На натяжном опорном валике 1 для изготовления оправки (фиг. 1) соосно центрируют через шарики качепия 2 сепаратора 3 полую базовую спиральную скалку 4 с пазом 5 до кольцевой проточки 6 и стопорят винтом. 7 с валиком 1. В полую часть скалки 4 помещают спираль 8, равную длине спирали пакета электродов, внутренний конец которой закрепляют в пазу 9 натяжпого опорного валика, а внешний виток 10 пропускают через паз 5 скалки 4. На другом конце валика 1 соосно центрируют через шарики качения 11 сепаратора 12 основание 13 с пазами 14 изготовляемой оправки до кольцевой проточки 15 и стопорят с валиком 1 БИНТОМ 16. На базовую поверхность скалки 4 надевают компенсационное спиральное кольцо 17, которое по толщине равно произведению отношения углов полного витка 360° к нецентрируемому углу а (фиг. 2)
/ 360 , па шаг / спирали ( и помещают
между ним,и.вил- ом-1-9 шарики 18 ленточного сепаратора А9. I
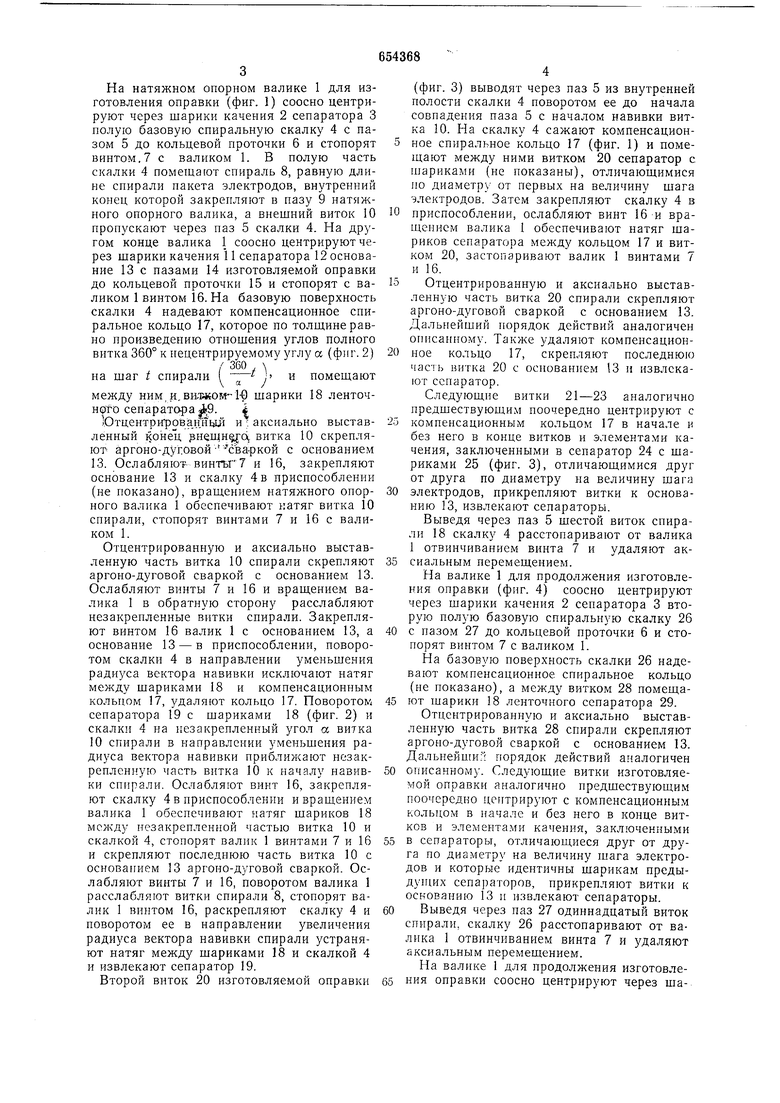
1Отцентрирова1{н1(Ц1 и; аксиально выставленный конец, рнещн сх витка 10 скрепляют аргоно-дуговой- сва-ркой с основанием 13. Ослабляют-винты7 и 16, закрепляют основание 13 и скалку 4 в приспособлении (не показано), вращением натяжного опорного валика 1 обеспечивают натяг витка 10 спирали, стопорят винтами 7 и 16 с валиком 1.
