(Л
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки узла заделки конца рукава | 1990 |
|
SU1702058A1 |
| НЕРАЗЪЁМНОЕ СОЕДИНЕНИЕ РУКАВОВ ВЫСОКОГО ДАВЛЕНИЯ | 2014 |
|
RU2552015C1 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ КОНЦЕВОЙ АРМАТУРЫ С РУКАВОМ ВЫСОКОГО ДАВЛЕНИЯ | 2001 |
|
RU2208737C2 |
| УСТРОЙСТВО КОНЦЕВОГО СОЕДИНЕНИЯ ЭЛАСТИЧНОГО ТРУБОПРОВОДА | 2010 |
|
RU2439418C1 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ РУКАВОВ ВЫСОКОГО ДАВЛЕНИЯ | 2014 |
|
RU2550233C1 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ КОНЦЕВОЙ АРМАТУРЫ С РУКАВОМ ВЫСОКОГО ДАВЛЕНИЯ | 1997 |
|
RU2151943C1 |
| Гибкий трубопровод | 2019 |
|
RU2735019C1 |
| УПЛОТНИТЕЛЬНЫЙ ЭЛЕМЕНТ К ГИДРАВЛИЧЕСКОМУ НАДУВНОМУ ПАКЕРУ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2686562C1 |
| НЕРАЗЪЕМНАЯ КОНЦЕВАЯ АРМАТУРА РУКАВА ВЫСОКОГО ДАВЛЕНИЯ | 2006 |
|
RU2355937C2 |
| КОНЦЕВОЕ СОЕДИНЕНИЕ ЭЛАСТИЧНОГО ТРУБОПРОВОДА | 2009 |
|
RU2410594C1 |

Изобретение позволяет повысить надежность при эксплуатации узла заделки концов рукавов с армированным слоем в условиях высокого внутреннего давления. С конца рукава удаляют внутреннюю полимерную и наружную оболочки Предварительно собирают узел заделки, содержащий ниппель и муфту. Герметизируют узел воздействием радиального усилия. На наружной поверхности ниппеля на участке контактирования его с внутренней оболочкой перед сборкой выполняют резьбу и фигурные кольцевые проточки. В ниппель вводят дорн, нагревают его до т-ры размягчения внутренней оболочки и ввинчивают ниппель в полимерную оболочку Производят герметизацию, извлекая дорн из ниппеля в направлении торца рукава. 2 ил.
Изобретение относится к машиностроению и касается технологии заделки концов армированных рукавов высокого давления с внутренней полимерной оболочкой в нефтяной промышленности.
Цель изобретения - повышение надежности при эксплуатации рукава в условиях высокого внутреннего давления.
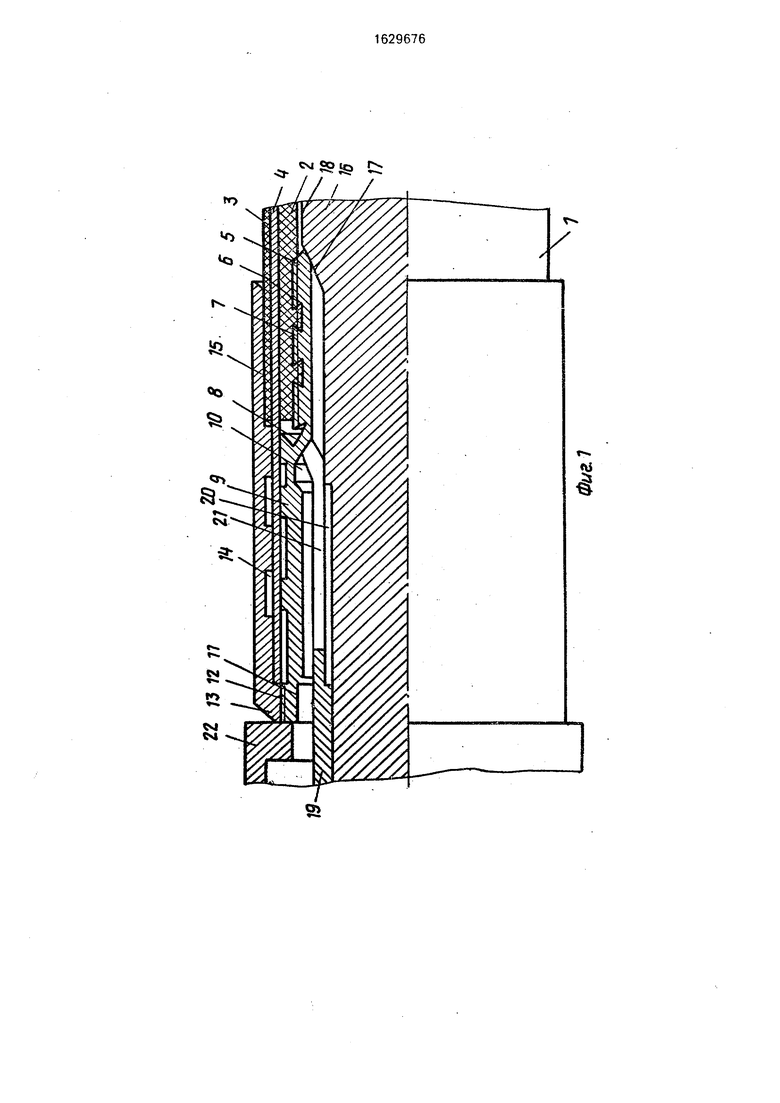
На фиг.1 изображена заделка одного конца рукава в стадии предварительной сборки; на фиг.2 - заделка конца рукава окончательной сборки.
