Предлагаемое изобретение относится к области станкостроения и может быть использовано в металлургической и других отраслях промышленности при изготовлении сварных рельсов или других сваренных встык профилей.
Известны продольно-фрезерные станки, которые обрабатывают только часть периметра профиля. Эти станки управляются и настраиваются вручную по каждому стыку.
Отличительным признаком предлагаемого станка является наличие самонастраивающихся узлов для обработки головки, 1 ОДОШВЫ и
пазух рельса.
Фрезерные головки узлов для обработки головки рельса снабжены горизонтальными механизмами ощупывания, выполненными в виде выдвигаемых до упора в обрабатываемую поверхность по обе стороны стыка спаренных щупов с закраинами, неремещающилш в конечное положение гильзу механизма с упором-ограничителем подачи рабочего органа станка, и механизмами копирования, выполненными в виде приводимых установленными на столе станка копирами реечно-винтовых устройств, перемещающих в осевом направлепии винты поперечной подачи фрезерных головок.
роликовым упором, снаожена рычажным механпзмол ощупывания, выполненным в внде приводимого от гидропилиндра через зубчатореечную передачу рычага с закрепленными на его конце конечными выключателями моментного действия, подаюплнми при соприкосновении с рельсом па уб фание соответствующего роликового упора.
Фрезерные головки узлов для обработки пазух рельса снабл ены горизонтальными и вертикальными .механизмами ощупывания, причем носледнне выполнены в внде размещенiibix на фрезерных головках и ириводимых от гидроцилиндров через равноплечие коромысла штанг со щупами и закраи ами, перемещающих фрезерные головки с противовесными гидроцилиндра пг до упора щуиов в обрабатываемую поверхность.
