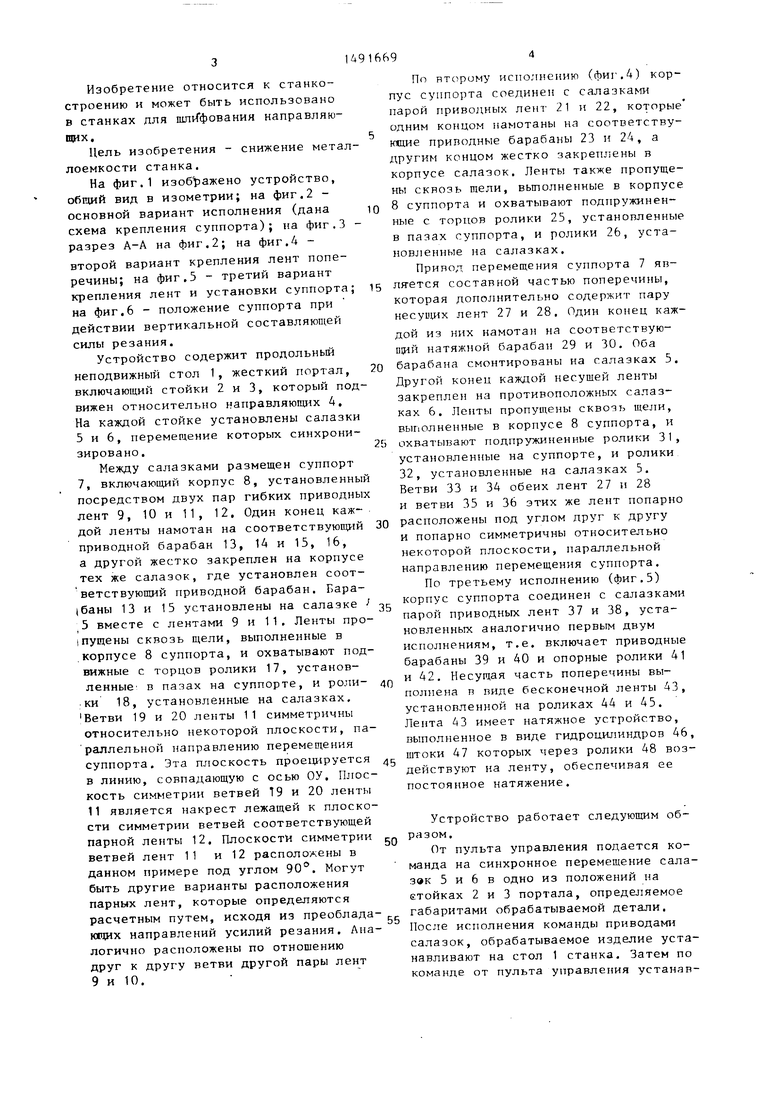

| название | год | авторы | номер документа |
|---|---|---|---|
| Промышленный робот | 1986 |
|
SU1341020A1 |
| ГОРИЗОНТАЛЬНЫЙ ФРЕЗЕРНО-РАСТОЧНЫЙ СТАНОК С ПОДВИЖНОЙ СТОЙКОЙ | 2004 |
|
RU2333078C1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С МНОЖЕСТВОМ ПАРАЛЛЕЛЬНЫХ АБРАЗИВНЫХ ЛЕНТ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2116880C1 |
| ТОКАРНО-КАРУСЕЛЬНЫЙ СТАНОК С КОПИРОВАЛЬНО- ФРЕЗЕРНЫМ СУПНОРТОМ | 1971 |
|
SU304059A1 |
| Суппорт токарно-многоцелевого станка | 1991 |
|
SU1816626A1 |
| СТОПОРНЫЙ МЕХАНИЗМ ДЛЯ МНОГОЛЕНТОЧНОГО ШЛИФОВАЛЬНОГО СТАНКА | 1993 |
|
RU2118586C1 |
| ПРОДОЛЬНО-ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ СВАРНЫХ СТЫКОВ | 1967 |
|
SU206276A1 |
| УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ПИТЬЕВОЙ СОЛОМИНКИ НА УПАКОВКЕ | 1989 |
|
RU2046738C1 |
| Машина для укладки волокон и способ изготовления волокнистых нетканых матов | 2014 |
|
RU2660034C2 |
| Машина для набивки гильз стержневых изделий перерабатывающей табак промышленности | 1987 |
|
SU1581206A3 |


Изобретение относится к области станкостроения, может быть использовано в станках для шлифования направляющих и позволяет снизить металлоемкость станков с неподвижным столом и с портальным подвижным расположением относительно него двух стоек, несущих салазки с поперечиной, на которой установлена инструментальная головка. Корпус 8 суппорта подвешен между салазками 5 и 6 на двух парах накрест лежащих приводных лент 9, 10, 11 и 12. Ленты одним концом жестко закреплены в корпусе салазок, проходят через пазы корпуса суппорта и другим концом закреплены на приводных барабанах 13, 14, 15 и 16. В местах перегиба ленты опираются на ролики 18. Для перемещения суппорта по оси Y одна группа барабанов, например левая, является ведущей, в то время как другая группа (правая) обеспечивает заторможенное сматывание лент. Представлены варианты исполнения подвески корпуса 8 суппорта, в одном из которых пара лент, например 9 и 12, выполнена по основному варианту и является приводом перемещения суппорта, а пара лент например, 10 и 11, закреплена на левых салазках, при этом приводные барабаны расположены на правых салазках, либо ленты 10 и 11 выполнены в виде единой бесконечной ленты. В этом случае ленты выполняют роль несущих элементов. 6 ил.
29 27
30 8
2
26
Фив. it
| Проспект фирмы FORKST-LJNE, модель SL - 2А5 MB, Франция, 1583, с | |||
| Насос | 1917 |
|
SU13A1 |
