21
24
(Л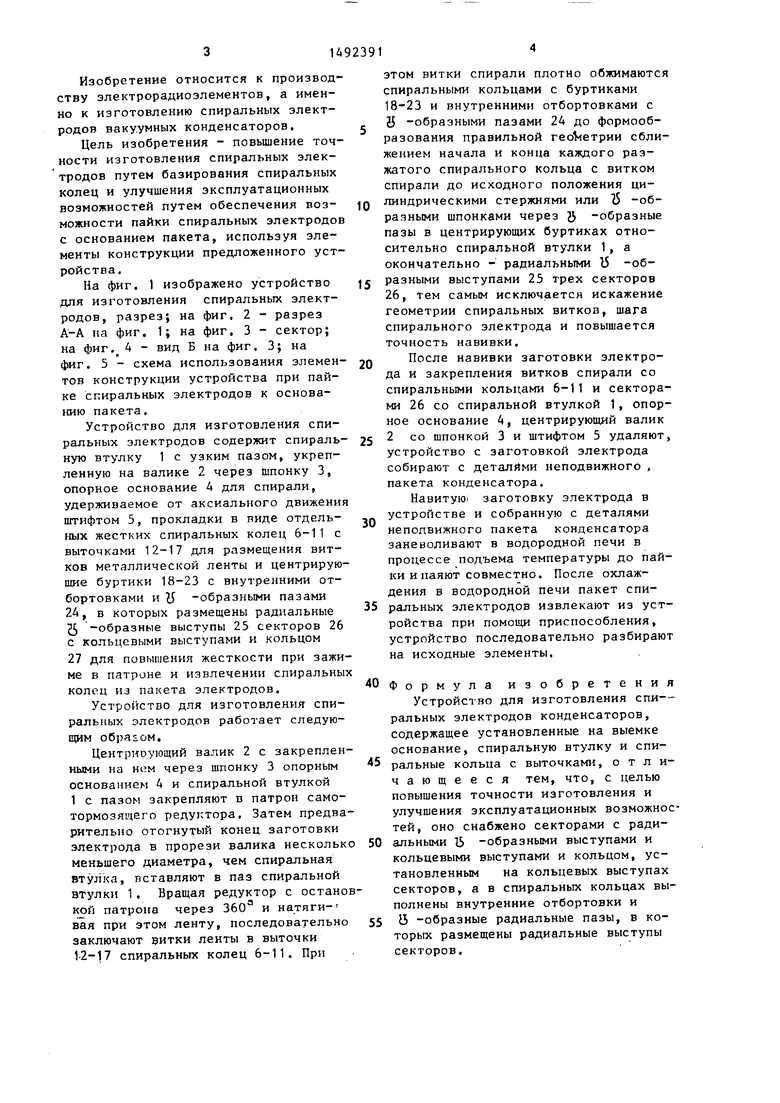
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для спиральной навивки металлической ленты | 1981 |
|
SU970498A1 |
| Способ навивки и закрепления металлической ленты в виде архимедовой спирали | 1976 |
|
SU654368A1 |
| Устройство для изготовления спиральных электродов конденсаторов | 1980 |
|
SU911637A1 |
| Устройство для изготовления спиральных электродов конденсаторов | 1984 |
|
SU1226547A2 |
| Устройство для изготовления спиральных пакетов электродов конденсаторов | 1983 |
|
SU1149321A1 |
| Устройство для компенсации неплоскостности опорных поверхностей агрегатов | 2019 |
|
RU2706508C1 |
| Устройство для изготовления спиральных электродов конденсаторов | 1980 |
|
SU911636A1 |
| Устройство для обжима полых деталей | 1982 |
|
SU1044389A1 |
| Многокулачковый патрон | 1984 |
|
SU1144794A1 |
| ВИБРОИЗОЛЯТОР КАССЕТНЫЙ НИЗКОЧАСТОТНЫЙ БОЛЬШОЙ ГРУЗОПОДЪЕМНОСТИ (ВКНБГ) | 2012 |
|
RU2496034C2 |