В отличие от известных иредлагаемый станок обеспечивает автоматическую обработку профиля рельса по всему периметру заподлицо или на постоянном расстоянии от основной поверхности меньщего из сваренных рельсов.
Кроме того, станок обеспечивает высокую производительность, путем сов тещенпя в автоматическом цикле обработки подошвы рельса с обработкой его головки, и хорошее качество обработанного стыка прн самых разнообразных случаях расположения грата п
ступенек в зоне еварного шва для любых проKariibix профилей.
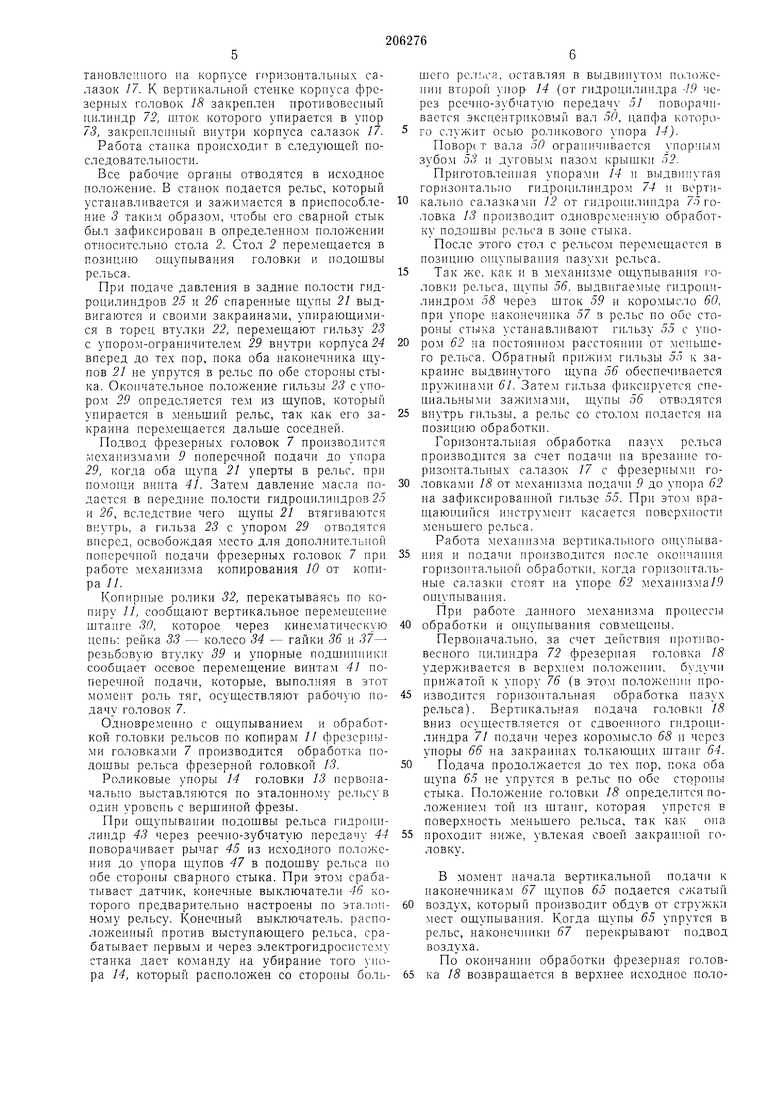
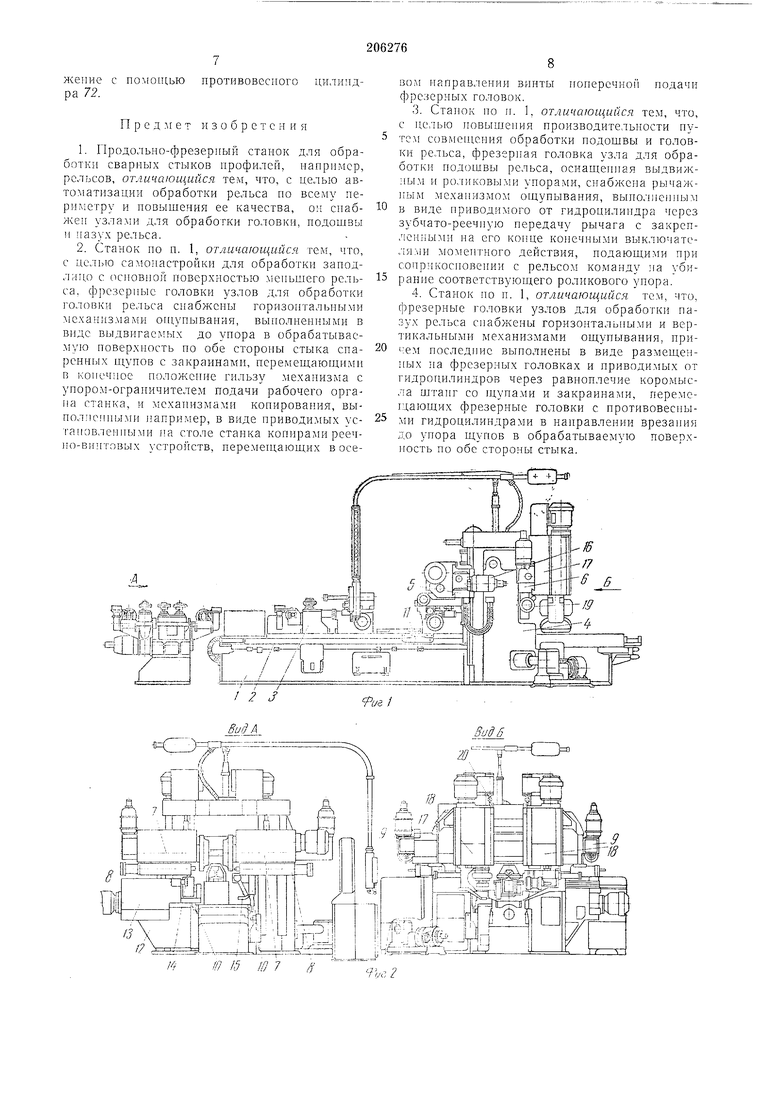
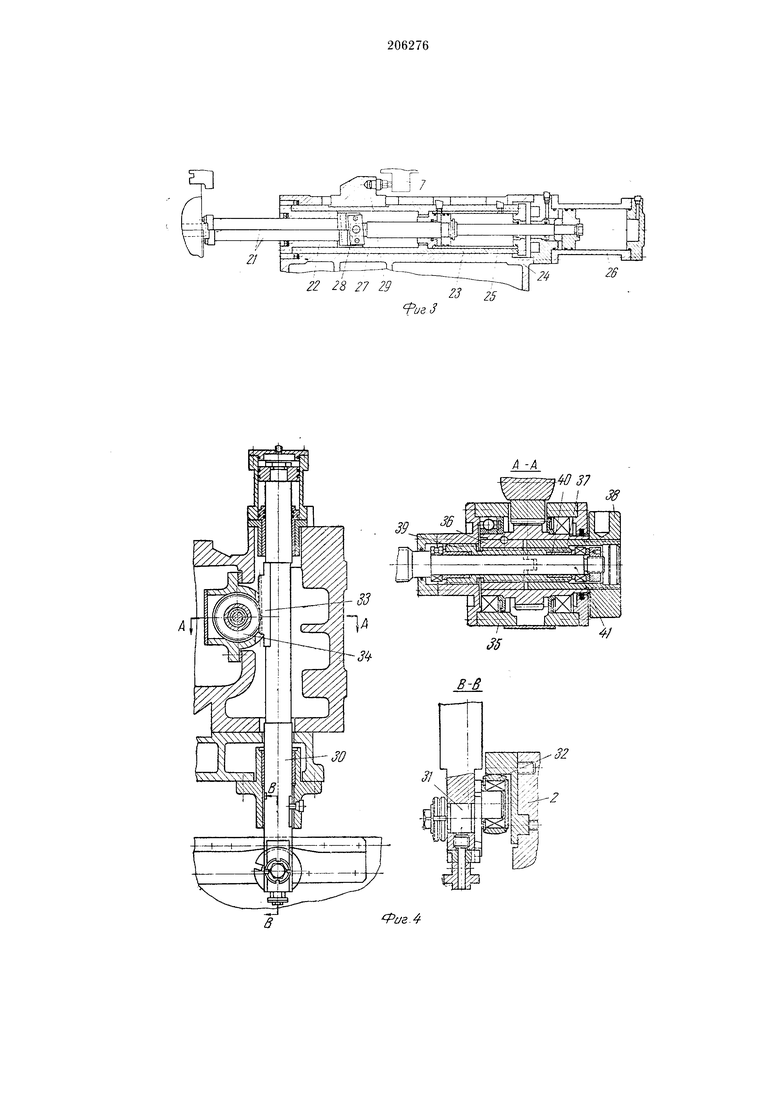
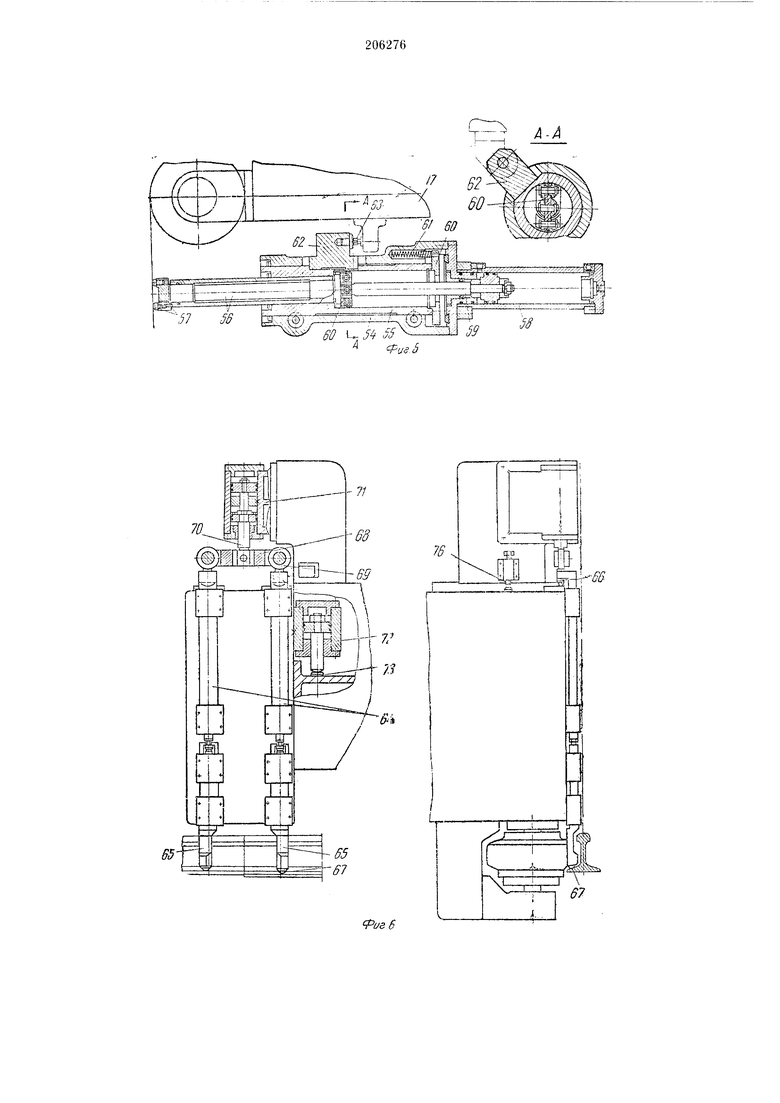
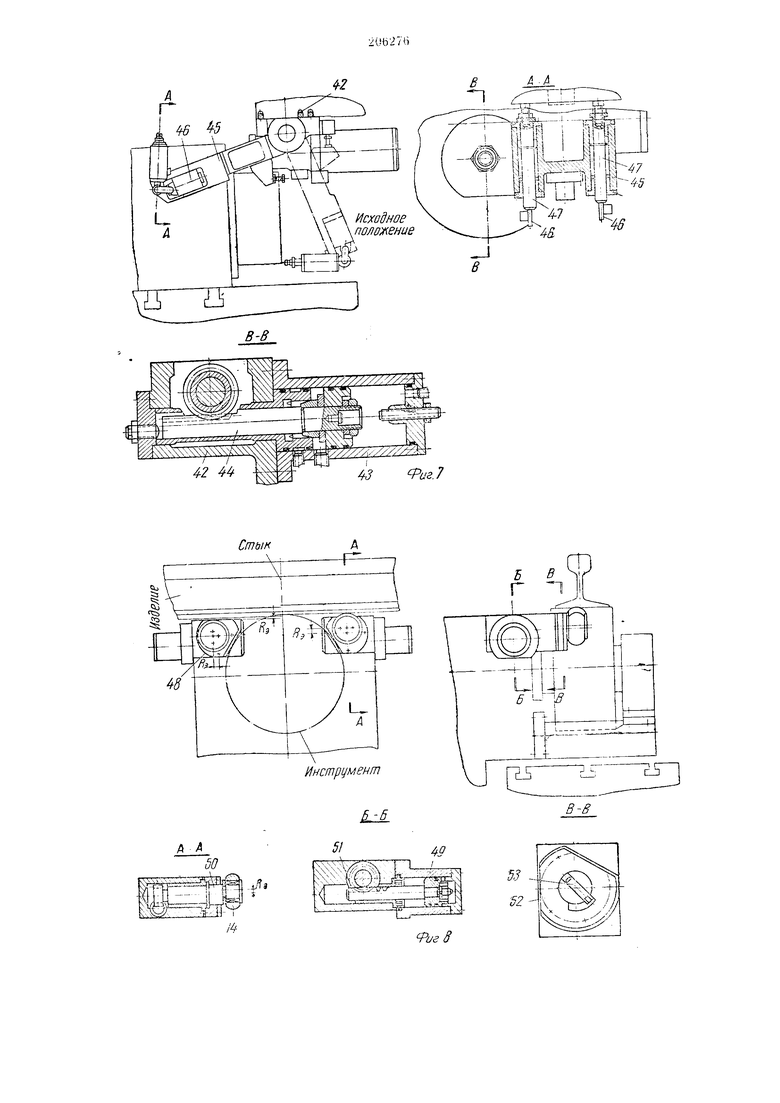
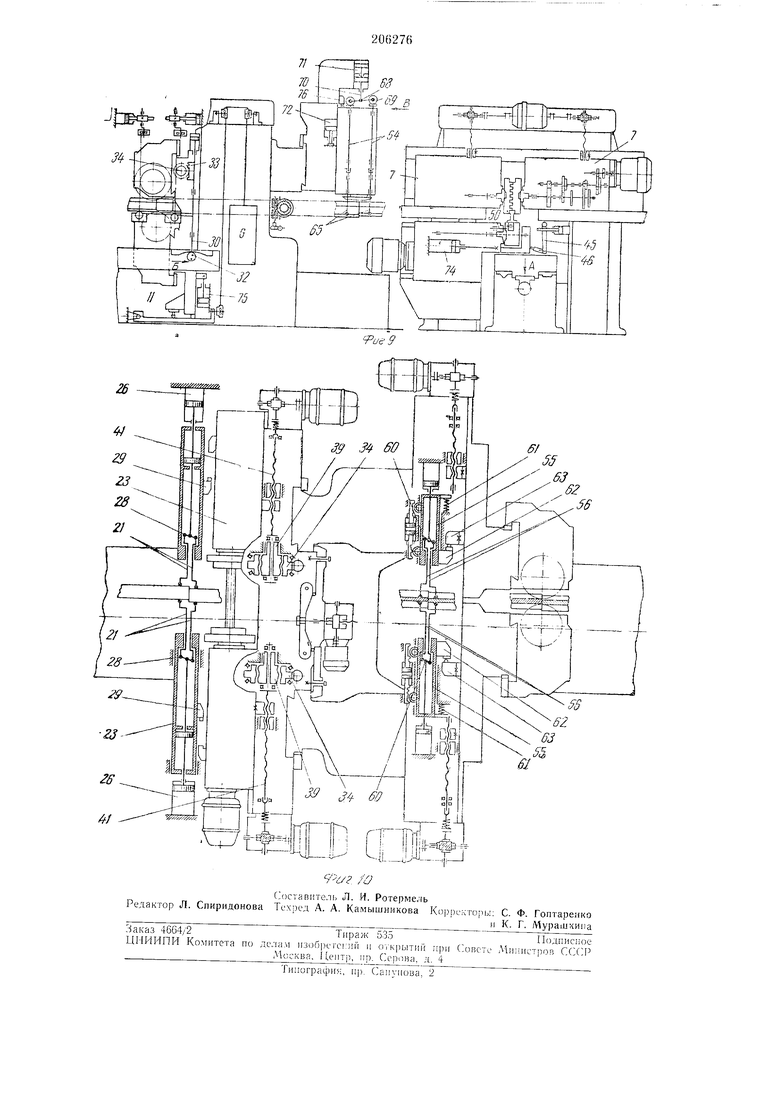
lia фиг. 1 изображен станок, вид сбоку; на фиг. 2 - общий вид станка на фиг. ио стрелкам /1 и Б; на фиг. 3 -мсхани. ощупывания головки рельса; на фиг. 4 - - мехапиз.