Концевая заделка содержит рукав 1 высокого давления с внутренней полимерной 2 и наружной 3 оболочками и силовым армирующим слоем 4. Конец рукава 1 перед сборкой предусматривает удаление наружной и внутренней оболочек на требуемую длину силовой заделки.
В рукав помещают ниппель 5, который имеет на наружной поверхности кольцевые проточки 6 с профилем типа ласточкин
хвост, резьбу 7, конусную проточку 8 с V- образным профилем и цилиндрические кольцевые выступы 9, на внутренней его поверхности выполнены кольцевая проточка 10, выточка 11 и резьба 12. На рукаве размещают муфту 13. на внутренней поверхности которой выполнены цилиндрические проточки 14, выточка 15 и резьба 12.
В ниппеле 5 размещен цилиндрический дорн 16 со сложным профилем в сечении. Его коническая часть 17 при деформации взаимодействует с внутренней поверхностью ниппеля 5, поверхность 18 служит калибратором. Кроме того, дорн 16 выполнен заодно со стержнем 19, взаимодействующим с приводом (не показан) На дорне 16 выполнен кольцевой выступ 20, взаимодействующий в процессе дорнирования с разрезным (в виде цанги) дорном 21 и упором 22.
При достижении конической частью 17 разрезного дорна 21 начинается деформао
ND Ю О VJ
О
ция ниппеля 5 в зоне силовой заделки, при которой кольцевые выступы 9 входят в проточки 14, за счет чего происходит защемление армирующего слоя концевой заделки.
Концевую заделку рукава осуществляют следующим образом.
На дорне 16 размещают дорн 21, вводят их в ниппель 5, нагревают до температуры плавления внутренней полиэтиленовой оболочки (220-270°С) и вворачивают их внутрь подготовленного рукава. При вворачивании разогретого ниппеля 5 внутрь полиэтиленовой оболочки 2 происходит нарезание резьбы 7 в оболочке с одновременным ее разогревом по всей контактной поверхности с ниппелем. На наружной поверхности рукава 1 размещают муфту 13 таким образом, чтобы выступы 9 ниппеля 5 находились напротив проточек 14 муфты 13 за счет фиксирующей резьбы 12 на ниппеле и на муфте. Затем осуществляют радиальную деформацию ниппеля путем извлечения дорна 16 в направлении торца рукава 1.
Дорн 16 при осевом перемещении относительно упора 22 расширяет ниппель 5, при этом происходит защемление полиэтиленовой оболочки 2 и затекание размягченного материала оболочки 2 в кольцевые проточки 6, конусную проточку 8, в микронеровности стальной поверхности и в оплетку силового слоя. Кольцевой выступ 20 дорна взаимодействует с упором 22 разрезного дорна 21. Складной дорн начинает рас- ширяться, при этом цилиндрические кольцевые выступы 9 внедряются в проточки 14 муфты 13 и защемляют силовой армирующий слой 4 рукава 1. После извлечения дорна узел заделки остывает и усадка полимерного материала и оболочки муфты дополнительно уплотняет места сочленения,
Способ обеспечивает герметичное соединение для рукавов высокого давления с внутренней полимерной оболочкой за счет затекания полимерного материала в кольцевые проточки с профилем типа ласточкин хвост, V-образную проточку, в микронеровности наружной поверхности ниппеля и в поры силового слоя. Предварительно нагретые дорн и ниппель размягчают внутреннюю полимерную оболочку в зоне резьбы и канавок ниппеля. Высокое Дсшление, создаваемое дорном через деформируемый ниппель на размягченную полимерную оболочку, вынуждает ее затекать даже в микронеровности наружной поверхности
ниппеля и в поры силового армирующего слоя. За счет этого кратно увеличивается площадь контакта и сцепления полимерной оболочки с ниппелем и оплеткой. За счет разницы коэффициентов температурного
расширения материала пластичной оболочки и металлического ниппеля происходит их дополнительное сцепление при испытании заделки.
При охлаждении полимерной оболочки
в зоне герметизации возникают силы, прижимающие полимерную оболочку полученного профиля типа ласточкин хвост к фигурным проточкам ниппеля. Полимерный материал образует в проточках V-образные
манжеты, которые при увеличении давления рабочей среды внутри рукава уплотняют сопряжения заделки. Заделка, выполненная этим способом, позволяет эксплуатировать рукав при давлении рабочей среды до 35
МПа.
Формула изобретения
Способ сборки узла заделки концов рукава с армированным слоем, внутренней полимерной и наружной оболочками, включающий удаление оболочек с армирующего слоя конца рукава, предварительную сборку узла заделки, содержащего ниппель и муфту, с последующей герметизацией узла заделки воздействием радиального усилия, отличающийся тем, что, с целью повышения надежности при эксплуатации в условиях высокого внутреннего давления.
на наружной поверхности ниппеля на участке контактирования его с внутренней оболочкой рукава перед предварительной сборкой выполняют резьбу и фигурные кольцевые проточки, после чего в ниппель
вводят дорн и нагревают его до температуры размягчения внутренней оболочки рукава, и осуществляют предварительную сборку путем ввинчивания ниппеля в полимерную оболочку, а затем производят
герметизацию узла заделки, извлекая дорн из ниппеля в направлении торца рукава.
tr
Csj gO to Г-х
«r «-LLuL
73
3 8
-7
Фиг. 2
| Способ сборки узла концевой заделки армированного рукава высокого давления | 1980 |
|
SU932077A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