Изобретение относится к области производства электрорадиоэлементов, а именно к изготовлению спиральных электродов вакуумных конденсаторов. Цель изобретения - повышение точности изготовления и улучшение эксплуатационных возможностей - достигается за счет базирования спиральных колец, используемых для навивки спиральных электродов внутренними отбортовками спиральных колец 18-23 и радиальными выступами секторов 26, размещенными в радиальных пазах 24 спиральных колец. 5 ил.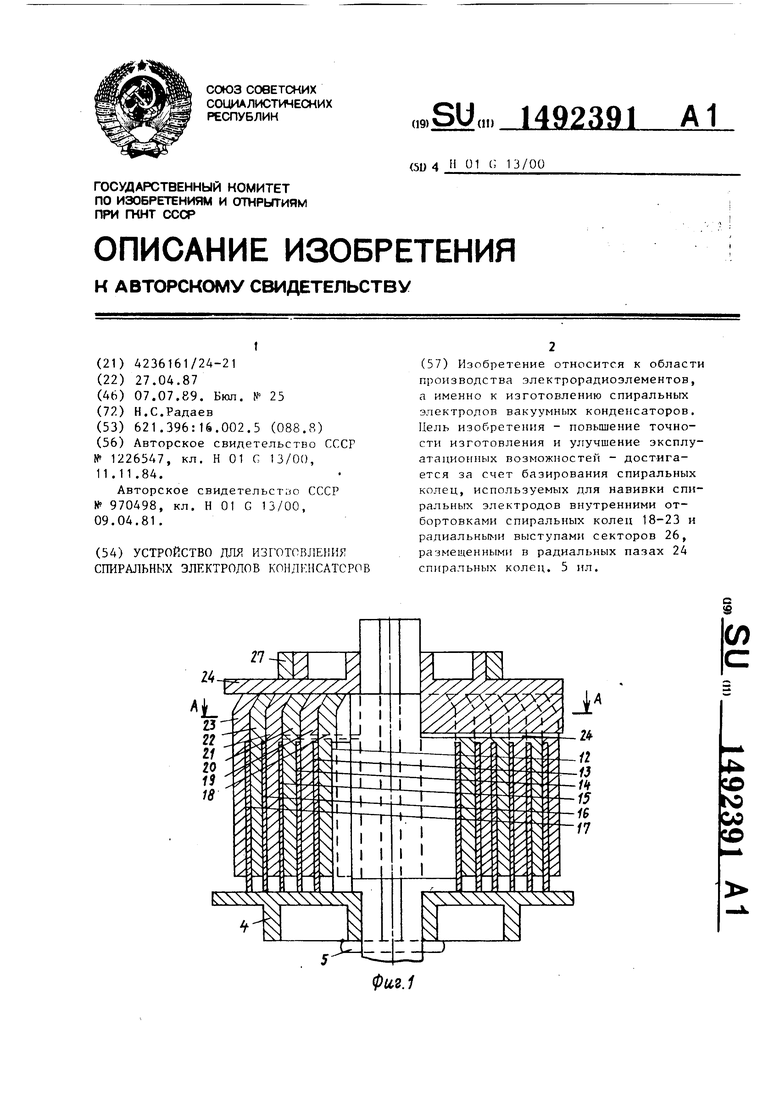
фи,г.1
Изобретение относится к производству электрорадиоэлементов, а именно к изготовлению спиральных электродов вакуумных конденсаторов.
Цель изобретения - повышение точности изготовления спиральных электродов путем базирования спиральных колец и улучшения эксплуатационных возможностей путем обеспечения возможности пайки спиральных электродов с основанием пакета, используя элементы конструкции предложенного устройства.
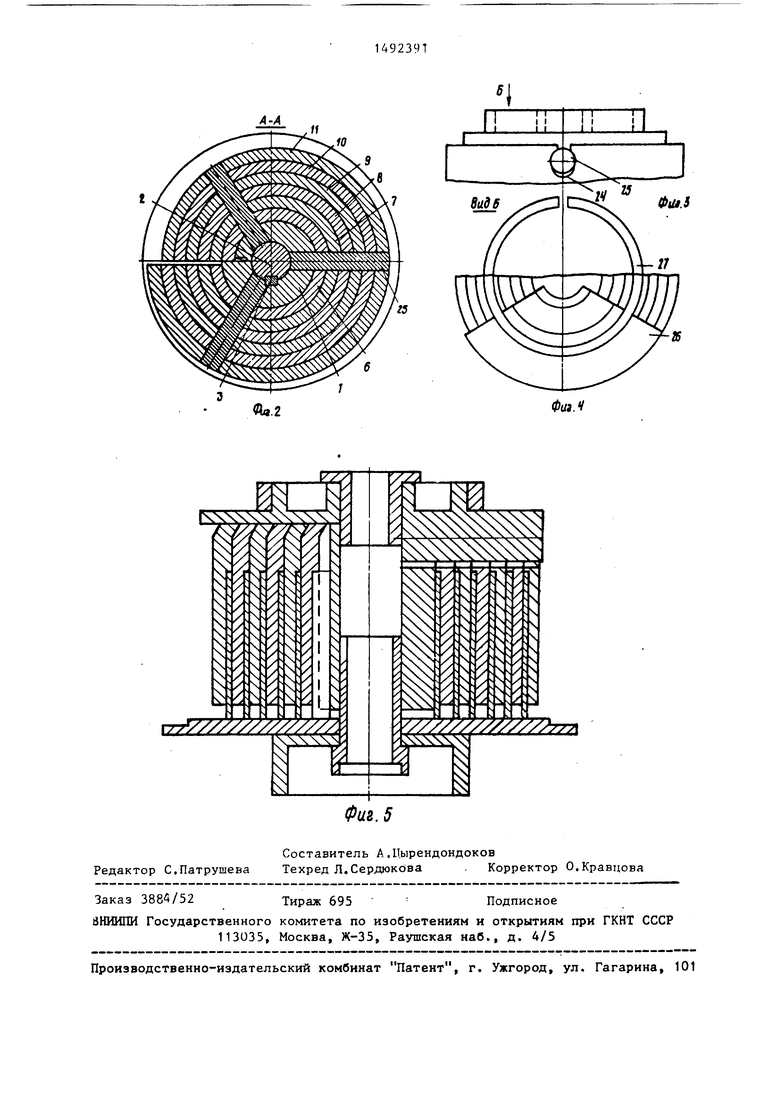
На фиг. 1 изображено устройство для изготовления спиральных электродов, разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - сектор; на фиг. 4 - вид Б на фиг. 3; на фиг. 5 - схема использования элементов конструкции устройства при пайке спиральных электродов к основанию пакета.