м коиироваиия; на фиг. 5 - мехапиз.м горизонтального ощуиывания при обработке пазухи рельса; на фиг. 6 - механизм вертикального ощупывания и подачи при обработке иазухи рельса; на фиг. 7 - механнзм ощупывания подощвы рельса; па фнг. 8 - выдвижные упоры фрезерной головки для обработки подошвы рельса; на фиг. 9 и 10 - кинематическая схема станка.
Продольно-фрезерный станок состоит из станины /, стола 2, на котором установлено приспособление 3 для закреИоТеиия обрабатываемого рельса, и двустороннего портала 4, на которо.м закреплены подвижная ионеречина 5 и ненодвижная поперечина 6.
Па направляющих нодвижиой поперечины 5 для обработки головки рельса с.моптированы фрезерные головки 7, снабженные горизонтальными механнзмами 8 ощупывания головки рельса.
С торнов нодвнжной нонеречииы 5 закренлеиы л еханизмы 9 поперечной подачи, а в ее части - лшхаиизмы копирования 10. На боковых сторонах стола 2 закреплены копиры И. В нижней части паправляюп1их лево стойки портала 4 смонтированы вертикальные салазки 12, на которых установлена фрезерная головка 13 для обработки нодощвы рельса с выдвижными роликовыми унорами 14.
К нижней части правого корпуса механнзма 8 оатупываиия головки рельса нрикренлен механизм /5 ощупывания нодоншы рельеа.
В верхней части портала 4 смонтирован привод 16 вертикального неремен1ення поперечины 5. Па неподвижной поперечине 6 смогггированы горизонтальные салазки 17, на которые установлены фрезерные го.ювки 18 для с)бработки назухн рельса. В нижнеГ части ненодв11жной поперечины 6 закреплены механизмы }9 горизонтального ощ.упь Бания при обработке назухи рельса.
В верхней части салазок 17 закреплены механизмы 20 вертикального ондунывания и подачи нрн обработке пазухи рельса.
