Изобретение касается машины для укладки волокон для изготовления волокнистых нетканых матов согласно ограничительной части п.1 формулы изобретения. Кроме того, изобретение касается способа изготовления волокнистых нетканых матов.
Из WO 2009/042225 A2 известна машина для укладки волокон для изготовления волокнистых нетканых матов. Машина для укладки волокон имеет трехосный стол, который обладает возможностью вращения относительно головки для укладки волокон вокруг вертикальной оси вращения и обладает возможностью линейного перемещения в двух направлениях. На этом трехосном столе установлен вакуумный стол, который служит гладкой поверхностью инструмента. Головка для укладки волокон установлена над вакуумным столом жестко на раме машины и имеет направляющие рельсы для полосы из волокон, которые обладают возможностью смещения в вертикальном направлении посредством линейного исполнительного элемента, чтобы подавать полосу из волокон к поверхности инструмента. Кроме того, машина для укладки волокон описана в US 3574040.
В основе изобретения лежит задача, создать машину для укладки волокон, которая сделает возможным изготовление волокнистых нетканых матов простым, гибким и эффективным образом.
Эта задача решается с помощью машины для укладки волокон с признаками п.1 формулы изобретения. Благодаря тому, что головка для укладки волокон обладает возможностью линейного перемещения посредством y-салазок над инструментальным столом в горизонтальном направлении y, инструментальный стол для изготовления волокнистых нетканых матов должен обладать возможностью линейного перемещения только в направлении x, проходящем поперек, соответственно, перпендикулярно к направлению y, и обладать возможностью поворота вокруг вертикально проходящей оси поворота, чтобы можно было изготавливать волокнистый нетканый мат с любой ориентацией волокон, причем рама машины имеет станину, которая распространяется в направлении х и у и на которой х-салазки установлены с возможностью линейного перемещения, соответственно, расположены направляющие х-рельсы. Благодаря этому расположению осей возможно простое позиционирование инструментального стола, включая установленный на нем формовочный инструмент. С этим связана быстрая загрузка и разгрузка, так что эта машина для укладки волокон имеет высокую производительность. В частности, благодаря возможности перемещения инструментального стола исключительно в направлении x возможна простая и быстрая автоматическая загрузка и разгрузка. Так как головка для укладки волокон обладает возможностью только линейного перемещения, то есть головка для укладки волокон не имеет вертикально проходящей оси поворота, волокна во время снабжения ими и их подачи не скручиваются, так что волокна, предназначенные для укладки, могут подаваться к головке для укладки волокон просто и быстро.
X-салазки, y-салазки, головка для укладки волокон и/или узел снабжения волокнами установлены предпочтительно на раме машины. Для подвода головки для укладки волокон к инструментальному столу, соответственно, установленному на нем формовочному инструменту головка для укладки волокон предпочтительно обладает возможностью линейного перемещения в вертикальном направлении z. X-салазки для автоматической загрузки и разгрузки инструментального стола обладают возможностью линейного перемещения предпочтительно от стороны загрузки до стороны разгрузки. Кроме того, установленный на x-салазках инструментальный стол обладает возможностью вращения вокруг оси поворота, соответственно, оси z и выполнен в виде оси c. Предпочтительно головка для укладки волокон является сменной.
Машина для укладки волокон по п.2 формулы изобретения обеспечивает эффективное изготовление волокнистых нетканых матов. Благодаря тому, что x-салазки обладают возможностью линейного перемещения от стороны загрузки до стороны разгрузки рамы машины, инструментальный стол может автоматически загружаться и разгружаться. Для этого инструментальный стол снабжен, в частности, креплениями, которые зажимают паллет для формовочного инструмента с формовочным инструментом для укладки волокон, посредством зажимных систем с установкой нуля, соответственно, зажимов с установкой нуля. В частности, загрузка и выгрузка из машины для укладки волокон формовочных инструментов, соответственно, паллетов для формовочных инструментов с установленными на них формовочными инструментами возможна параллельно основному технологическому времени, то есть во время укладки волокон. С одной стороны предназначенный для обкладывания формовочный инструмент уже готов к загрузке инструментального стола, когда еще обкладывается формовочный инструмент, установленный на инструментальном столе. С другой стороны обложенный формовочный инструмент выгружается с инструментального стола и держится наготове для дальнейшей выгрузки из машины для укладки волокон, при этом инструментальный стол, независимо от дальнейшей выгрузки обложенного формовочного инструмента, готов к применению, соответственно, применяется для изготовления другого волокнистого нетканого мата. Следовательно, машина для укладки волокон по своей оси x имеет зоны для загрузки и разгрузки на торцевых сторонах, а между ними, то есть ниже оси y, зону для укладывания волокон. Рама машины имеет предпочтительно станину, которая проходит в направлении x и y и на которой могут линейно перемещаться x-салазки, соответственно, предусмотрены направляющие x-рельсы. Сторона загрузки и сторона разгрузки предпочтительно расположены на противоположных сторонах относительно инструментального стола.
Машина для укладки волокон по п.3 формулы изобретения обеспечивает эффективное изготовление волокнистых нетканых матов. Благодаря тому, что инструментальный стол имеет несколько зажимных узлов, паллеты для формовочных инструментов с установленными на них формовочными инструментами могут просто и быстро зажиматься и отсоединяться для загрузки и/или разгрузки инструментального стола. Зажимные узлы механически зажимают паллеты для формовочных инструментов и выполнены, например, в виде зажимов с установкой нуля. Имеется возможность электромеханического, гидравлического или пневматического привода зажимных узлов.
Машина для укладки волокон по п.4 формулы изобретения обеспечивает простую и быструю загрузку и/или разгрузку инструментального стола. Предпочтительно на стороне загрузки расположен первый узел для манипулирования паллетом, а на стороне разгрузки рамы машины - второй узел для манипулирования паллетом. Указанный по меньшей мере один узел для манипулирования паллетом выполнен, в частности, в виде узла для подъема паллета, который делает возможным подъем и опускание паллетов для формовочных инструментов в направлении z. Для автоматической загрузки инструментального стола с помощью первого узла для манипулирования паллетом паллет для формовочного инструмента с предназначенным для обкладывания формовочным инструментом держится наготове в поднятом положении. Пустой инструментальный стол перемещается в направлении x к стороне загрузки и под удерживаемый наготове паллет для формовочного инструмента. После этого паллет для формовочного инструмента опускается с помощью первого узла для манипулирования паллетом, и паллет для формовочного инструмента зажимается, например, посредством зажимных узлов. Теперь загруженный инструментальный стол перемещается в направлении x к головке для укладки волокон, и установленный на паллете для формовочного инструмента формовочный инструмент обкладывается волокнами. Когда укладка волокон закончена, инструментальный стол перемещается в направлении x к стороне разгрузки. Там в опущенном положении находится второй узел для манипулирования паллетом. Для разгрузки паллет для формовочного инструмента отсоединятся от инструментального стола, например, посредством зажимных узлов. Благодаря тому, что паллет для формовочного инструмента посредством инструментального стола был перемещен поверх второго узла для манипулирования паллетом, паллет для формовочного инструмента выгружается путем перевода второго узла для манипулирования паллетом из опущенного положения в поднятое положение. Теперь пустой инструментальный стол может снова перемещаться к стороне загрузки, где первый узел для манипулирования паллетом заранее держит другой паллет для формовочного инструмента. Второй узел для манипулирования паллетом может разгружаться параллельно с загрузкой инструментального стола, так чтобы второй узел для манипулирования паллетом был готов к следующей разгрузке инструментального стола.