Отцентрированную и аксиально выставленную часть витка 10 спирали скрепляют аргоно-дуговой сваркой с основанием 13. Ослабляют винты 7 и 16 и вращением валика 1 в обратную сторону расслабляют незакрепленные витки спирали. Закрепляют винтом 16 валик 1 с основанием 13, а основание 13 - в приспособлении, поворотом скалки 4 в направлении уменьшения радиуса вектора навивки исключают натяг между шариками 18 и компенсациоппым кольцом 17, удаляют кольцо 17. Поворотом сепаратора 19 с шариками 18 (фиг. 2) и скалки 4 на незакрепленный угол а витка 10 спирали в направлении уменьшения радиуса вектора навивки приближают незакрепленную часть витка 10 к началу навивки спирали. Ослабляют винт 16, закрепляют скалку 4 в приспособлении и вращением валика 1 обеспечивают натяг шариков 18 между незакрепленной частью витка 10 и скалкой 4, стопорят валик 1 винтами 7 и 16 и скрепляют последнюю часть витка 10 с основанием 13 аргопо-дуговой сваркой. Ослабляют винты 7 и 16, поворотом валика 1 расслабляют витки спирали 8, стопорят валик 1 винтом 16, раскрепляют скалку 4 и поворотом ее в направлении увеличения радиуса вектора навивки спирали устраняют цатяг между шариками 18 и скалкой 4 и извлекают сепаратор 19.
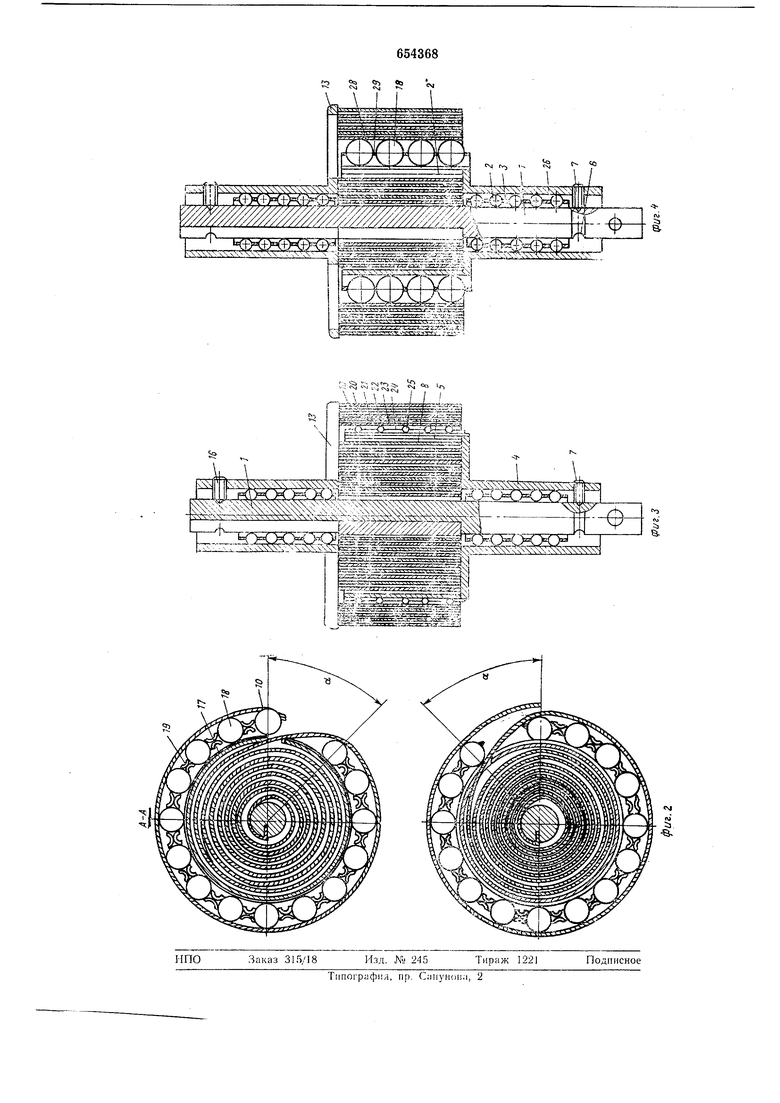
Второй виток 20 изготовляемой оправки
(фиг. 3) выводят через паз 5 из внутренней полости скалки 4 поворотом ее до начала совпадения паза 5 с началом навивки витка 10. На скалку 4 сажают компенсациоиное спиральное кольцо 17 (фиг. 1) и цомешают между ними витком 20 сецаратор с шариками (не показаны), отличающимися по диаметру от первых на величину шага электродов. Затем закрепляют скалку 4 в
приспособлении, ослабляют винт 16 и вращением валика 1 обеспечивают натяг шариков сепаратора между кольцом 17 и витком 20, застопаривают валик 1 винтами 7 и 16.
