1
(21)432А149/25-29
(22)28.08.87
(46) 07.07.89. Бкш. № 25
(71)Мытищинский машиностроительный завод
(72)А.А. Андреев, В.В. Шилов, В.З. Чермошенцев, В.Н. Калмыков и Н.Б. Бречалов
(53)621.643(088.8)
(56)Авторское свидетельство СССР № 703723, кл. F 16 h 33/22, 1977.
(54)СПОСОБ КОНЦЕВОЙ ЗАДЕЛКИ РУКАВА ВЫСОКОГО ДАВЛЕНИЯ
(57)Изобретение относится к машиностроению и касается заделки рукавов высокого давления. Изобретение позволяет повысить надежность заделки. Для этого сначала на ниппеле 1 в зоне 2 силовой заделки выполняют проточку 3
.для фиксации муфты, бурт 10 и проточки 5 и 6 трапецеидального сечения с обращенными наружу большими основаниями длиной L, а в зоне 7 герметизации - проточки 8 и 9 трапецеидального
сечения с обращенными наружу большими основаниями длиной 1. При этом соотношение длин L и 1 определяется из слеU
L 2 дующей зависимости: - 1 + Д®
Л - толщина стенки муфты; D - наружный диаметр ниппеля 1; d - диаметр проточек 5, 6, 8 и 9. Затем с конца рукава удаляют наружный слой резины на длине, равной расстоянию от бурта 10 до середины между проточками 8 и 9. Далее надевают муфту на рукав, а затем