Известны полуавтоматы конвейерного типа для пайки блоков па печатпом монтаже, включающие в себя вращающиеся щетки для флюсования, сущила и ванны с припоем.
Отличительная особенность описываемого полуавтомата состоит в том, что над ванной с припоем размещен четырехволновой каскад с устройством для принудительной подачи на него припоя из ванны, с целью последовательного осуществления пайки и снятия излишков припоя лри прохождении блоков над каскадом. Полуавтомат такой конструкции повыщает качество пайки и обеспечивает экономию припоя.
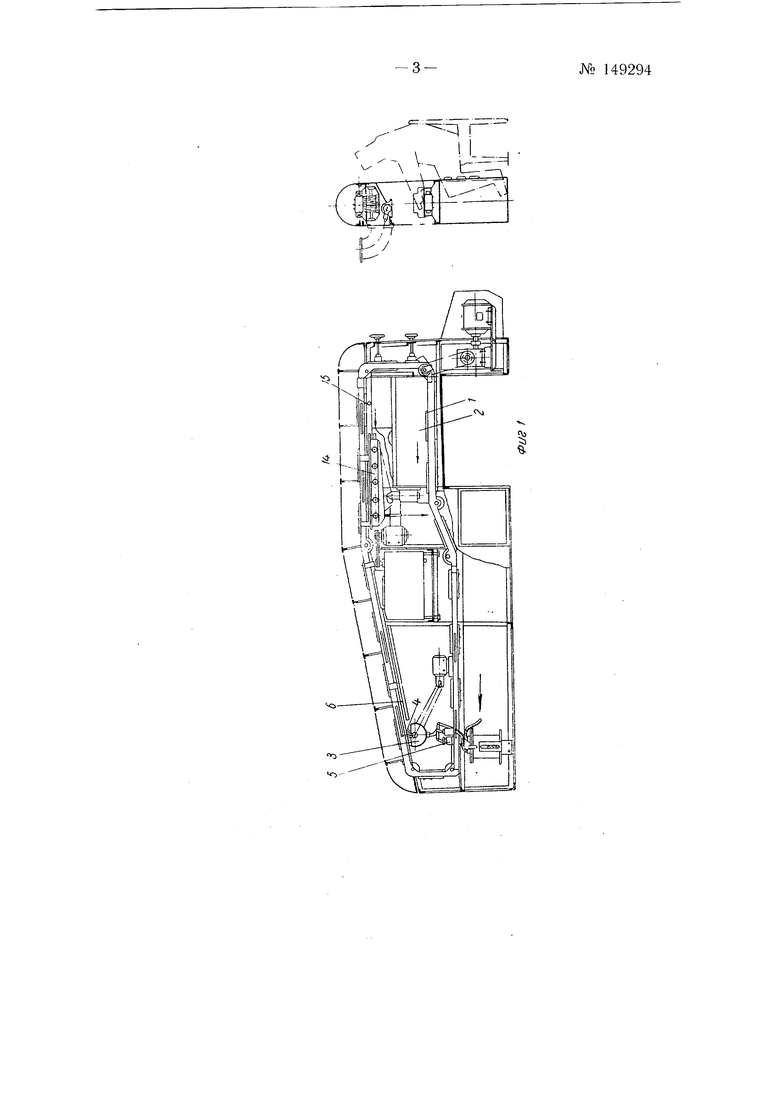
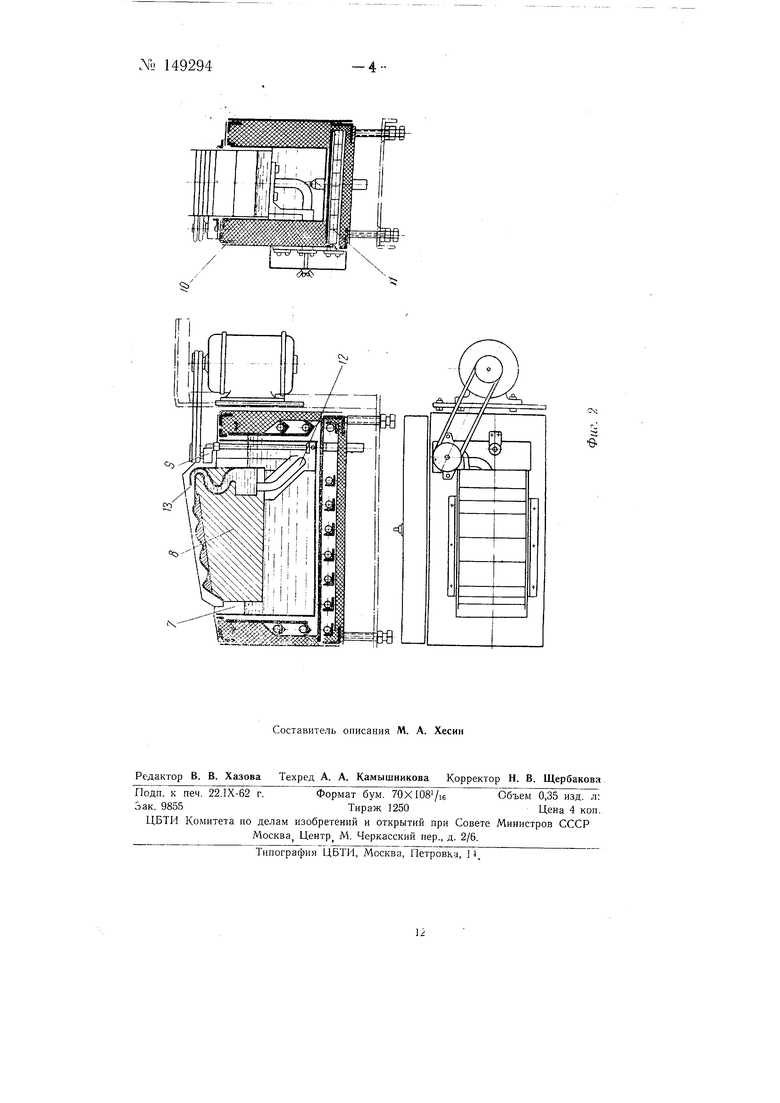
На фиг. 1 схематически изображен описываемый полуавтомат в двух проекциях; на фиг. 2 - узел пайки в трех проекциях.