Отцентрированную и аксиально выставленную часть витка 20 спирали скрепляют аргоно-дуговой сваркой с основанием 13. Дальнейший порядок действий аналогичен описанному. Также удаляют компенсационное кольцо 17, скрепляют последнюю часть витка 20 с основанием 13 и извлекают сепаратор.
Следующие витки 21-23 аналогично предществующим поочередно центрируют с
компенсационным кольцом 17 в начале и без него в конце витков и элементами качения, заключенными в сепаратор 24 с шариками 25 (фиг. 3), отличающимися друг от друга по диаметру на величину шага
электродов, прикрепляют витки к основанию 13, извлекают сепараторы.
Выведя через паз 5 шестой виток спирали 18 скалку 4 расстопаривают от валика 1 отвинчиванием винта 7 и удаляют аксиальным перемещением.
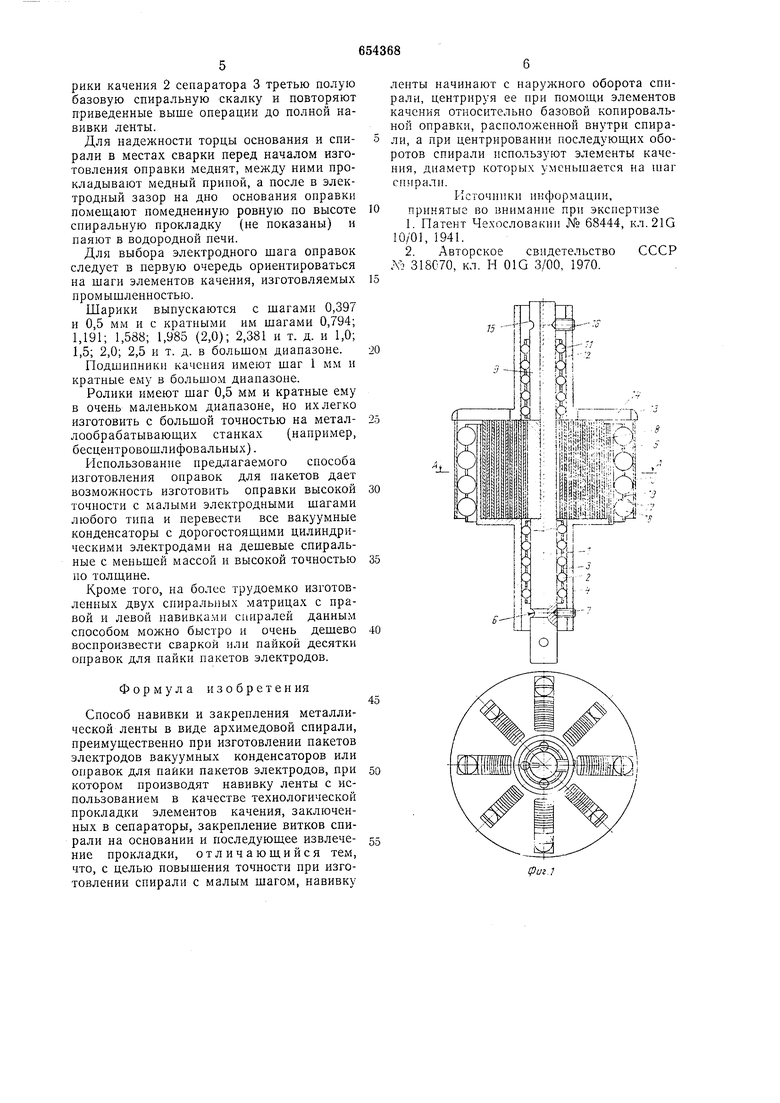
На валике 1 для продолжения изготовления оправки (фиг. 4) соосно центрируют через шарики качения 2 сепаратора 3 вторую полую базовую спиральную скалку 26
с пазом 27 до кольцевой проточки 6 и стопорят винтом 7 с валико.м 1.
