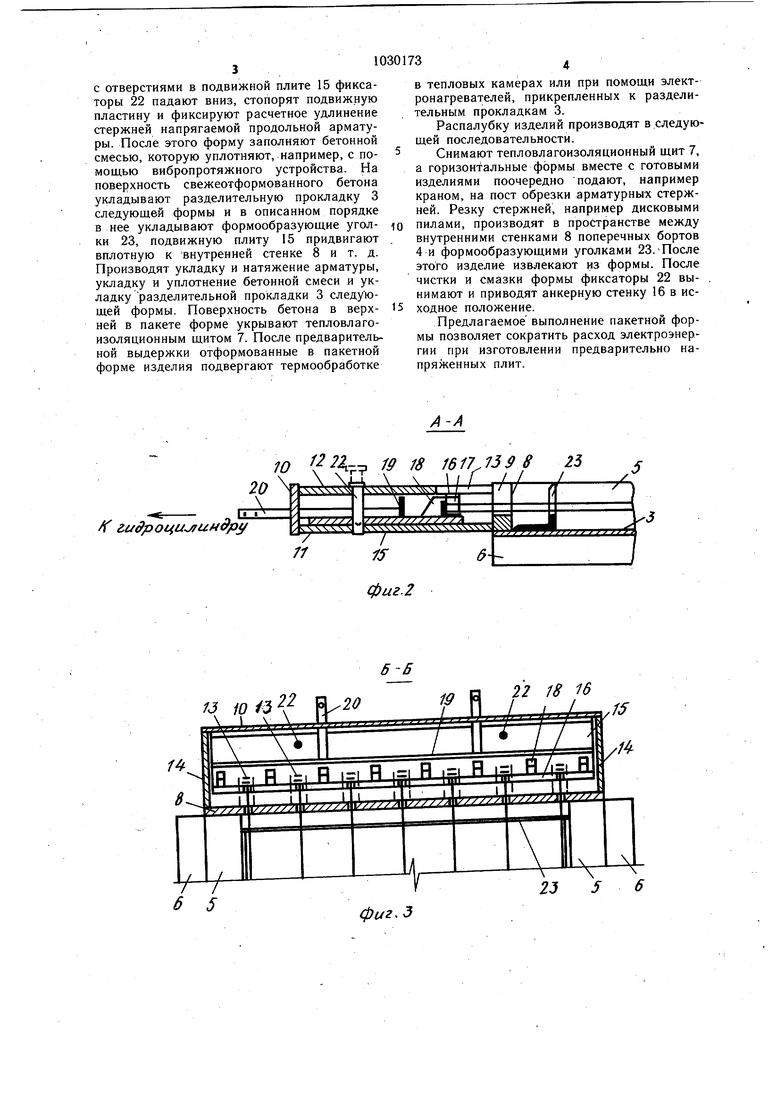
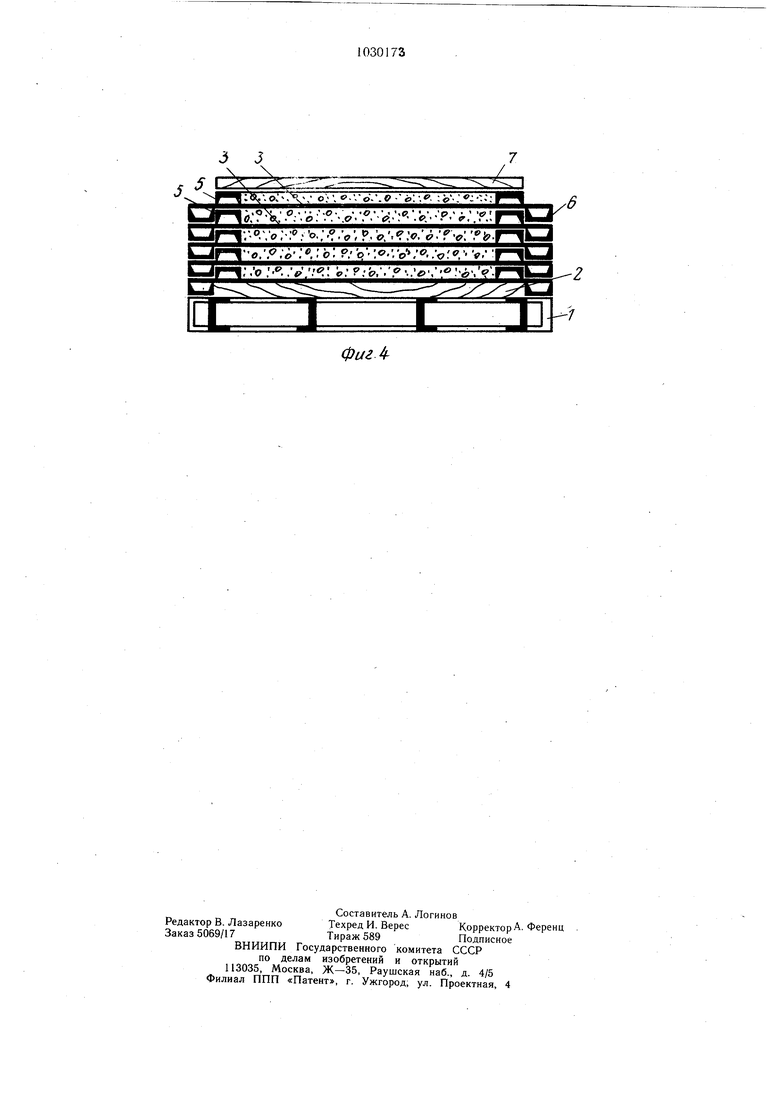
Изобретение относится к производству железобетонных изделий и может быть использовано при изготовлении предварительно напряженных плитных конструкций. Известна установка для формования преднапряженных железобетонных издеЛИЙ, включающая каретку удлиненной формы, на противоположных концах которой жестко укреплены рамы с вертикальными стойками 1. Недостатками этого устройства являются громоздкость, высокая металлоемкость, а также неподвижные друг относительно друга крепление каждой пары стоек, что не позволяет производить групповое натяжение арматурных стержней. Наиболее близкой по технической суш,ности к изобретению является пакетная форма, включающая поддон с теплоизолирующим настилом и тепловлагоизоляционный щит, между которыми установлен вертикальный ряд горизонтальных форм, состоящих из продольных и поперечных бортов коробчатого сечения, греющих и негреющих разделительных прокладок 2. Известная пакетная форма компактна, имеет невысокую металлоемкость и дает возможность изготавливать крупногабаритные , предварительно напряженные плиты. Однако недостатком известной пакетной формы является высокая трудоемкость при установке и натяжении арматурных стержней на поперечные борта. Цель изобретения - повышение производительности при натяжении арматуры. Указанная цель достигается тем, что в пакетной форме для изготовления предварительно напряженных железобетонных изделий, включающей поддон с теплоизолирующим настилом и тепловлагоизоляционный щит, между которыми установлен вертикальный ряд горизонтальных форм, состоящих из продольных и поперечных бортов и разделительных прокладок, каждая горизонтальная форма снабжена анкерной стенкой с тягой и фиксатором, причем стенка расположена между продольных бортов формы, а фиксаторы установлены на поперечном борту. На фиг. 1 изображена пакетная форма, аксонометрия; на фиг. 2 - разрез А-А на фиг. 1 (поперечный борт горизонтальной формы); на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - пакетная форма с изделиями, поперечный разрез. Пакетная форма (фиг. 1) содержит поддон 1 с теплоизоляционным