Полуавтомат представляет собой вертикально расположенный двухцепиой конвейер с перемещающимися кассетами /.
Укладка блоков в кассеты осуществляется на рабочем месте 2. Узел 3 флюсования посредством вращающейся щетки 4 паносит ровный тонкий слой флюса на поверхность блока со стороны печатного монтажа. Щетка вращается IB ванне с флюсом. Уровень флюса в ванне поддерживается автоматически. Из бачка под давлением сжатого воздуха флюс подается через электромагнитный клапан 5 в вапну флюсования.
Электромагнитный клапан, взаимодействуя с микровыключателями кассет, обеспечивает автоматическое пополнение ванны флюсом. После окончания работы флюс сливается в бачок. Таким образом, исключается его испарение. Полуавтомат оборудован терморадиационным сущилом 6, состоящим из параболических зеркал, в фокусе которых расположены нагреватели.
Ёлок, проходящий лод сушилом, нагревается примерно до 100°.
№ 149294-2 -
Узел пайки состоит из ванны 7, каскада 8, центробежного насоса 9, вращающегося от электродвигателя постоянного тока, и каркаса 10 со встроенными в него нагревателями //.
При вращении крыльчатки насоса припой из ванны засасывается по трубе 12 в расширитель, находящийся в корлусе каскада. Припой постепенно заполняет расширитель и через щель 13 в верхней части переливается на плоскость каскада, образуя сплошной волнообразный поток. Блок в конвейере, двигаясь над каскадом параллельно плоскости движения припоя, четырехкратно касается гребней каскада, образованного потоком припоя. При последовательном касании блоков припоя на inepsoM гребне происходит облуживание, на втором и на третьем гребне - пайка и на четвертом - снятие излищнего припоя, образовавшегося в виде сосулек при пайке. Между каждым -последующим касанием пары флюса легко удаляются через образовавшиеся каналы между волнами.
После пайки на блоке остается избыточный флюс, который удаляется горячей водой, поступающей из ванны 14, оборудованной врап аюшимися щетками. Готовые блоки посредством ролика 75, раскрывающего зажимы в кассетах, выталкиваются на наклонную плоско-сть и перемещаются по ней ж транспортирующему устройству.
Описываемый полуавтомат может быть использован, например, для пайки волной блоков радиоаппаратуры.
Предмет изобретения
Полуа-втомат конвейерного типа для пайки блоков на печатном монтаже с применением для флюсования вращающейся щетки, сушила и ванны с припоем, отличающийся тем, что, с целью повышения качества пайки и экономии припоя, над ванной с припоем размещен четырехволновой каскад, с устройством для принудительной подачи на него припоя из ванны для осуществления последовательного облуживания, пайки и снятия излищков припоя при прохождении блоков над каскадом.
tiV
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ПЛАТ | 1973 |
|
SU394958A1 |
| Устройство для лужения радиоэлементов | 1979 |
|
SU841830A1 |
| СПОСОБ ЛУЖЕНИЯ ВЫВОДОВ РАДИОЭЛЕМЕНТОВ | 2009 |
|
RU2386521C1 |
| Устройство для пайки волной припоя | 1987 |
|
SU1563908A1 |
| Способ зачистки и облуживания концов проводов с фторопластовой изоляцией | 1982 |
|
SU1099343A1 |
| Линия пайки печатных плат | 1972 |
|
SU449787A1 |
| УСТАНОВКА ДЛЯ ПАЙКИ | 1956 |
|
SU112950A1 |
| Способ пайки печатных плат волной припоя | 1988 |
|
SU1602640A1 |
| УСТРОЙСТВО для ОБЛУЖИВАНИЯ ПЕЧАТНЫХ ПЛАТ | 1969 |
|
SU236578A1 |
| Устройство для пайки волной расплавленного припоя | 1976 |
|
SU566696A1 |
i
е.