На базовую поверхность скалки 26 надевают компенсационное спиральное кольцо (не показано), а между витком 28 помещают шарики 18 ленточного сепаратора 29.
Отцентрированную и аксиально выставленную часть витка 28 спирали скрепляют аргоно-дуговой сваркой с основанием 13. Дальнейший порядок действий аналогичен
описанному. Следуюшие витки изготовляемой оправки аналогично предшествующим поочередно центрируют с компенсационным кольцом в начале и без него в конце витков и элементами качения, заключенными
в сепараторы, отличающиеся друг от друга по диаметру на величину шага электродов и которые идентичны шарикам предыдупшх сепараторов, прикрепляют витки к основапию 13 и извлекают сепараторы.
Выведя через паз 27 одиннадцатый виток спирали, скалку 26 расстопаривают от валика 1 отвинчиванием винта 7 и удаляют аксиальным перемещением. На валике 1 для продолжения изготовления оправки соосно центрируют через шарики качения 2 сепаратора 3 третью полую базовую спиральную скалку и повторяют приведенные выше операции до полной навивки ленты. Для надежности торцы основания и спирали в местах сварки перед началом изготовления оправки меднят, между ними прокладывают медный припой, а после в электродный зазор на дно основания оправки помещают помедненную ровную по высоте спиральную прокладку (не показаны) и паяют в водородной печи. Для выбора электродного шага оправок следует в первую очередь ориентироваться на шаги элементов качения, изготовляемых промышленностью. Шарики выпускаются с шагами 0,397 и 0,5 мм и с кратными им шагами 0,794; 1,191; 1,588; 1,985 (2,0); 2,381 и т. д. и 1,0; 1,5; 2,0; 2,5 и т. д. в большом диапазоне. Подшипники качения имеют шаг 1 мм и кратные ему в большом диапазоне. Ролики имеют шаг 0,5 мм и кратные ему в очень маленьком диапазоне, но их легко изготовить с большой точностью на металлообрабатывающих станках (например, бесцентровошлифовальных). Использование предлагаемого способа изготовления оправок для пакетов дает возможность изготовить оправки высокой точности с малыми электродными шагами любого типа и перевести все вакуумные конденсаторы с дорогостоящими цилиндрическими электродами на дешевые спиральные с меньшей массой и высокой точностью по толщине. Кроме того, на