Механизм 8 ощупывапня головки рельса выполнен в виде выдвнгаемых до упора в обрабатываемую поверхность спарепиых щупов 21, смонтированных в направляющей втулке 22 гнльзы 23, размещенной в корпусе 24. В задней части гильзы 23 размен ен гидропилиндр 25, а к заднему фланцу корпуса закреплен дополнительный гидронилиндр 26. Поршни 25, 26 гидроцилиндров насажены iia общий щток 27, с которым через щарнирное коромысло 28 связаны cnapeHHt ie щупы 21.
Узел дл51 обработки головки ре.1ьса, кроме 1ого, содержит механизм коннрованмя 10, состоящий из штанги 30, на нижнсА копне которой на эксн,е;1тричной оеи 31 слюнтироза
ролик 32, упирающийся в копир //.
В средней части штанги 30 закрен.леиа зубчатая рейка 33, зацепляющаяся с зубчат111м ко.лееом 34, смонтированным внутри корпуса .S5 преобразовательного мсхаииз.ма. Внутри
зубчатого колеса 34 закреи.лена raiiKa 36 и связанная с ней выступом подвижная в осевом нанравлеиии гайка 37 с регулировоч1И}11 галкой 38. Внутри гаек 36 и 37 помеп ена резьбовая втулка 39 и в ней вту.лка 4(/, в которую вмонтирован хвостовик винта н понсpe4HOJi подачи фрезерных головок 7.
Шлчцевой конец втулки 39 разме1 1ен внутри втулки, закренлеиной к корпусу 3). Шлицевой конец винта 41 поперечной )1одачи входит в шлицевую муфту :механизма 9 поперечной подачи.
Механизм ощупывания нодошвы рельса н )едстав,:1яет собой рычажный механизм, сос оящий из корнуса 42, гидроцнлиндра 43,
р ечно-зубчатой передачи 44, на выходном зал.. которой насажен рычаг 45. Па KciHne р: чаг:1 расноложен электроко1ггактпый датчик, c(j.; оящий из двух конечных выключателей 46 v оментного действия и пеунов 47.
Механизм выдвижных уноров предс1авляет эксцентриковые механизлп,. состоящие И корпуса 48, гидроцилиндра 49, экснентрнювого вала 50 и реечно-зубчатой передачи 5/. Ь корпусу 48 прикреплена крышка 52 с дугов ям ограничительным назом. В сред11е1; части в;1ла 50 закреплен упорный зуб 53, а на неиедней части эксцентриковой этого вала емонтирован сферический унор1П5 й ролик/4.
Mexaннз 19 горизонтального ощупывания ;M;-I обработки пазух рельса состоит из ivopгуса 54, закрепленного на нсподвкж 1ой нонеречине 6. Внутри корпуса 54 рас 1оло/ке;1а гильза 55, несущая снареиные щуны 56, снаб епные наконечниками 57. Па корнусе )4 за-реплеп гидроцилиндр 58, со штоком которого через шарнирные коромысла 60 связаны щуны 56.
К заднему торцу гильзы 55 прикреплена
г pышкa, в которую упираются нружнпы В(53ьрата 61. К гильзе 55 закреплен унор 62, расположенный напротив регулируе: юго упора -3 горизоитальных салазок 17. Вертикальный механизм 20 ощунывания н
одачи нри обработке пазухи рельса выпол: ен в виде размещенных на фрезерных головках 18 толкаюп1их штанг 64 с закраинами, щупами 65 и унором 66. Пакоиечник 67 Н1упов ;шляется одновре.менно кланано.м д.ля подвода
; жатого воздуха для выдувания стружки из ;-ест ощупывания.
Сверху закраин толкающих щтанг равноплечее коромысло 68, оснаигенное на юнцах роликами 69 н щарнирно связанное со
тановлспного па корпусе горизонтальпых салазок 17. К вертикальпой стенке корпуса фрезерпых головок 18 закреплеп противовеспый цилипдр 72, шток которого упирается в упор 73, закреплсппый внутри корпуса салазок 17.
Работа стапка происходит в следующей последовательности.
Все рабочие оргапы отводятся в исходное положение. В станок подается рельс, который устанавливается и зажимается в приспособление 3 таким образом, чтобы его сварной стык был зафиксирован в определенном ноложении относительно стола 2. Стол 2 пере.мещается в позицию ощупывания головки и подощвы рельса.