рукав с муфтой надевают на ниппель 1 до упора загнутого внутрь конца муфты в торец проточки 3 и торца рукава в кольцевой бурт 10. После § этого производят обжатие муфты од- f повременно в зоне 2 силовой задел- wr ки и зоне 7 герметизации до образования на наружной поверхности муфты кольцевых углублений, расположенных соответственно напротив проточек 5, 6, 8 и 9 и имеющих определенные заданные диаметры. 4 ил.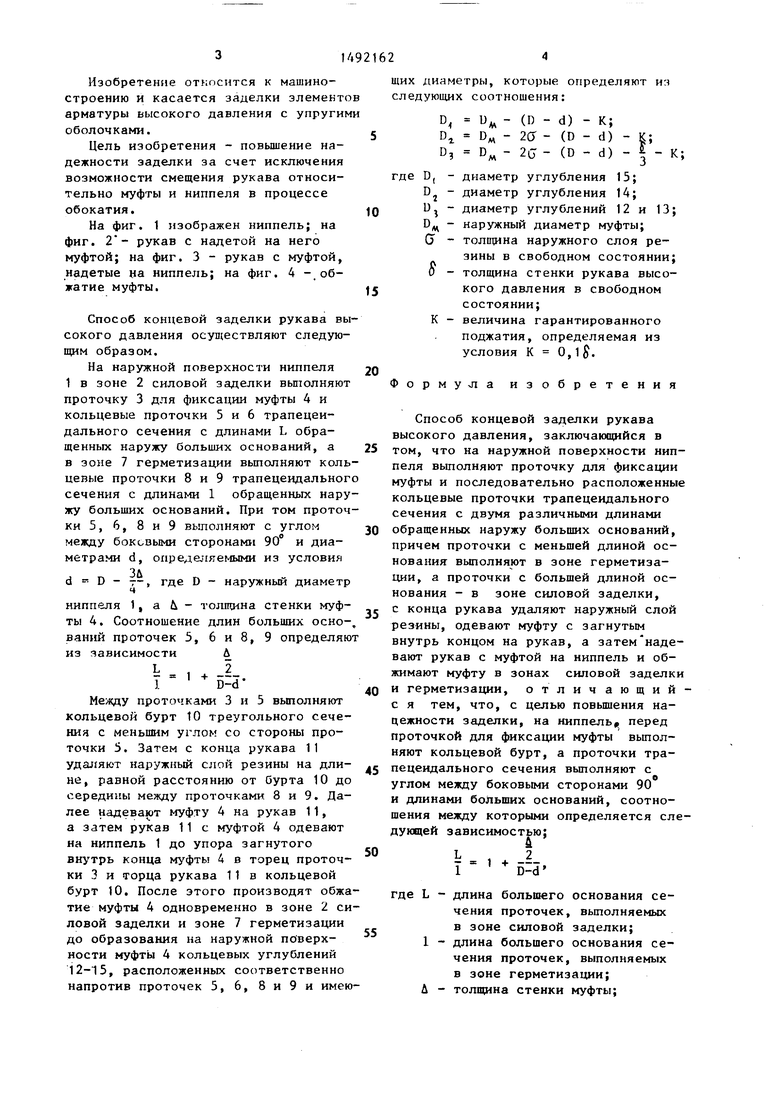
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ РУКАВОВ ВЫСОКОГО ДАВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2153124C2 |
| НЕРАЗЪЕМНАЯ КОНЦЕВАЯ АРМАТУРА РУКАВА ВЫСОКОГО ДАВЛЕНИЯ | 2001 |
|
RU2211396C2 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ КОНЦЕВОЙ АРМАТУРЫ С РУКАВОМ ВЫСОКОГО ДАВЛЕНИЯ | 2001 |
|
RU2208737C2 |
| НЕРАЗЪЕМНАЯ КОНЦЕВАЯ АРМАТУРА РУКАВА ВЫСОКОГО ДАВЛЕНИЯ | 1995 |
|
RU2098710C1 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ КОНЦЕВОЙ АРМАТУРЫ С РУКАВОМ ВЫСОКОГО ДАВЛЕНИЯ | 1997 |
|
RU2151943C1 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ РУКАВА ВЫСОКОГО ДАВЛЕНИЯ С ПРИСОЕДИНИТЕЛЬНОЙ АРМАТУРОЙ | 1995 |