Машина для укладки волокон по п.5 формулы изобретения обеспечивает простое и эффективное изготовление волокнистых нетканых матов. Поперечина обеспечивает простое перемещение головки для укладки волокон в направлении y без ухудшения перемещения инструментального стола. Для этого под указанной по меньшей мере одной поперечиной, в частности, выполнено соответствующее проходное отверстие для инструментального стола, так что он обладает возможностью перемещения в направлении x от стороны загрузки до стороны разгрузки. Указанная по меньшей мере одна поперечина предпочтительно соединена двумя концами со станиной рамы машины. Благодаря этому указанная по меньшей мере одна поперечина обладает высокой механической жесткостью, так что при изготовлении волокнистых нетканых матов простым образом достигаются высокие скорости укладки волокон и вместе с тем высокая производительность.
Машина для укладки волокон по п.6 формулы изобретения обеспечивает простое и эффективное изготовление волокнистых нетканых матов. Y-салазки опираются с возможностью перемещения на две поперечины, так что головка для укладки волокон расположена между этими поперечинами. Благодаря этому силы, действующие на головку для укладки волокон, могут отводиться в раму машины без деформации рамы машины. Предпочтительно эти две поперечины своими соответствующими концами скреплены с продольными опорами на станине рамы машины. Благодаря этому становится возможной простая и быстрая укладка волокон.
Машина для укладки волокон по п.7 формулы изобретения делает возможным простой и быстрый подвод головки для укладки волокон к соответствующему формовочному инструменту и, в частности, гибкое изготовление трехмерных волокнистых нетканых матов. Головка для укладки волокон обладает возможностью перемещения посредством z-салазок, в частности, по меньшей мере на 200 мм, в частности, по меньшей мере на 400 мм, и в частности, по меньшей мере на 600 мм в направлении z. Для изготовления трехмерных волокнистых нетканых матов блок управления выполнен таким образом, что головка для укладки волокон обладает возможностью перемещения в направлении z не исключительно для ее подвода, а также во время укладки волокон, так что возможно обкладывание волокнами трехмерной, то есть не плоской поверхности формовочного инструмента. Головка для укладки волокон во время укладки волокон обладает возможностью перемещения в пределах своего хода, в частности, по меньшей мере на 50 мм, в частности, по меньшей мере на 100 мм, и, в частности, по меньшей мере на 150 мм в направлении z. Предпочтительно головка для укладки волокон установлена на z-салазках с возможностью смены. Благодаря этому повышается степень использования машины для укладки волокон и вместе с тем ее гибкость и производительность. Дополнительно головка для укладки волокон может обладать возможностью поворота вокруг оси поворота, проходящей параллельно направлению x, так чтобы в креплении головки для укладки волокон была выполнена ось a. Благодаря этому волокнистый нетканый мат может иметь сравнительно большие размеры в направлении z, то есть быть сильнее искривлен.
Машина для укладки волокон по п.8 формулы изобретения обеспечивает быстрое и эффективное изготовление волокнистых нетканых матов. Головка для укладки волокон при укладке волокон движется однонаправлено в направлении y. Благодаря тому, что данный по меньшей мере один перенаправляющий элемент и данный по меньшей мере один шпулярник для бобин с волокнами расположены взаимно противоположно относительно головки для укладки волокон, предназначенные для укладки волокна в исходном положении головки для укладки волокон, соответственно, в исходном положении y-салазок для следующего процесса укладки волокон вытянуты из указанного по меньшей мере одного шпулярника для бобин с волокнами. Например, указанный по меньшей мере один перенаправляющий элемент в направлении y находится на большем расстоянии от указанного по меньшей мере одного шпулярника для бобин с волокнами, чем головка для укладки волокон. Благодаря тому, что волокна в исходном положении головки для укладки волокон, то есть в начале укладки волокон, уже вытянуты из указанного по меньшей мере одного шпулярника для бобин с волокнами, головка для укладки волокон во время укладки волокон может быстро перемещаться в направлении y. Так как головка для укладки волокон во время укладки волокон придвигается к указанному по меньшей мере одному шпулярнику для бобин с волокнами, волокна во время укладки волокон не должны больше транспортироваться, соответственно, вытягиваться из указанного по меньшей мере одного шпулярника для бобин с волокнами. Когда головка для укладки волокон после процесса укладки волокон снова перемещается обратно в свое исходное положение, волокна для следующего процесса укладки волокон вытягиваются из указанного по меньшей мере одного шпулярника для бобин с волокнами. Тем самым также обеспечена возможность как можно более равномерной транспортировки волокон из указанного по меньшей мере одного шпулярника для бобин с волокнами, при этом динамические эффекты компенсируются магазином компенсаторов. Так как волокна во время вытягивания не должны укладываться одновременно, вытягивание является сравнительно незатруднительным. Предпочтительно волокна из указанного по меньшей мере одного шпулярника для бобин с волокнами направляются над указанной по меньшей мере одной поперечиной. Указанный по меньшей мере один шпулярник для бобин с волокнами предпочтительно расположен в направлении x рядом с указанной по меньшей мере одной поперечиной, так что волокна в направлении x направляются из указанного по меньшей мере одного шпулярника для бобин с волокнами, а затем с помощью по меньшей мере одного перенаправляющего элемента, который установлен на опорной раме, перенаправляются в направлении y. Этот по меньшей мере один перенаправляющий элемент предпочтительно выполнен в виде перенаправляющего ролика, имеющего вертикальную ось вращения. Расположенный противоположно указанному по меньшей мере одному шпулярнику для бобин с волокнами, в частности, на y-салазках, меньшей мере один перенаправляющий элемент предпочтительно выполнен в виде перенаправляющего ролика, имеющего горизонтальную ось вращения. Предпочтительно машина для укладки волокон имеет два шпулярника для бобин с волокнами, которые в х-направлении расположены с обеих сторон от указанной по меньшей мере одной поперечины. Опорная рама предпочтительно закреплена на шпулярниках для бобин с волокнами. Могут быть также предусмотрены больше двух шпулярников для бобин с волокнами, которые предоставляют волокна головке для укладки волокон.
Машина для укладки волокон по п.9 формулы изобретения обеспечивает простую и быструю укладку волокон. Указанный по меньшей мере один магазин компенсаторов выравнивает изменения напряжения растяжения, действующего на волокна, так что напряжение растяжения волокон остается по существу постоянным. Благодаря этому волокна стабилизируются в пути волокон между указанным по меньшей мере одним шпулярником для бобин с волокнами и головкой для укладки волокон, и компенсируются эффекты динамических сил, так что становятся возможными более высокие скорости укладки волокон и резания волокон. Кроме того, компенсируется слабина на поворотах в пути волокон, которые, в частности, вызываются точками перенаправления, соответственно, перенаправлящими элементами на оси y и оси z.