Устройство для изготовления спиральных электродов содержит спиральную втулку 1 с узким пазом, укрепленную на валике 2 через шпонку 3, опорное основание 4 для спирали, удерживаемое от аксиального движения штифтом 5, прокладки в виде отдельных жестких спиральных колец 6-11 с выточками 12-17 для размещения витков металлической ленты и центрирующие буртики 18-23 с внутренними от- бортовками и У -образными пазами 2А, в которых размещены радиальные -образные выступы 25 секторов 26 с кольцевыми выступами и кольцом
27 для повышения жесткости при зажиме в патроне и извлечении спиральны колец из пакета электродов.
Устройство для изготовления спиральных электродов работает следующим образом.
Центрирующий валик 2 с закрепленными на через шпонку 3 опорным основанием А и спиральной втулкой 1 с пазом закрепляют в патрон самотормозящего редугчтора. Затем предварительно отогнутый конец заготовки электрода в прорези валика нескольк меньшего диаметра, чем спиральная втулка, вставляют в паз спиральной втулки 1. Вращая редуктор с останокой патрона через 360° и натяги- вая при этом ленту, последовательно заключают витки ленты в выточки 1.2-17 спиральных колец 6-11. При
этом витки спирали плотно обжимаются спиральными кольцами с буртиками 18-23 и внутренними отбортовками с
25 -образными пазами 24 до формообразования правильной геоУ1етрии сближением начала и конца каждого разжатого спирального кольца с витком спирали до исходного положения цилиндрическими стержнями или Ъ -образными шпонками через JJ -образные пазы в центрирующих буртиках относительно спиральной втулки 1, а окончательно - радиальными 15 -образными выступами 25 трех секторов 26, тем самым исключается искажение геометрии спиральных витков, шага спирального электрода и повышается точность навивки.
После навивки заготовки электрода и закрепления витков спирали со спиральными кольцами 6-11 и секторами 26 со спиральной втулкой 1, опорное основание 4, центрирующий валик
2 со шпонкой 3 и штифтом 5 удаляют, устройство с заготовкой электрода собирают с деталями неподвижного , пакета конденсатора.
Навитую заготовку электрода в устройстве и собранную с деталями неподвижного пакета конденсатора заневоливают в водородной печи в процессе подъема температуры до пайки и паяют совместно. После охлаждения в водородной печи пакет спиральных электродов извлекают из устройства при помощи приспособления, устройство последовательно разбирают на исходные элементы.
Формула изобретения Устройство для изготовления спи- ральных электродов конденсаторов, содержащее установленные на выемке основание, спиральную втулку и спиральные кольца с выточками, отличающееся тем, что, с целью повышения точности изготовления и улучшения эксплуатационных возможностей, оно снабжено секторами с радиапьными 15 -образными выступами и кольцевыми выступами и кольцом, установленным на кольцевых выступах секторов, а в спиральньк кольцах выполнены внутренние отбортовки и
15 -образные радиальные пазы, в которых размещены радиальные выступы секторов.
X)-,
10
ггт ТТТТ///////////.
Ф10.5
Фаг.Ч
//7//////7777/77-Л
| Устройство для изготовления спиральных электродов конденсаторов | 1984 |
|
SU1226547A2 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для спиральной навивки металлической ленты | 1981 |
|
SU970498A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