более трудоемко изготовленных двух спиральных матрицах с правой и левой навивками спиралей данным способом можно быстро и очень дешево воспроизвести сваркой или пайкой десятки оправок для пайки пакетов электродов. Формула изобретения Способ навивки и закрепления металлической ленты в виде архимедовой спирали, преимущественно при изготовлении пакетов электродов вакуумных конденсаторов или оправок для пайки пакетов электродов, при котором производят навивку ленты с использованием в качестве технологической прокладки элементов качения, заключенных в сепараторы, закрепление витков спирали на основании и последующее извлечение прокладки, отличающийся тем, что, с целью повышения точности при изготовлении спирали с малым шагом, навивку ты начинают с наружного оборота спии, центрируя ее при помощи элементов ения относптельно базовой копировальоправки, расположенной внутри спираа при центрировании последующих обоов спирали используют элементы каче, диаметр которых уменьшается на шаг рали. Источники информации, ринятые во внимание при экспертизе .Иатент Чехословакии № 68444, кл.2Ю 01, 1941. .Авторское свидетельство СССР 318070, кл. Н 01G 3/00, 1970. I .„ iill: |1|1Ш| М Л: iip il::iniMi/-Ni 1 j |lPpi|B |lj ;v ч,Л| I : liiijiliil 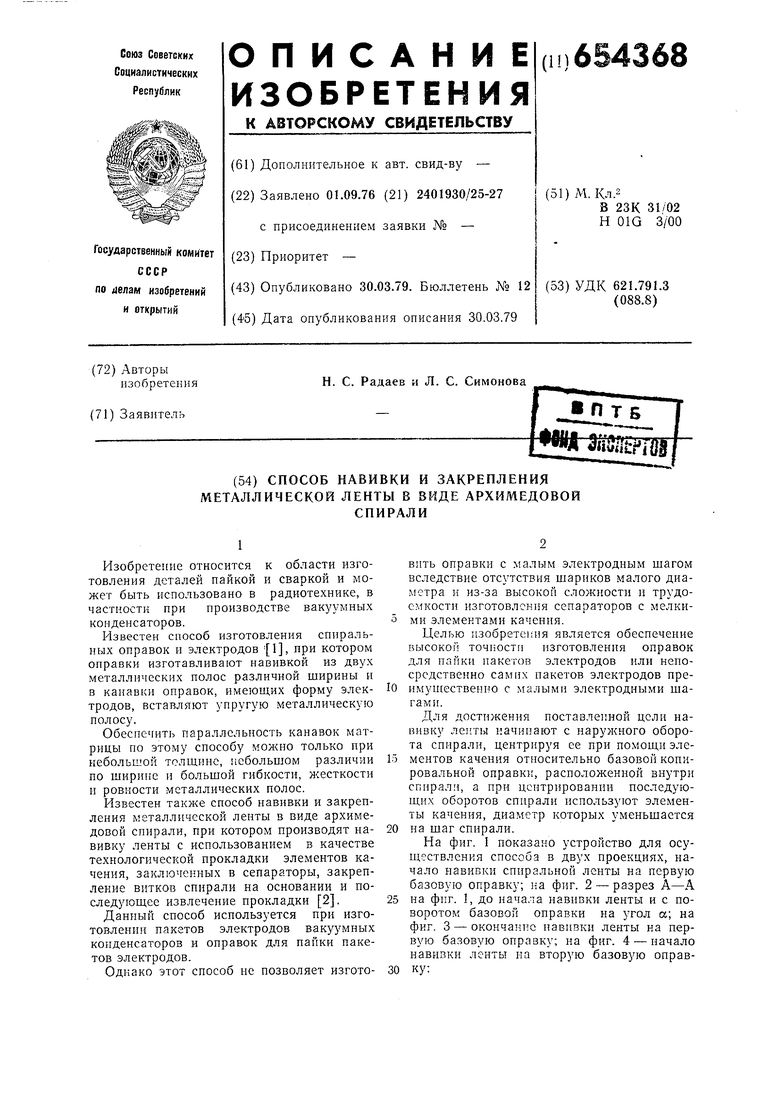
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для спиральной навивки металлической ленты | 1981 |
|
SU970498A1 |
| Устройство для изготовления спиральных пакетов электродов конденсаторов | 1983 |
|
SU1149321A1 |
| Устройство для изготовления спиральных электродов конденсаторов | 1987 |
|
SU1492391A1 |
| Устройство для изготовления спиральных электродов конденсаторов | 1980 |
|
SU911637A1 |
| Устройство для изготовления спиральных электродов конденсаторов | 1980 |
|
SU911636A1 |
| Способ центрирования пакетов электродовВАКууМНОгО КОНдЕНСАТОРА пРи зАВАРКЕ | 1979 |
|
SU822304A1 |
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU534286A1 |
| Устройство для завивки спиральных пружин | 1980 |
|
SU921656A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА СЕРДЕЧНИКОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 2013 |
|
RU2627228C9 |
| Вакуумный конденсатор переменной емкости | 1973 |
|
SU469999A1 |