Машина для укладки волокон по п.10 формулы изобретения обеспечивает гибкое изготовление волокнистых нетканых матов. С помощью узла кондиционирования может кондиционироваться внутреннее пространство корпуса машины, благодаря чему становится возможным простое и гибкое изготовление волокнистых нетканых матов. Благодаря тому, что отверстия корпуса на стороне загрузки и стороне разгрузки могут закрываться закрывающими элементами, кондиционирование внутреннего пространства не ухудшается из-за перемещения инструментального стола. Закрывающие элементы выполнены, например, в виде дверей или сочлененных фартуков. Благодаря кондиционированию, машина для укладки волокон обеспечивает оптимальные условия обработки. Это предпочтительно, в частности, тогда, когда волокна, соответственно, импрегнированные волокна являются гидрофильными и/или свойства их обрабатываемости изменяются с их температурой. Благодаря кондиционированию, в частности, устраняется необходимость кондиционирования всего производственного цеха.
В основе изобретения лежит также задача, создать установку для укладки волокон, которая позволит изготавливать волокнистые нетканые маты простым, гибким и эффективным образом.
Эта задача решается с помощью установки для укладки волокон с признаками п.11 формулы изобретения. С помощью транспортировочного устройства указанные по меньшей мере две машины для укладки волокон могут автоматически загружаться и разгружаться. Для этого формовочные инструменты установлены, в частности, на паллетах для формовочных инструментов. Манипулирование, соответственно, транспортировка формовочных инструментов, соответственно, паллетов для формовочных инструментов вне машин для укладки волокон осуществляется, например, по системам роликовых транспортеров или посредством порталов. В зависимости от случая применения, возможна комбинация этих систем с промышленными роботами. Формовочные инструменты, соответственно, паллеты для формовочных инструментов обладают возможностью перемещения, в частности, по направляющей. Машины для укладки волокон расположены последовательно друг за другом и/или параллельно друг другу. Направляющая ведет к стороне загрузки и/или стороне разгрузки каждой из машин для укладки волокон. Предлагаемая изобретением установка для укладки волокон имеет высокую производительность при изготовлении волокнистых нетканых матов.
В основе изобретения лежит также задача, создать способ, который позволит изготавливать волокнистые нетканые маты простым, гибким и эффективным образом.
Эта задача решается с помощью способа с признаками п.12 формулы изобретения. Преимущества предлагаемого изобретением способа соответствуют преимуществам предлагаемой изобретением машины для укладки волокон, соответственно, предлагаемой изобретением установки для укладки волокон. Предлагаемый изобретением способ может также, в частности, совершенствоваться признаками п.1-11 формулы изобретения. Благодаря автоматической загрузке и разгрузке становится возможным изготовление волокнистых нетканых матов с высокой производительностью. Машина для укладки волокон выполнена, в частности, с четырьмя осями.
Способ по п.13 формулы изобретения обеспечивает высокую производительность. Благодаря тому, что автоматическая загрузка и разгрузка инструментального стола осуществляется с различных сторон машины для укладки волокон, предназначенный для обкладывания формовочный инструмент может подготавливаться уже в то время, когда окончательно обложенный формовочный инструмент выгружается. Благодаря этому достигается малое вспомогательное время загрузки и разгрузки.
Способ по п.14 формулы изобретения обеспечивает высокую производительность. Благодаря тому, что автоматическая загрузка и/или автоматическая разгрузка машины для укладки волокон осуществляется во времени параллельно с укладкой волокон, сокращается вспомогательное время. Первый узел для манипулирования, который расположен на стороне загрузки машины для укладки волокон, например, посредством транспортировочного устройства загружается предназначенным для обкладывания формовочным инструментом. Формовочный инструмент установлен, в частности, на паллете для формовочного инструмента. Эта загрузка осуществляется параллельно основному технологическому времени укладки волокон на другой формовочный инструмент, который установлен на инструментальном столе, и/или параллельно с разгрузкой инструментального стола. По окончании процесса укладки волокон обложенный волокнами формовочный инструмент перемещается ко второму узлу для манипулирования, который расположен на стороне разгрузки машины для укладки волокон. Обложенный формовочный инструмент выгружается с инструментального стола посредством второго узла для манипулирования. После этого инструментальный стол перемещается к стороне загрузки, где он посредством первого узла для манипулирования загружается подготовленным формовочным инструментом. После этого инструментальный стол снова перемещается к головке для укладки волокон, где новый формовочный инструмент обкладывается волокнами. Удерживаемый вторым узлом для манипулирования и обложенный формовочный инструмент во время загрузки инструментального стола и/или во время укладки волокон на новый формовочный инструмент выгружается из машины для укладки волокон. Разгрузка осуществляется, таким образом, во времени параллельно с загрузкой инструментального стола и/или параллельно основному технологическому времени укладки волокон. Выгрузка из машины для укладки волокон осуществляется, например, посредством транспортировочного устройства. Формовочные инструменты расположены, в частности, на паллетах для формовочных инструментов.
Способ по п.15 формулы изобретения обеспечивает простую и быструю загрузку и разгрузку инструментального стола. С помощью зажимных узлов паллеты для формовочных инструментов, содержащие различные формовочные инструменты, могут просто, точно и быстро зажиматься и отсоединяться.
Способ по п.16 формулы изобретения обеспечивает простую и быструю загрузку и разгрузку инструментального стола. Благодаря тому, что инструментальный стол обладает возможностью линейного перемещения исключительно в одном горизонтальном направлении, в частности в горизонтальном направлении x, возможно простое и быстрое перемещение и позиционирование инструментального стола или, соответственно, установленного на нем формовочного инструмента. Благодаря этому повышается производительность машины для укладки волокон.
Другие признаки, преимущества и подробности изобретения содержатся в последующем описании нескольких примеров осуществления. Показано:
фиг.1: схематичное изображение установки для укладки волокон согласно первому примеру осуществления, имеющей несколько расположенных параллельно друг другу машин для укладки волокон для изготовления волокнистых нетканых матов;
фиг.2: вид в перспективе машины для укладки волокон установки для укладки волокон, изображенной на фиг.1;
фиг.3: вид сверху машины для укладки волокон с фиг.2;
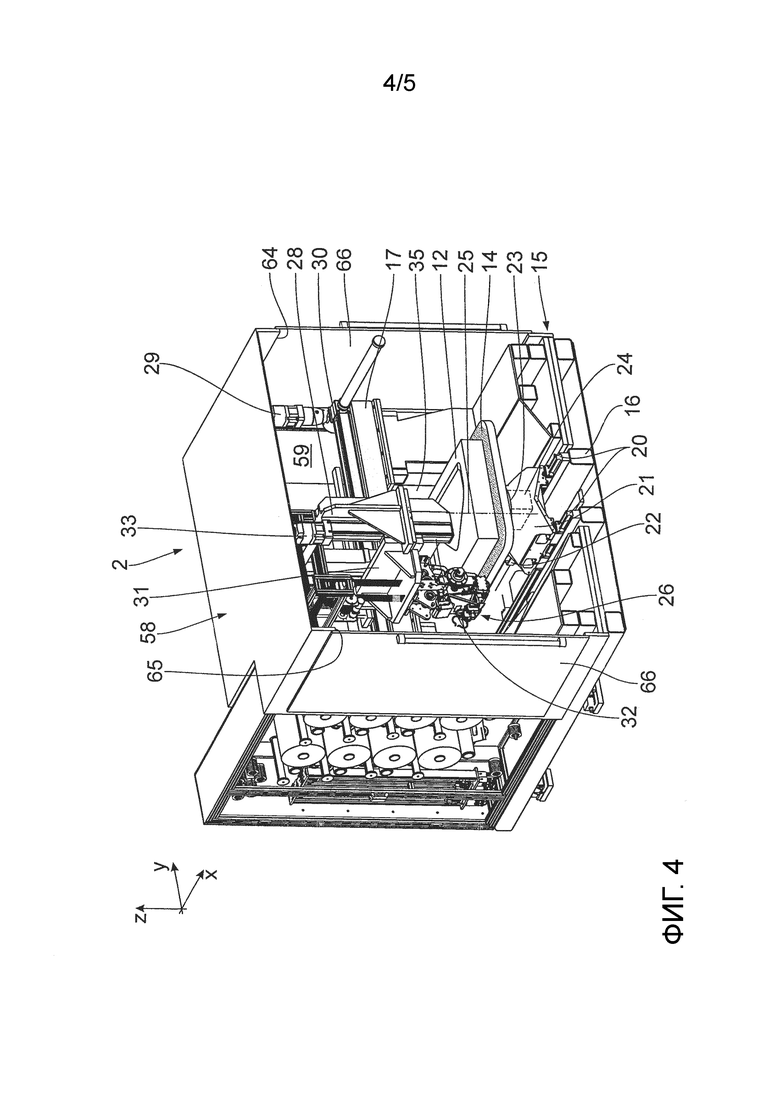
фиг.4: изображение в перспективе сечения машины для укладки волокон по линии IV-IV сечения с фиг.3, и
фиг.5: схематичное изображение установки для укладки волокон по второму примеру осуществления, имеющей расположенные последовательно друг за другом машины для укладки волокон для изготовления волокнистых нетканых матов.