При подаче давления в задние полости гидроцилиндров 25 и 26 спаренные щупы 21 выдвигаются и своими закраинами, упирающимися в торец втулки 22, перемещают гильзу 23 с упором-ограничителем 29 внутри корпуса 24 вперед до тех пор, пока оба наконечника щупов 21 не упрутся в рельс по обе стороны стыка. Окончательное положение гильзы 23 с упором 29 определяется тем из щупов, который упирается в меньщий рельс, так как его закраина перемещается дальще соседней.
Подвод фрезерных головок 7 производится механизмами 9 поперечной подачи до упора 29, когда оба щупа 21 уперты в рельс, при ПОМ01ЦИ винта 41. Затем давление масла подается в передние полости гидроиилипдров 25 и 26, вследствие чего щупы 21 втягиваются внутрь, а гильза 23 с упором 29 отводятся вперед, освобождая место для дополиительной поперечпой подачи фрезерных головок 7 прн работе механнзма копирования 10 от копира //.
Копириые ролики 32, перекатываясь по копиру //, сообщают вертикальное переменхение щтапге 30, которое через кинематическую цепь: рейка 33 - колесо 34 - гайки 36 и 37 резьбовую втулку 39 и упорные подщипники сообщает осевое перемещение винтам 41 поперечиой подачи, которые, выполняя в этот момент роль тяг, осуществляют рабочую подачу головок 7.
Одновременно с ощупыванием и обработкой головки рельсов но копирам // фрезерными головка.ми 7 производится обработка подощвы рельса фрезерной головкой 13.
Роликовые упоры 14 головки 13 первоначально выставляются по эталонному рельсу в один уровень с верщиной фрезы.
Прн ощупывапии подощвы рельса гидронилнндр 43 через реечно-зубчатую нередачу 44 поворачивает рычаг 45 из исходного положе} ия до упора щупов 47 в подощву рельса но обе стороны сварного стыка. При этом срабатывает датчик, конечные выключатели 46 которого предварительно настроены по эталонному рельсу. Конечный выключатель, расположенный против выступающего рельса, срабатывает первым и через электрогидросистему станка дает команду на убирание того упора 14, который расположен со стороны большего рсл;)Са. оставляя в выдвинутом положенин второй унор- М (от гидроцилиндра через реечно-зубчатую передачу 51 поворачнвается эксцентриковый вал 50, цанфа которого служит осью роликового упора 14).
Поворс т вала 50 ограничивается упорны.м зубом 5. и дуговым пазом крьинки 52.
Приготовленная упорами 14 и выдвинутая горизонтально гидроцнлиндром 74 и вертикально салазками 12 от гидроцилиндра 7.5 головка 13 производнт од 1овременную обработку нодощвы рельса в зоне стыка.
После этого стол с рельсом неремещастся в нозицию ощупывання назухн рельса.
Так же. как и в механизме ощупывания головки рельса, Н1.уцы 56, выдвигаемые гидроиилиндром 58 через щток 5.9 и коромысло 60, при упоре наконечннка 57 в рельс по обе стороны стыка устанавливают гильзу 55 с унорол 62 на ностоянном расстоянии от меньшего рельса. Обратный прижим гильзы 55 к закраине выдвинутого щупа 56 обесцеч)шается пружннамн 61. Затем гильза фиксируется специальными зажилгами, щупы 56 отводятся
внутрь гильзы, а рельс со столом подается па позицию обработки.
Горизонтальная обработка пазух рельса производится за счет подачи на врезанне горнзонтальных салазок /7 с фрезернымн головкамп 18 от механнзма нодачи 9 до упора 62 на зафиксированной гильзе 55. При этом вращающийся инструмент касается поверхности меньшего рельса. Работа механнзма вертнкалыюго он1,упываПИЯ и подачи производится после окончапия горизонтальной обработки, когда горизонтальные салазки стоят на упоре 62 мехаиизма19 он1упывацня. При работе даииого механизма процессы
обработки и ощуиывания совмещены.
Первоначально, за счет действия npoTiiBoвесного цилиндра 72 фрезерная головка 18 удерживается в верхнем положении, будучи ирижатой к унору 76 (в этом положенни нроизводится горизонтальная обработка пазух рельса). Вертикальная подача головки 18 вниз осуществляется от сдвоенного гидроцплиндра 7/ нодачи через коромысло 68 и через упоры 66 на закраинах толкающих штанг 64.