|
RU2098711C1 |
| Неразъемное соединение рукава высокого давления с присоединительной арматурой | 1989 |
|
SU1603127A1 |
| НЕРАЗЪЕМНАЯ КОНЦЕВАЯ АРМАТУРА РУКАВА ВЫСОКОГО ДАВЛЕНИЯ | 2006 |
|
RU2355937C2 |
| УПЛОТНИТЕЛЬНЫЙ ЭЛЕМЕНТ К ГИДРАВЛИЧЕСКОМУ НАДУВНОМУ ПАКЕРУ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2686562C1 |
| Способ сборки узла заделки концов рукава | 1989 |
|
SU1629676A1 |
Изобретение относится к машиностроению и касается заделки рукавов высокого давления. Изобретение позволяет повысить надежность заделки. Для этого сначала на ниппеле 1 в зоне 2 силовой заделки выполняют проточку 3 для фиксации муфты, бурт 10 и проточки 5 и 6 трапецеидального сечения с обращенными наружу большими основаниями длиной L, а в зоне 7 герметизации - проточки 8 и 9 трапе цеидального сечения с обращенными наружу большими основаниями длиной L. При этом соотношение длин L и L определяется из следующей зависимости: L/L=1+Δ/2:(D-D), где Δ - толщина стенки муфты
D - наружный диаметр ниппеля 1