Ниже с помощью фиг.1-4 описывается первый пример осуществления изобретения. Установка 1 для укладки волокон имеет несколько машин 2 для укладки волокон для изготовления волокнистых нетканых матов 3. Эти машины 2 для укладки волокон одинаковы по конструкции. На фиг.1 установка 1 для укладки волокон имеет, например, шесть одинаковых по конструкции машин 2 для укладки волокон, которые расположены двумя группами. Каждая группа имеет три машины 2 для укладки волокон, которые расположены параллельно друг другу.
Для автоматической загрузки и разгрузки машин 2 для укладки волокон установка 1 для укладки волокон имеет транспортировочное устройство 4, 5. Это транспортировочное устройство имеет, например, несколько транспортировочных салазок 4, которые обладают возможностью перемещения по направляющей 5. Направляющая 5 имеет участок 6 загрузки, который проходит от места 7 приема до соответствующей стороны 8 загрузки машин 2 для укладки волокон. На участке 6 загрузки установлены с возможностью перемещения по меньшей мере одни транспортировочные салазки 4. Направляющая 5 имеет также участок 9 разгрузки, который проходит от соответствующей стороны 10 разгрузки машин 2 для укладки волокон до места 11 складывания. На участке 9 разгрузки установлены с возможностью перемещения по меньшей мере одни транспортировочные салазки 4.
Посредством транспортировочного устройства 4, 5 не обложенные формовочные инструменты 12, то есть предназначенные для обкладывания волокнами 13 формовочные инструменты 12, могут перемещаться от места 7 приема до сторон загрузки, а обложенные волокнами 13 формовочные инструменты 12 могут перемещаться от сторон 10 разгрузки к месту 11 складывания. Формовочные инструменты 12 установлены на паллетах 14 для формовочных инструментов. Машины 2 для укладки волокон одинаковы по конструкции, так что ниже описана только одна из машин 2 для укладки волокон. Машина 2 для укладки волокон имеет раму 15 машины, включающую в себя станину 16 и установленные на ней поперечины 17, 18. Станина 16 распространяется по существу в горизонтальном направлении x и проходящем перпендикулярно к нему горизонтальном направлении y. Поперечины 17, 18 проходят параллельно направлению y и в направлении x установлены на расстоянии друг от друга на станине 16. Поперечины 17, 18 каждая двумя концами посредством продольных опор 19 в направлении z установлены над станиной 16. Направление z проходит перпендикулярно к направлению x и направлению y, так что направления x, y и z образуют декартову систему координат.
На станине 16 установлены два направляющих х-рельса 20, которые распространяются в направлении x и находятся на расстоянии друг от друга в направлении y. На направляющих x-рельсах 20 установлены x-салазки 21, которые обладают возможностью перемещения посредством приводного x-двигателя 22 в направлении x между стороной 8 загрузки и стороной 10 разгрузки. Для этого направляющие x-рельсы 20 проходят в направлении x по всей станине 16. На x-салазках 21 установлен инструментальный стол 23, который обладает возможностью поворота посредством приводного c-двигателя 24 вокруг вертикальной оси 25 поворота. Вертикальная ось 25 поворота называется также осью c. Ось c проходит параллельно направлению z. Инструментальный стол 23 обладает возможностью линейного перемещения посредством x-салазок 21 исключительно в направлении x.
Инструментальный стол 23 служит для позиционирования данного формовочного инструмента 12 относительно головки 26 для укладки волокон. Для механического зажима и отсоединения паллетов 14 для формовочных инструментов, содержащих данный формовочный инструмент 12, инструментальный стол 23 имеет несколько зажимных узлов 27. Зажимные узлы 27 схематично изображены на фиг.3. Эти зажимные узлы 27, в принципе, известны и выполнены, например, в виде зажимов с установкой нуля. Имеется возможность электромеханического, гидравлического или пневматического привода зажимных узлов 27.
Для укладки волокон 13 на двухмерную или трехмерную поверхность S данного формовочного инструмента 12 головка 26 для укладки волокон обладает возможностью позиционирования над инструментальным столом 23 в направлении z. Головка 26 для укладки волокон обладает возможностью перемещения в направлении y и в направлении z. Для этого на поперечинах 17, 18 установлены y-салазки 28, которые обладают возможностью линейного перемещения в направлении y посредством приводного y-двигателя 29. Эти y-салазки 28 установлены на направляющие y-рельсы 30, которые расположены на верхней стороне поперечин 17, 18. Y-салазки 28 проходят между поперечинами 17, 18. Для перемещения головки 26 для укладки волокон в направлении z на y-салазках 28 установлены z-салазки 31. Эти z-салазки 31 установлены на направляющие z-рельсы 32 и обладают возможностью перемещения посредством приводных z-двигателей 33 в направлении z. Направляющие z-рельсы 32 проходят параллельно направлению z и находятся на расстоянии друг от друга в направлении x.
Головка 26 для укладки волокон установлена на z-салазках 31. Предпочтительно головка 26 для укладки волокон закреплена с возможностью смены. Головка 26 для укладки волокон обладает возможностью линейного перемещения исключительно в направлении y. Поворот головки 26 для укладки волокон на z-салазках 31 невозможен. Альтернативно головка 26 для укладки волокон может обладать возможностью поворота вокруг оси поворота, проходящей параллельно направлению x, то есть образовывать ось a. Благодаря этому могут изготавливаться сравнительно сильнее искривленные трехмерные волокнистые нетканые маты 3.