Подача нродолжается до тех нор, пока оба щупа 65 не упрутся в рельс по обе стороны стыка. Положепне головки 18 определится положением той нз щтанг, которая упрется в поверхность меньшего рельса, так как она
нроходит ниже, увлекая своей закраиной головку.
В моАгент начала вертикальной подачи к наконечникам 67 щунов 65 подается воздух, который производит обдув от стружки мест ощупывания. Когда щупы 65 упрутся в рельс, наконечники 67 перекрывают подвод воздуха.
жепие с помощью
противовеспого цилипдра 72.
П р е д -М е т изобретения
1.Продольно-фрезериы станок для обработкн сварных стыков нрофилей, нанрнмср, рельсов, отличающийся тем, что, с целью автоматизации обработки рельса по всему периметру и повышения ее качества, он снабжен узлами для обработки головки, подошвы и пазух рельса.
2.Станок но п. 1, отличающийся тем, что, с целью самонастройки для обработки занодлиц.о с основной поверхностью меньшего рельса, фрезерные головки узлов для обработки головки рельса снабжены горизонтальными Л1ехап113л1ами ог 1;унывания, выполненными в виде выдвигаемых до упора в обрабатываемую поверхность но обе стороны стыка спаренных щупов е закраинами, перемещающими в конечное иоложение гильзу механизма е уиором-ограничителем подачи рабочего органа станка, и механизмами копирования, вынолленнымн например, в виде ириводимых установленнымн на столе стайка копирами реечно-винтовых устройств, перемеи.1,ающих в осеj gp±,. -|J:i. il / / Lu
вом направлении винты ггоиеречной подачи фрезерных головок.
3.Станок но п. 1. отличающийся тем, что, с повышения производительности путем совмеи1епия обработки подошвы и головки рельеа, фрезерная головка узла для обработки подошвы рельса, оснащеипая выдвижным и роликовыми упорами, снабжепа рычажным механизмом ощупывания, выполнсши м в виде приводимого от гидропилиидра через зубчато-реечную передачу рычага с закрепленными на его конце конечными выключате.ли.мн мометггного дейетвия, подающими при соприкосновении с рельсом команду на убирание соответствующего роликового упора.
4.Станок по п. 1, отличающийся тем, что, фрезерные головки узлов для обработки пазух рельса снабжены горизонтальными и вертикальными механизмами ошуиьшания. прием последпие выполнены в виде размещенпых на фрезерных головках и приводи,мых от гидрогшлиндров через равноплечие коромысла штанг со Поупами и закраинами, перемегцающих фрезерные головки с противовесными гидроцилиндрами в направлении врезания до унора щупов в обрабатываемую поверхность по обе стороны стыка.
22 28 27 29
26
23 Z5
fueJ
| название | год | авторы | номер документа |
|---|---|---|---|
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫй СТАНОК | 1972 |
|
SU356054A1 |
| СТАНОК ДЛЯ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ | 1960 |
|
SU130328A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ФАСОННЫХ ДЕТАЛЕЙ | 1972 |
|
SU341634A1 |
| ГИДРОКОПИРОВАЛЬНЫЙ ПОПЕРЕЧНО-СТРОГАЛЬНЫЙСТАНОК | 1969 |
|
SU245518A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ РЕБЕР ТРУБ | 1973 |
|
SU363551A1 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ЧЕРНОВОЙ ОБРАБОТКИ КОЛЕЦ НЕПРАВИЛЬНОЙ ФОРМЫ | 1969 |
|
SU252812A1 |
| ЛЕНТОЧНОШЛИФОВАЛЬИЫЙ СТАНОК | 1972 |
|
SU327991A1 |
| КРОМКООБРАБАТЫВАЮЩИЙ СТАНОК | 1969 |
|
SU248447A1 |
| АГРЕГАТНЫЙ СТАНОК | 1969 |
|
SU241920A1 |
| ОБРАБОТКИ ФАСОННЫХ ДЕТАЛЕЙ | 1971 |
|
SU304060A1 |
A -A
.4
-А
f:js5
(fus6 -4m 4J иг.7 I iii-Ш - t # , T Д IU-l -
Стык.
Hh/cmpi/Menm
51
4/f«
/ --- ii-JMizzrWt:
..... «.7-gSrr
40