настилом 2 на который опирается вертикальный ряд горизонтальных форм, каждая из которых включает разделительную прокладку 3, приваренную к жесткой раме из поперечных бортов 4 коробчатого сечения и продольных бортов, состоящих из верхней 5 и нижней 6 балок. Верхняя в вертикальном ряду горизонтальная форма закрыта тепловлагоизоляционным щитом 7. Сварные поперечные борта (фиг. 2 и 3) состоят из внутренних стенок 8 с вертикальными прорезями 9 для пропуска арматурных стержней, наружных стенок 10, нижних 11 и верхних, 12 крышек, последние из которых для заправки головок арматурных стержней имеют окна 13, расположенные в одних вертикальных продольных плоскостях с прорезями 9 внутренних стенок 8. Между продольными бортами каждой горизонтальной формы в полости одного из поперечных бортов 4 размещена подвижная вдоль направляющих боковых стенок 14 плита 15, к которой жестко прикреплена вертикальная анкерная стенка 16 с прорезями 17 для анкеровки арматурных стержней, совпадающими с прорезями 9 внутренних стенок 8, ребра жесткости 18, экран-отражатель 19 в виде стальной полосы для предотвращения отскока концов арматуры после их обрезки, тяги 20 для подсоединения щтока гидроцилиндра, которые выведены наружу через окна 21 в стенке 10. Для удержания анкерной стенки после достижения необходимого удлинения стержней арматуры на поперечном борту 4 установлены падающие фиксаторы в виде цилиндрических стальных пальцев со щляпками, которые размещены в соосных отверстиях в подвижной пластине 15, верхней 12 и нижней 11 крышках поперечного борта. Для обеспечения возможности механической обрезки стержней арматуры при распалубке вдоль поперечных бортов установлены съемные формообразующие уголки 23 с прорезями для пропуска стержней арматуры. Пакетную форму используют для производства предварительно напряженных плит следующим образом. На поддон 1 устанавливают первую форму так, что разделительная прокладка 3 ложится непосредственно на теплоизоляционный настил 2 поддона. Затем на разделительную прокладку 3, т.