Головка 26 для укладки волокон обладает возможностью линейного перемещения в направлении z посредством z-салазок 31 по меньшей мере на 200 мм, в частности по меньшей мере на 400 мм, и по меньшей мере на 600 мм. Для изготовления трехмерных волокнистых нетканых матов 3 блок 34 управления машины 2 для укладки волокон выполнен таким образом, что головка 26 для укладки волокон во время укладки волокон 13 обладает возможностью линейного перемещения посредством z-салазок 31 по своему ходу по меньшей мере на 50 мм, в частности по меньшей мере на 100 мм, и в частности по меньшей мере на 150 мм.
Для перемещения инструментального стола 23 в направлении x под поперечинами 17, 18 и между соответствующими каждой из них продольными опорами 19 выполнены проходные отверстия 35, 36 для инструментального стола 23. Для автоматической загрузки инструментального стола 23 паллетами 14 для формовочных инструментов на стороне 8 загрузки расположен первый узел 37 для манипулирования паллетом, в отличие от чего для автоматической выгрузки паллетов 14 для формовочных инструментов с инструментального стола 23 на стороне 10 разгрузки расположен второй узел 38 для манипулирования паллетом. Узлы 37, 38 для манипулирования паллетами закреплены на станине 16 с концевой стороны в направлении x. Узлы 37, 38 для манипулирования паллетами выполнены в виде подъемных узлов, которые служат для подъема и опускания паллетов 14 для формовочных инструментов. Для этого узлы 37, 38 для манипулирования паллетами имеют по меньшей мере три, в частности, по меньшей мере четыре подъемных элемента 39. Эти подъемные элементы 39 имеют поршень 40, который обладает возможностью смещения в соответствующем цилиндре 41 в направлении z. Имеется возможность приведения в действие подъемных элементов 39 электромеханическим, пневматическим или гидравлическим приводом. В частности, подъемные элементы 39, принадлежащие данному узлу 37, 38 для манипулирования паллетом, приводятся в действие синхронно посредством узла 34 управления, чтобы поднимать или опускать паллет 14 для формовочного инструмента.
Машина 2 для укладки волокон для снабжения предназначенными для укладки волокнами 13 имеет узел 42 снабжения волокнами. Этот узел 41 снабжения волокнами имеет два шпулярника 43, 44 для бобин с волокнами, при этом первый шпулярник 43 для бобин с волокнами расположен в направлении x рядом с первой поперечиной 17, а второй шпулярник 44 для бобин с волокнами рядом со второй поперечиной 18. Шпулярники 43, 44 для бобин с волокнами в направлении y концевой стороной закреплены на станине 16. Шпулярники 43, 44 имеют по нескольку держателей 45 бобин с волокнами для бобин 46 с волокнами. Бобины 46 с волокнами расположены каждая на собственном держателе 45 бобины с волокнами и установлены с возможностью вращения каждая вокруг собственной горизонтальной оси 47 вращения. Каждая горизонтальная ось 47 вращения проходит параллельно направлению y. Имеется возможность подачи волокон 13 по направляющим элементам 50 в виде направляющих роликов в соответствующий магазин 48, 49 компенсаторов, который служит для компенсации изменений напряжения растяжения, действующего на волокна 13. Каждый магазин 48, 49 компенсаторов имеет перенаправляющие элементы 51 в виде перенаправляющих роликов, которые обладают возможностью смещения в направлении z и посредством грузов осуществляют предварительное натяжение волокон 13. Перенаправляющие элементы 51 называются также компенсаторами. Путем перемещения перенаправляющих элементов 51 могут компенсироваться динамические эффекты, которые вызваны, с одной стороны, инертностью бобин 46 с волокнами, а с другой стороны, обусловлены неравномерной транспортировкой волокон 13 в случае резки отдельных волокон во время складывания волокон 13. Имеется возможность перенаправления волокон 13 с помощью направляющих элементов 53 в виде направляющих роликов и возможность направления из соответствующего шпулярника 43, 44 для бобин с волокнами. Положение перенаправляющих элементов 51 регулируется при работе магазинов 48, 49 компенсаторов. Для этого служат сенсоры 52, которые определяют отклонение перенаправляющих элементов 51 в направлении z. Отклонение в направлении z регулируется вокруг номинального положения, при этом держатели 45 бобин с волокнами оснащены регулируемым тормозом.
Волокна 13 выходят из шпулярников 43, 44 для бобин с волокнами в направлении x и перенаправляются вертикально расположенными перенаправляющими элементами 54, которые образуют вертикальную ось перенаправления, в направлении y. Перенаправляющие элементы 54 установлены на опорной раме 55, которая закреплена между шпулярниками 43, 44 для бобин с волокнами. На стороне y-салазок 28, обращенной от головки 26 для укладки волокон и шпулярников 43, 44 для бобин с волокнами, установлены горизонтальные перенаправляющие элементы 46 в виде перенаправляющих роликов, которые сначала перенаправляют волокна 13 из направления y в направлении z, а затем из направления z снова в направлении y. Перенаправляющие элементы 56 образуют горизонтальные оси перенаправления. Между y-салазками 28 и шпулярниками 43, 44 для бобин с волокнами над z-салазками расположены другие горизонтальные перенаправляющие элементы 57. Перенаправляющие элементы 57 образуют горизонтальные оси перенаправления и перенаправляют волокна 13 из направления y в направлении z к головке 26 для укладки волокон. Перенаправляющие элементы 57 выполнены в виде перенаправляющих роликов. Головка 26 для укладки волокон этой конструкции известна.
Машина 2 для укладки волокон имеет корпус 58 машины, который изображен только на фиг.3 и 4. Корпус 58 машины ограничивает внутреннее пространство 59, в котором расположены продольные опоры 19 с поперечинами 17, 18, y-салазками 28, z-салазками 31 и головкой 26 для укладки волокон. Корпус 58 машины для укладки волокон имеет в направлении стороны 8 загрузки первое отверстие 60 корпуса, а в направлении стороны 10 разгрузки - второе отверстие 61 корпуса, которые могут плотно закрываться соответствующими закрывающими элементами 62 и открываться. Отверстия 60, 61 корпуса и соответствующие закрывающие элементы 62 на фиг.3 показаны только в общих чертах. Закрывающие элементы 62 выполнены, например, в виде дверей или сочлененных фартуков.
Для кондиционирования внутреннего пространства 59 машина 2 для укладки волокон имеет узел 63 кондиционирования, который установлен на станине 16. Для входа во внутреннее пространство 59 в корпусе 58 машины выполнены два других отверстия 64, 65 корпуса, которые оканчиваются во внутреннем пространстве 59 между соответственно соседними продольными опорами 19. Отверстия 64, 65 корпуса закрываются посредством дверей 66.
Принцип действия установки 1 для укладки волокон и машины 2 для укладки волокон следующий.
Машины 2 для укладки волокон посредством транспортировочного устройства 4, 5 автоматически загружаются паллетами 14 для формовочных инструментов, на которых установлены предназначенные для обкладывания формовочные инструменты 12. Для этого указанные по меньшей мере одни транспортировочные салазки 4 перемещаются от места 7 приема на участке 6 загрузки направляющей 5 до соответствующей стороны 8 загрузки машин 2 для укладки волокон.
Загрузка осуществляется таким образом, что транспортировочное устройство 4, 5 подает паллет 14 для формовочного инструмента в первый узел 37 для манипулирования паллетом. Первый узел 37 для манипулирования паллетом находится предпочтительно в поднятом положении. Если первый узел 37 для манипулирования паллетом не находится в поднятом положении, то он переводится в поднятое положение до или после загрузки. Загрузка данной машины 2 для укладки волокон осуществляется во времени параллельно с укладкой волокон 13 и/или разгрузкой инструментального стола 23.