D - диаметр проточек 5, 6, 8 и 9. Затем с конца рукава удаляют наружный слой резины на длине, равной расстоянию от бурта 10 до середины между проточками 8 и 9. Далее надевают муфту 4 на рукав, а затем рукав с муфтой 4 надевают на ниппель 1 до упора загнутого внутрь конца муфты 4 в торец проточки 3 и торца рукава в кольцевой бурт 10. После этого производят обжатие муфты 4 одновременно в зоне 2 силовой заделки и зоне 7 герметизации до образования на наружной поверхности муфты 4 кольцевых углублений, расположенных соответственно напротив проточек 5, 6, 8 и 9 и имеющих определенные заданные диаметры.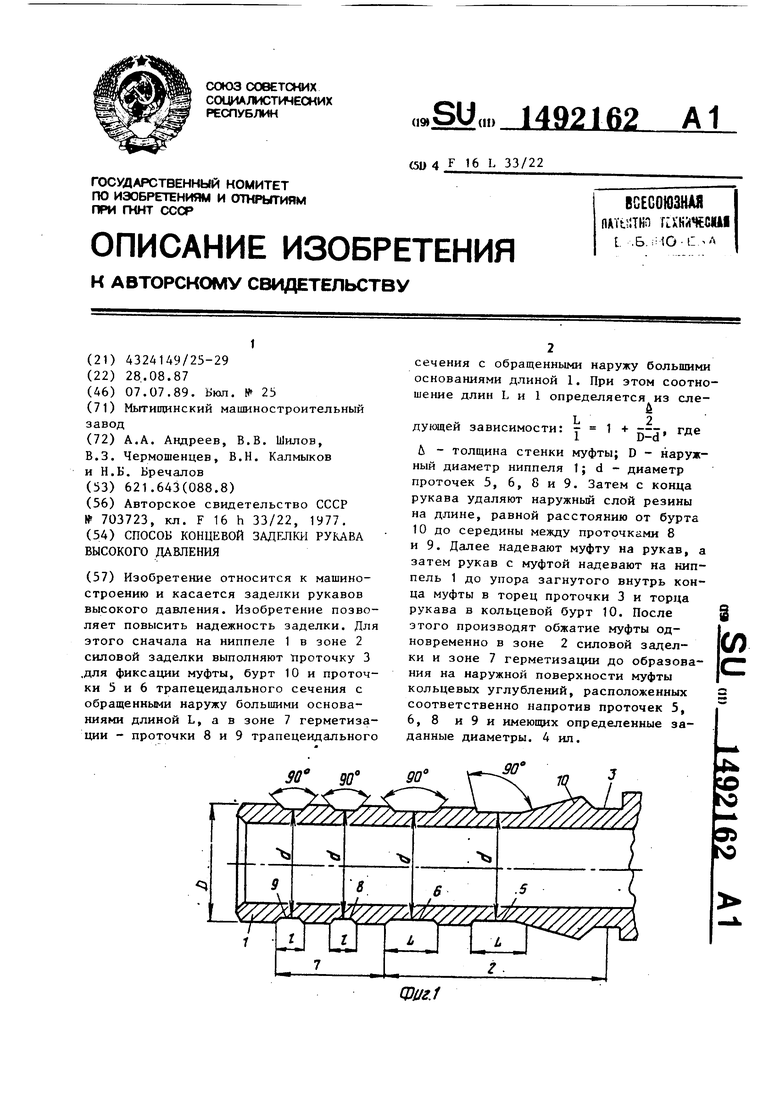
Sff 90
Фиг.1
Изобретение относится к машиностроению и касается заделки элементов арматуры высокого давления с упругими оболочками.
Цель изобретения - повышение надежности заделки за счет исключения возможности смещения рукава относительно муфты и ниппеля в процессе обокатия.
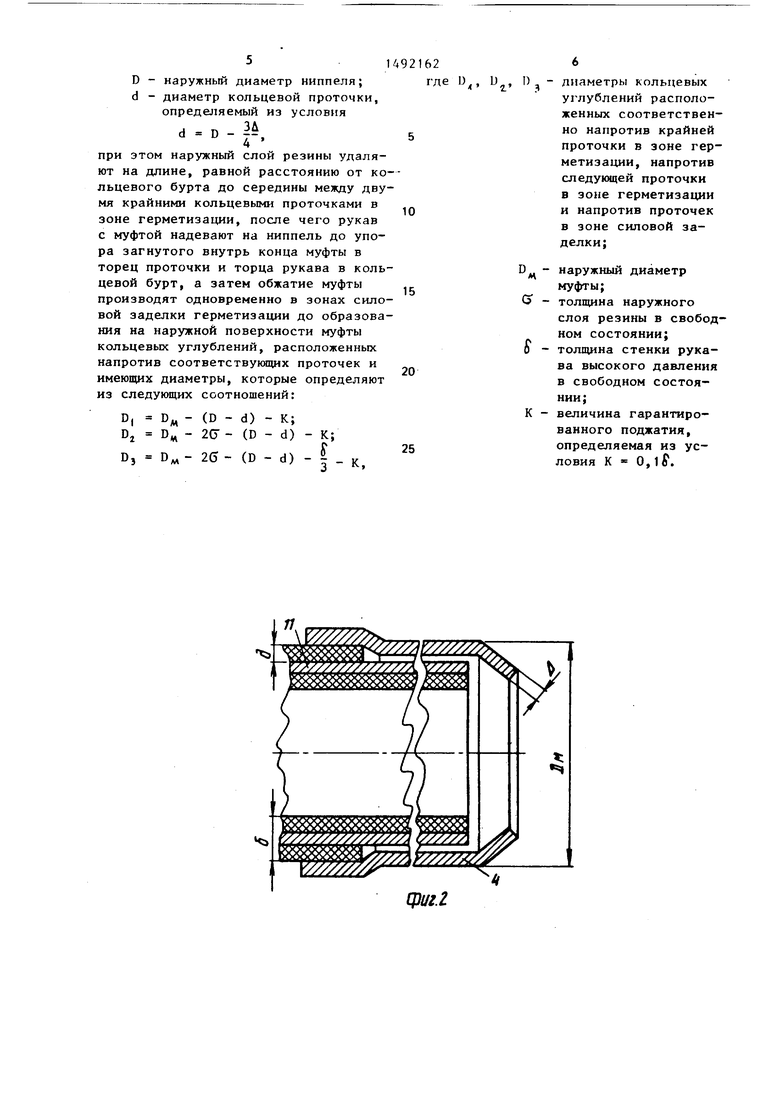
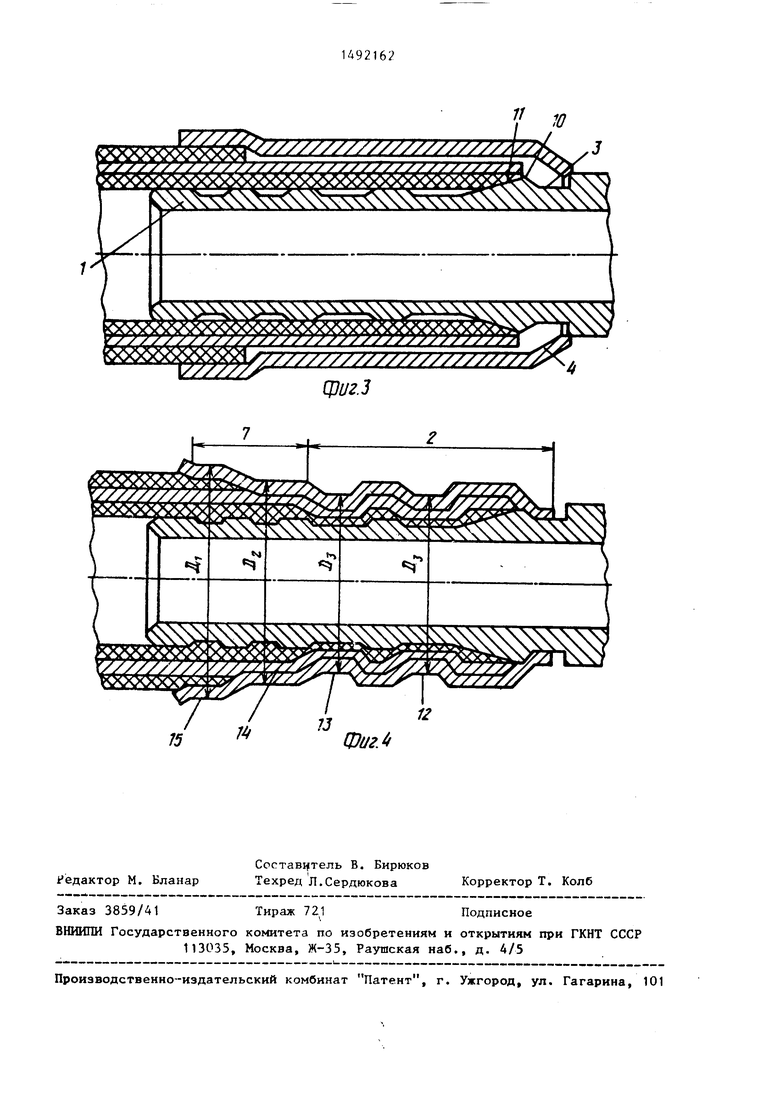
На фиг. 1 изображен ниппель; на фиг. 2- рукав с надетой на него муфтой; на фиг. 3 - рукав с муфтой, надетые на ниппель; на фиг. 4 -.обжатие муфты.
Способ концевой заделки рукава высокого давления осуп1ествляют следующим образом.