е. в первую форму, устанавливают формообразующие уголки 23, а анкерную стенку 16 придвигают к внутренней стенке 8 поперечного борта 4. Подготовив таким образом нижнюю форму, в нее устанавливают продольную стержневую арматуру, заправляя анкерные головки в прорези 9 поперечного борта с одной стороны и прорези 17 анкерной стенки 16 с другой стороны. После укладки продольной арматуры укладывают сетку или стержни поперечной арматуры и закладные детали (на фиг. 2 и 3 показана, но не обозначена только продольная арматура). В отверстия верхней крышки 12 поперечного борта 4 вставляют падающие фиксаторы 22 и производят натяжение стержней продольной арматуры, например гидроцииндром, за тяги 20. При этом плита 15 с анкерной стенкой 16 перемещаются в направлении стенки 10. В момент совпадения отверстий верхней 12 и нижней 11 крышек
с отверстиями в подвижной плите 15 фиксаторы 22 падают вниз, стопорят подвижную пластину и фиксируют расчетное удлинение стержней напрягаемой продольной арматуры. После этого форму заполняют бетонной смесью, которую уплотняют, например, с помощью вибропротяжного устройства. На поверхность свежеотформованного бетона укладывают разделительную прокладку 3 следующей формы и в описанном порядке в нее укладывают формообразующие уголки 23, подвижную плиту 15 придвигают вплотную к внутренней стенке 8 и т. д. Производят укладку и натяжение арматуры, укладку и уплотнение бетонной смеси и укладку разделительной прокладки 3 следующей формы. Поверхность бетона в верхней в пакете форме укрывают тепловлагоизоляционным щитом 7. После предварительной выдержки отформованные в пакетной форме изделия подвергают термообработке
в тепловых камерах или при помощи электронагревателей, прикрепленных к разделительным прокладкам 3.
Распалубку изделий производят в следующей последовательности.
Снимают тепловлагоизоляцнонный щит 7, а горизонтальные формы вместе с готовыми изделиями поочередно подают, например краном, на пост обрезки арматурных стержней. Резку стержней, например дисковыми пилами, производят в пространстве между внутренними стенками 8 поперечных бортов 4 и формообразующими уголками 23. После этого изделие извлекают из формы. После чистки и смазки формы фиксаторы 22 вынимают и приводят анкерную стенку 16 в исходное положение.