В то время как первый узел 37 для манипулирования паллетом на стороне 8 загрузки подготавливает предназначенный для обкладывания формовочный инструмент 12, посредством головки 6 для укладки волокон изготавливается волокнистый нетканый мат 3. Для этого паллет 14 с установленным на нем формовочным инструментом 12 зажимается на инструментальном столе 23 посредством зажимных узлов 27. Инструментальный стол 23 во время укладки волокон посредством x-салазок 21 линейно перемещается в направлении x и для достижения желаемой ориентации волокон посредством приводного c-двигателя 24 поворачивается вокруг оси 25 поворота. Также головка 26 для укладки волокон при укладке волокон посредством y-салазок 28 перемещается в направлении y и посредством z-салазок 31 в направлении z. Путем перемещения головки 26 для укладки волокон в направлении z возможно, в частности, изготовление трехмерного волокнистого нетканого мата 3.
После окончательного изготовления волокнистого нетканого мата 3 x-салазки 21 перемещаются в направлении x к стороне 10 разгрузки. Там находится второй узел 38 для манипулирования паллетом в опущенном положении. Для автоматической разгрузки паллета 14 для формовочного инструмента он посредством зажимных узлов 27 отсоединяется от инструментального стола 23. После этого подъемные элементы 39 второго узла 38 для манипулирования паллетом переводятся из опущенного в поднятое положение, так что паллет 14 для формовочного инструмента, содержащий окончательно обложенный формовочный инструмент 12, автоматически выгружается с инструментального стола 23.
После этого x-салазки 21 перемещаются от стороны 10 разгрузки к стороне 8 загрузки, где первый узел 37 для манипулирования паллетом в поднятом положении держит наготове следующий паллет 14 для формовочного инструмента. Когда инструментальный стол 23 находится ниже паллета 14 для формовочного инструмента, подъемные элементы 39 первого узла 37 для формовочного инструмента переводятся из поднятого в опущенное положение, вследствие чего паллет 14 для формовочного инструмента устанавливается на инструментальный стол 23. После этого паллет 14 для формовочного инструмента посредством зажимных узлов 27 зажимается на инструментальном столе 23. Теперь инструментальный стол 23 для следующего процесса укладки волокон перемещается в направлении x к головке 26 для укладки волокон, так что она может начинать новый процесс укладки волокон. Подъемные элементы 39 первого узла 37 для манипулирования паллетом снова переводятся в поднятое положение для новой загрузки.
Автоматическая разгрузка машин 2 для укладки волокон осуществляется посредством транспортировочного устройства 4, 5, которое ведет от соответствующей стороны 10 разгрузки к месту 11 складывания. Разгрузка каждой машины 2 для укладки волокон осуществляется во времени параллельно с загрузкой инструментального стола 23 паллетом 14 для формовочного инструмента и установленным на нем и предназначенным для обкладывания формовочным инструментом 12 и/или с обкладыванием формовочного инструмента 12 волокнами 13. Для разгрузки транспортировочные салазки 4 принимают паллет 14 для формовочного инструмента и установленный на нем формовочный инструмент 12 от второго узла 38 для манипулирования паллетом и перемещаются от соответствующей стороны 10 разгрузки на участке 9 разгрузки направляющей 5 к месту 11 складывания. Подъемные элементы 39 второго узла 38 для манипулирования паллетом после разгрузки переводятся в опущенное положение, так что инструментальный стол 23 снова может разгружаться.
Отверстия 60, 61 кондиционируемого корпуса 58 машины преимущественно закрыты посредством закрывающих элементов 62 и открываются только, когда инструментальный стол 23 перемещается от стороны 8 загрузки к головке 26 для укладки волокон, или от головки 26 для укладки волокон к стороне 10 разгрузки, или от стороны 10 разгрузки к стороне 8 загрузки.
Укладка волокон 13 осуществляется однонаправленно, когда головка 26 для укладки волокон перемещается в направлении y к шпулярникам 43, 44 для бобин с волокнами. При этом процессе перемещения расстояние между вертикальными перенаправляющими элементами 54 и горизонтальными перенаправляющими элементами 56 сокращается, так что во время процесса укладки волокон волокна 13 не должны вытягиваться из шпулярников 43, 44 для бобин с волокнами. Благодаря этому укладка волокон может осуществляться сравнительно быстро. Затем, при обратном перемещении головки 26 для укладки волокон от шпулярников 43, 44 для бобин с волокнами, для следующего процесса укладки волокон волокна 13 вытягиваются из шпулярников 43, 44 для бобин с волокнами. Изменения напряжения растяжения волокон 13 выравниваются посредством магазинов 48, 49 компенсаторов.
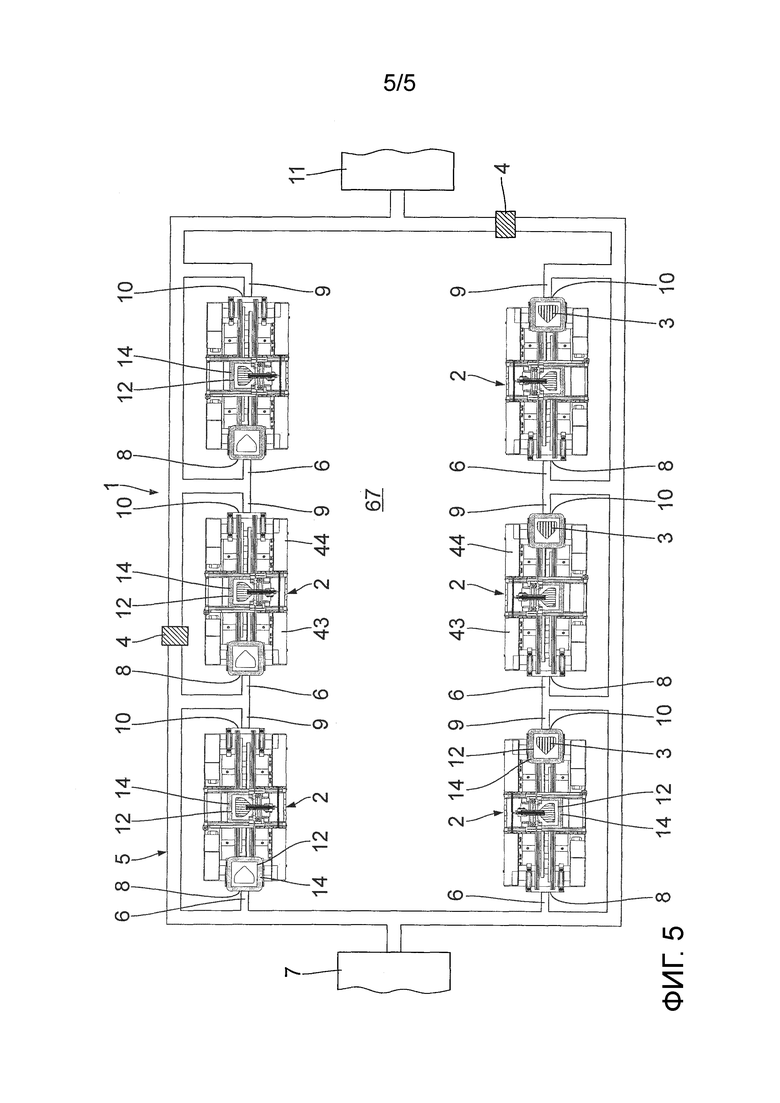
Ниже с помощью фиг.5 описывается второй пример осуществления изобретения. В отличие от первого примера осуществления, машины 2 для укладки волокон расположены двумя группами последовательно друг за другом. Направляющая 5 выполнена таким образом, что направляющие салазки 4 обладают возможностью перемещения по соответствующему участку 6 загрузки и соответствующему участку 9 разгрузки к стороне 8 загрузки и стороне 10 разгрузки каждой из машин 2 для укладки волокон. Шпулярники 43, 44 для бобин с волокнами каждой машины 2 для укладки волокон расположены в направлении промежуточного пространства 67. Промежуточное пространство 67 образуется двумя рядами машин 2 для укладки волокон. В промежуточном пространстве 67 расположено, например, хранилище для бобин 46 с волокнами, чтобы вновь комплектовать шпулярники 43, 44 для бобин с волокнами. В остальном в отношении конструкции и в остальном в отношении принципа действия установки 1 для укладки волокон и машин 2 для укладки волокон ссылаемся на предыдущий пример осуществления.