На наружной поверхности ниппеля 1 в зоне 2 силовой заделки вьшолняют проточку 3 для фиксации муфты 4 и кольцевые проточки 5 и 6 трапецеидального сечения с длинами L обращенных наружу больших оснований, а в зоне 7 герметизации вьшолняют кольцевые проточки 8 и 9 трапецеидального сечения с длинами 1 обращенных наружу больших оснований. При том проточки 5, 6, 8 и 9 вьтолняют с углом между боковыми сторонами 90° и диаметрами d, определяемыми из условия
d -- D - Т-, где D - наружный диаметр
ниппеля 1, а Л - толщина стенки муфты 4. Соотношение длин больших осно-, ван1ш проточек 5, 6 и 8, 9 определяют из зависимости А
L
1
D dМежду проточками 3 и 5 выполняют кольцевой бурт 10 треугольного сечения с меньшим углом со стороны проточки 5. Затем с конца рукава 11 удаляют наружный слой резины на длине, равной расстоянию от бурта 10 до середины между проточками 8 и 9. Далее надевают муфту 4 на рукав 11, а затем рукав 11 с муфтой 4 одевают на ниппель 1 до упора загнутого внутрь конца муфты 4 в торец проточки 3 и торца рукава 11 в кольцевой бурт 10. После этого производят обжатие муфты 4 одновременно в зоне 2 силовой заделки и зоне 7 герметизации до образования на наружной поверхности муфты 4 кольцевых углублений 12-15, расположенньк соответственно напротив проточек 5, 6, 8 и 9 и имеющих диаметры, которые определяют из следующих соотношения:
- ;
- - к;
и - (D - d) - к; D; - 2СУ - (D - d) - 0„ - 2о - (D - d)
где D, D,
С S к диаметр углубления 15; диаметр углубления 14; диаметр углублений 12 и 13; наружный диаметр муфты; толп51на наружного слоя резины в свободном состоянии; толщина стенки рукава высокого давления в свободном состоянии;
величина гарантированного поджатия, определяемая из условия К 0,1.
Формула изобретения
Способ концевой заделки рукава высокого давления, заключаюсдийся в том, что на наружной поверхности ниппеля вьтолняют проточку для фиксации муфты и последовательно расположенные кольцевые проточки трапецеидального сечения с двумя различными длинами обращенных наружу больших оснований, причем проточки с меньшей длиной основания выполняют в зоне герметизации, а проточки с большей длиной основания - в зоне силовой заделки, с конца рукава удаляют наружный слой резины, одевают муфту с загнутым внутрь концом на рукав, а затем надевают рукав с муфтой на ниппель и обжимают муфту в зонах силовой заделки и герметизации, отличающий- с я тем, что, с целью повьш1ения на- цежности заделки, на ниппель перед проточкой для фиксации муфты вьтолняют кольцевой бурт, а проточки трапецеидального сечения вьтолняют с
Q
углом между боковыми сторонами 90 и длинами больших оснований, соотношения между которыми определяется следующей зависимостью;
& L , . .2
где L - длина большего основания сечения проточек, вьтолняемых в зоне силовой заделки; 1 - длина большего основания сечения проточек, выполняемых в зоне герметизации; Д - толщина стенки муфты;
D - наружный диаметр ниппеля; d - диаметр кольцевой проточки, определяемый из условия
..о-|4.
при этом наружный слой резины удаляют на длине, равной расстоянию от кольцевого бурта до середины между двумя крайними кольцевыми проточками в зоне герметизации, после чего рукав с муфтой надевают на ниппель до упора загнутого внутрь конца муфты в торец проточки и торца рукава в кольцевой бурт, а затем обжатие муфты производят одновременно в зонах силовой заделки герметизации до образования на наружной поверхности муфты кольцевых углублений, расположенных напротив соответствующих проточек и имеющих диаметры, которые определяют из следующих соотношений:
1
DM(D - d) - К;
Оц - 20 - (D - d) - К;
2G- (D - d) - f к,
.
у//////
ж оо 5обоУ 6::
492162 где
X
i
10
15
20
25
I) , - диаметры кольцевых углублений расположенных соответственно напротив крайней проточки в зоне герметизации, напротив следующей проточки в зоне герметизации и напротив проточек в зоне силовой заделки;
наружный диаметр муфты;
толщина наружного слоя резины в свободном состоянии; толщина стенки рукава высокого давления в свободном состоянии;
величина гарантированного поджатия, определяемая из условия К 0,1 i.
DM- Q S К.г
Cpi/2.3
Фиг.
12