Предлагаемое выполнение пакетной формы позволяет сократить расход электроэнергии при изготовлении предварительно напряженных плит.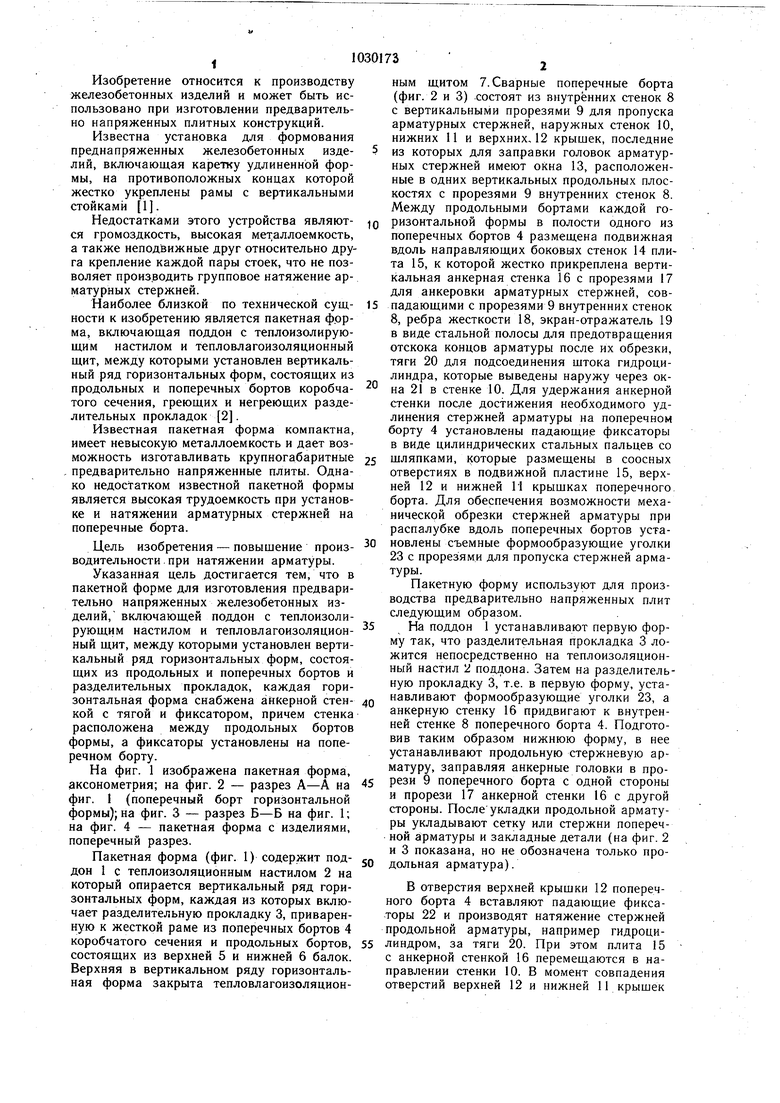
ПАКЕТНАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ, включающая поддон с теплоизолирующим настилом и тепловлагоизоляционный щит, между которыми установлен вертикальный ряд горизонтальных форм, состоящих из продольных и поперечных бортов и разделительных прокладок, отличающаяся тем, что, с целью повыщения производительности, каждая горизонтальная форма снабжена анкерной стенкой с тягой и фиксатором, причем стенка расположена между продольных бортов формы, а фиксатор установлен на поперечном борту.
Ю ( W 18 4 и роци индру 22 /J Ю /3
фиг.2 22 фиг. 3 1617.1598 25 18 16
| I | |||
| Патент США № 3999913, кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Лемехов В | |||
| Н | |||
| и др | |||
| Электрообогрев нлит при пакетном изготовлении | |||
| -«Бетон и железобетон, 1979, № 10, с | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| I . | |||
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