В общем и целом, имеет место следующее: машины 2 для укладки волокон делают возможной укладку пакетов волокон из жгутового импрегнированного материала и/или расщепленного жгутового материала и/или сухих волокон 13, которые могут быть снабжены связующим. Волокна 13 представляют собой предпочтительно углеродные волокна и/или стекловолокна. Волокнистые нетканые маты 3 могут изготавливаться с любой ориентацией волокон и/или контуром. Машины 2 для укладки волокон функционируют автономно. Для загрузки и разгрузки машин 2 для укладки волокон установка 1 для укладки волокон может иметь вышестоящее устройство управления. Для достижения высокой производительности машины 2 для укладки волокон включены, в частности, в поточную линию. Каждая машина 2 для укладки волокон выполнена с четырьмя осями. Если головка 26 для укладки волокон обладает возможностью поворота вокруг дополнительной оси a, данная машина 2 для укладки волокон выполнена с пятью осями. С помощью каждой машины 2 для укладки волокон могут изготавливаться как двухмерные, так и трехмерные волокнистые нетканые маты 3. Головка 26 для укладки волокон обладает возможностью линейного перемещения по двум осям. В частности, головка 26 для укладки волокон обладает возможностью линейного перемещения исключительно по двум осям, а именно, по горизонтальной оси y и вертикальной оси z. Инструментальный стол 23 обладает возможностью линейного перемещения по одной оси и обладает возможностью поворота вокруг оси 25 поворота. В частности, инструментальный стол 23 обладает возможностью линейного перемещения исключительно по оси x и обладает возможностью поворота вокруг вертикальной оси c. Эта комбинация осей допускает простое, гибкое и эффективное изготовление двухмерных и трехмерных волокнистых нетканых матов 3, имеющих любую ориентацию волокон и/или контур.
Головка 26 для укладки волокон выполнена многодорожечной и содержит в себе обычные функции, такие как, например, резка волокон 13 в движении, зажим и приведение в движение волокон 13, при этом для волокон 13 доступна каждая функция в отдельности. Головка 26 для укладки волокон обладает возможностью смены в целях технического обслуживания. Загрузка машины 2 для укладки волокон и/или инструментального стола 23 осуществляется автоматически. Для этого предусмотрены транспортировочное устройство 4, 5 и узел 37 для манипулирования паллетом. Соответственно разгрузка инструментального стола 23 и/или машины 2 для укладки волокон осуществляется автоматически. Для этого предусмотрены узел 38 для манипулирования паллетом и транспортировочное устройство 4, 5. Транспортировочное устройство может быть также выполнено таким образом, чтобы формовочные инструменты 12, соответственно, паллеты 14 для формовочных инструментов сами обладали возможностью перемещения посредством направляющей. Для этого направляющая представляет собой, например, роликовый транспортер или ленточный транспортер. Тогда транспортировочные салазки не нужны. Узлы 37, 39 для манипулирования паллетами представляют собой, например, устройство для смены паллета. Машина 2 для укладки волокон доступна для загрузки и разгрузки с двух противоположных сторон. В частности, паллеты 14 для формовочных инструментов могут загружаться сквозь машину 2 для укладки волокон. Благодаря этой сквозной загрузке машина 2 для укладки волокон пригодна к интегрированию в поточные линии. С помощью машины 2 для укладки волокон могут, например, изготавливаться волокнистые нетканые маты 3, имеющие размер 1500 мм × 1500 мм × 100 мм. Такие волокнистые нетканые маты 3 применяются, например, в автомобильной промышленности.



Машина (1) для укладки волокон для изготовления волокнистых нетканых матов имеет инструментальный стол (23) для позиционирования формовочного инструмента (12), который обладает возможностью линейного перемещения посредством x-салазок (21) в направлении x и обладает возможностью поворота вокруг вертикальной оси (25) поворота. Над инструментальным столом (23) расположена головка (26) для укладки волокон, которая обладает возможностью линейного перемещения поперек к направлению x посредством y-салазок. Благодаря тому, что головка (26) для укладки волокон обладает возможностью линейного перемещения, а рама (15) машины имеет станину (16), которая распространяется в направлении х и у и на которой х-салазки (21) установлены с возможностью линейного перемещения, соответственно, расположены направляющие х-рельсы (20), волокнистые нетканые маты могут изготавливаться быстро и эффективно. В частности, легко возможна автоматическая загрузка и разгрузка инструментального стола (23). 3 н. и 13 з.п. ф-лы, 5 ил.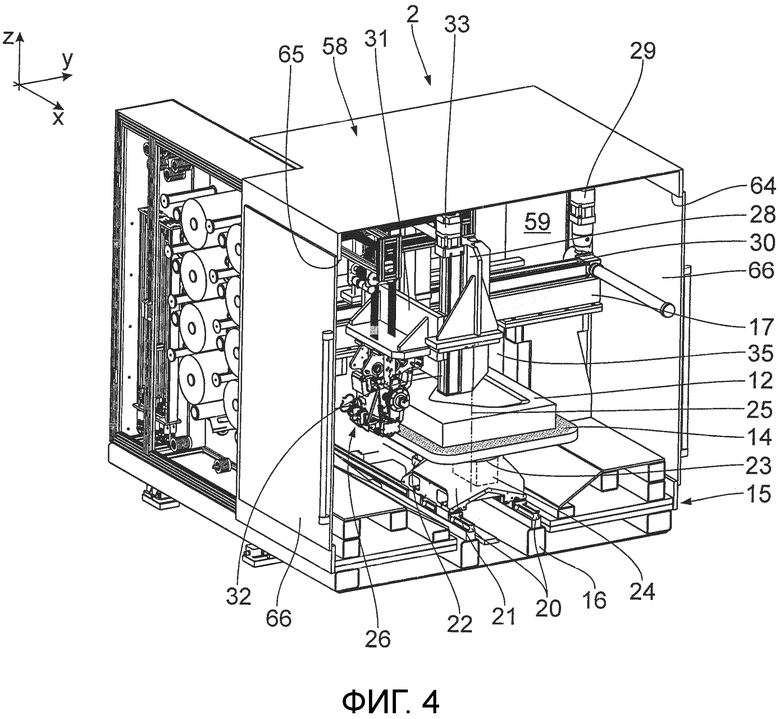
1. Машина для укладки волокон для изготовления волокнистых нетканых матов, имеющая
раму (15) машины,
x-салазки (21), которые обладают возможностью линейного перемещения в горизонтальном направлении x,
инструментальный стол (23) для позиционирования формовочного инструмента (12), который установлен на x-салазках (21) и обладает возможностью поворота вокруг вертикально проходящей оси (25) поворота,
головку (26) для укладки волокон, для укладки волокон (13) на формовочный инструмент (12), который расположен в вертикальном направлении z над инструментальным столом (23),
узел (42) снабжения волокнами для снабжения волокнами (13), которые должны укладываться с помощью головки (26) для укладки волокон,
причем головка (26) для укладки волокон обладает возможностью линейного перемещения посредством y-салазок (28) в горизонтальном и проходящем поперек к направлению x направлении y,
отличающаяся тем, что рама (15) машины имеет станину (16), которая распространяется в направлении х и у и на которой х-салазки (21) установлены с возможностью линейного перемещения, соответственно, расположены направляющие х-рельсы (20).
2. Машина для укладки волокон по п.1, отличающаяся тем, что x-салазки (21) обладают возможностью перемещения по направляющим x-рельсам (20), которые проходят от стороны (8) загрузки рамы (15) машины до стороны (10) разгрузки рамы (15) машины.
3. Машина для укладки волокон по п.1 или 2, отличающаяся тем, что инструментальный стол (23) имеет несколько зажимных узлов (27) для механического зажима и отсоединения паллетов (14) для формовочных инструментов.
4. Машина для укладки волокон по одному из пп.1-3, отличающаяся по меньшей мере одним узлом (37, 38) для манипулирования паллетом для загрузки инструментального стола (23) паллетом (14) для формовочного инструмента и/или для выгрузки паллета (14) для формовочного инструмента с инструментального стола (23), расположенным, в частности, на стороне загрузки (8) и/или стороне разгрузки рамы (15) машины.
5. Машина для укладки волокон по одному из пп.1-4, отличающаяся тем, что рама (15) машины имеет по меньшей мере одну проходящую в направлении y поперечину (17, 18), на которой установлены y-салазки (28), и, в частности, что в направлении z под указанной по меньшей мере одной поперечиной (17, 18) выполнено по меньшей мере одно проходное отверстие (35, 36) для инструментального стола (23).
6. Машина для укладки волокон по одному из пп.1-5, отличающаяся тем, что рама (15) машины имеет две поперечины (17, 18), которые находятся на расстоянии в направлении x и на которых установлены с возможностью перемещения y-салазки (28).
7. Машина для укладки волокон по одному из пп.1-6, отличающаяся тем, что на y-салазках (28) установлены z-салазки (31), которые установлены с возможностью линейного перемещения в направлении z, и головка (26) для укладки волокон установлена на z-салазках (31),
и, в частности, что предусмотрен блок (34) управления, который выполнен таким образом, что головка (26) для укладки волокон для изготовления трехмерных волокнистых нетканых матов (3) во время укладки волокон (13) обладает возможностью перемещения в направлении z посредством z-салазок (31).
8. Машина для укладки волокон по одному из пп.1-7, отличающаяся тем, что блок (42) снабжения волокнами имеет по меньшей мере один шпулярник (43, 44) для бобин с волокнами и по меньшей мере один перенаправляющий элемент (56), при этом указанный по меньшей мере один перенаправляющий элемент (56) установлен относительно головки (26) для укладки волокон противоположно указанному по меньшей мере одному шпулярнику (43, 44) для бобин с волокнами, в частности на y-салазках (28).
9. Машина для укладки волокон по одному из пп.1-8, отличающаяся тем, что блок (42) снабжения волокнами имеет по меньшей мере один магазин (48, 49) компенсаторов для компенсации динамических эффектов сил, действующих на волокна (13).
10. Машина для укладки волокон по одному из пп.1-9, отличающаяся тем, что головка (26) для укладки волокон расположена внутри корпуса (58) машины, причем предусмотрен узел (63) кондиционирования для кондиционирования внутреннего пространства (59) корпуса (58) машины, и, в частности, при этом в корпусе (58) машины на стороне (8) загрузки и на стороне (10) разгрузки выполнены отверстия (60, 61) корпуса, закрываемые закрывающими элементами (62).
11. Установка для изготовления волокнистых нетканых матов, включающая в себя
по меньшей мере две машины (2) для укладки волокон по меньшей мере по одному из пп.1-10, и
транспортировочное устройство (4, 5) для загрузки указанных по меньшей мере двух машин (2) для укладки волокон формовочными инструментами (12), которые, в частности, установлены на паллетах (14) для формовочных инструментов, и/или для выгрузки формовочных инструментов (12), которые, в частности, установлены на паллетах (14) для формовочных инструментов, из указанных по меньшей мере двух машин (2) для укладки волокон.
12. Способ изготовления волокнистых нетканых матов, включающий в себя этапы:
подготовка машины (2) для укладки волокон, имеющей инструментальный стол (23) и головку (26) для укладки волокон, причем эта машина (2) для укладки волокон выполнена по меньшей мере по одному из пп.1-10,
автоматическая загрузка инструментального стола (23) формовочным инструментом (12), который, в частности, установлен на паллете (14) для формовочного инструмента,
укладка волокон (13) на формовочный инструмент (12) посредством головки (26) для укладки волокон, и
автоматическая выгрузка обложенного волокнами (13) формовочного инструмента (12), который, в частности, установлен на паллете (14) для формовочного инструмента, из инструментального стола (23).
13. Способ по п.12, отличающийся тем, что автоматическая загрузка осуществляется на стороне (8) загрузки машины (2) для укладки волокон, а автоматическая разгрузка - на стороне (10) разгрузки машины (2) для укладки волокон, при этом сторона (10) разгрузки выполнена, в частности, противоположно стороне (8) загрузки.
14. Способ по п.12 или 13, отличающийся тем, что загрузка и/или выгрузка из машины (2) для укладки волокон формовочными инструментами (12) осуществляется параллельно с загрузкой и/или разгрузкой инструментального стола (23) и/или с укладкой волокон (13).
15. Способ по одному из пп.12-14, отличающийся тем, что для автоматической загрузки и разгрузки паллеты (14) для формовочных инструментов механически зажимаются на инструментальном столе (23) и отсоединяются посредством зажимных узлов (27).
16. Способ по одному из пп.12-15, отличающийся тем, что для автоматической загрузки и разгрузки инструментальный стол (23) линейно перемещается посредством салазок (28) исключительно в одном направлении.
| US 3574040 A, 06.04.1971 | |||
| US 3574040 A, 06.04.1971 | |||
| JP 57034915 A, 25.02.1982 | |||
| Автоматизированная волокноукладочная машина | 1984 |
|
SU1466639A3 |
| ИНСТРУМЕНТ И СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ВНЕ АВТОКЛАВА (ВАРИАНТЫ) | 2006 |
|
RU2420405C2 |
| Робототехнологический комплекс для обслуживания многоэтажного вулканизационного пресса | 1989 |
|
SU1685725A1 |

