РЬобретение относится к области ироизводетва печатных плат. Известна поточная линия для панки и лужения плат печатных схем, содержащая конвейер с держателями для закрепления печатных плат, меха«измы флюсования и лужения, механизм очистки в виде вращающихся капроновых щеток и приводной механизм.
В известных конструкциях скорость движения конвейера не совпадает с оптимальной скоростью, необходимой для обеспечения качественной пайки. При выполнении пайк} на зал имные приспособления налипает припой, в результате приспособления загрязняются, что на качество изготовления печатных плат и ведет к повыщению расхода припоя.
С целью повышения качества печатных плат и снижения расхода припоя поточная линия снабжена механизмами горизонтального перемещения ванны с флюсом и ванны с припоем. Каждый из этих механизмов имеет автономный привод. Зажимы транспортера эмалированы, например, белыми титановыми эмалями с добавлением пигментов.
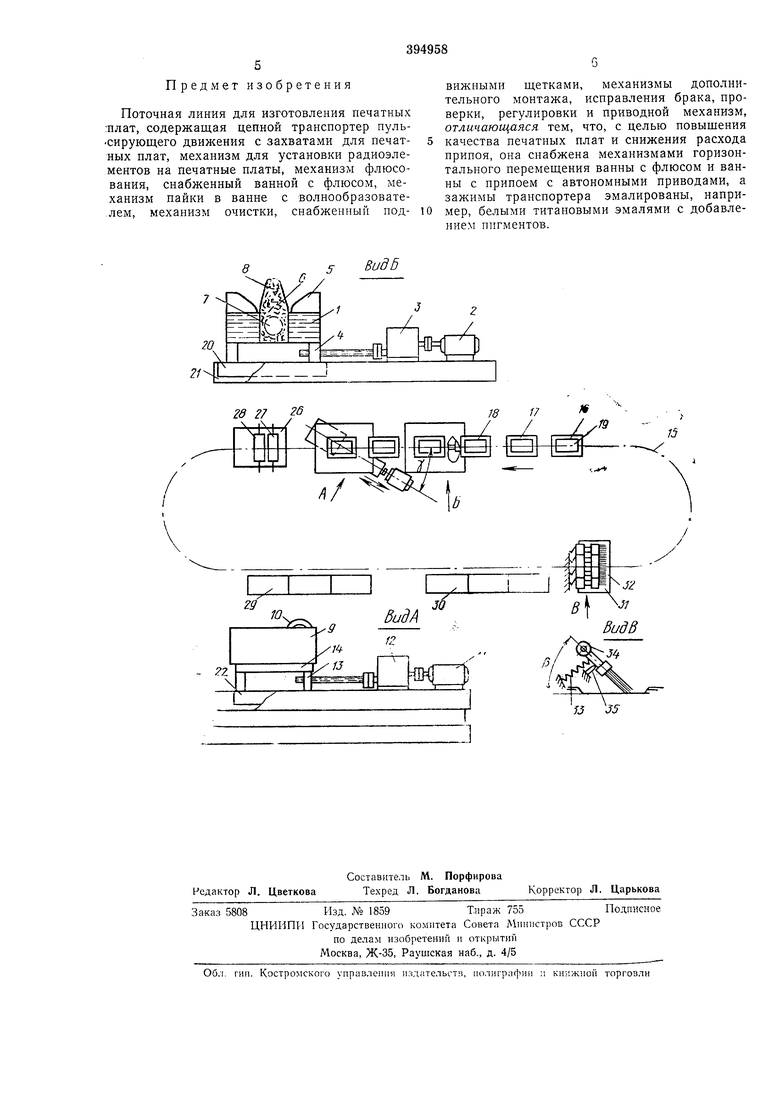
На чертеже приведена конструкция поточной лИНии. Механизм горизонтального перемещения ванны 7 с флюсом содержит двигатель постоянного тока 2, редуктор 5, передачу 4 «винт-гайка. Ванна 1 с флюсом состоит из наружной ванны 5, внутренней ванны 6, устройства 7 для ценообразования и сетки S. Поточная линия снабжена также .механизмом горизонтального перемещения ванны 9 с расплавленным припоем и волнообразователем,
образующим струю припоя 10.
Этот механизм содержит двигатель постоянного тока 11, редуктор 12, передачу 13 «винтгайка, теплоизоляционную прокладку 14. На ценном транспортере 15 установлены зажимные приснособления 16-18. эмалированные, например, белой титановой эмалью или бесцветной эмалью с добавкой п-игмевтов. Зажимные приспособления окращены в различ-. ные цвета. Если на поточной линии производитея изготовление нескольких типов печатных блоков, то для зажимных приспособлений каждого тина (соответственно тину печатных блоков) выбирается своя окраска их верхней части.
Если на поточной линии изготовляют печатные платы только одного типа, то часть приспособлений покрывается эмалью одного цвета, а часть - другого и т. д. (имеется в виду покрытие верхней части приспособлений). Для
покрытия нижней части приспособлений во всех случаях используется одна и та же эмаль. После установки печатной платы 19 в зажимное приспособление 16 на ряде позиций поточной линии производится установка объемных
радиоэлементов на печатную плату, после чего она поступает к механизму для флюсования. Когда зажимное приспособление 16 находится в неподвижном положении, производится флюсование. При этом включается электродвигатель 2 и вращение передается через редуктор 3 к передаче 4 «винт-гайка. Подвижная платформа 20, на которой установлена ванна / с флюсом, начинает перемещаться в неподвижно закрепленных на1правляющих 21. В устройство 7 для пенообразования начинает подаваться сжатый воздух. Во внутренней ванне 6 В С|Ненивается и частицы его дополнительно раздробляются сеткой 8. Над сеткой 8 образуется волна флюса, находящегося в пенообразном состоянии. Излишки флюса в пенообразном состоянии стекают в паружную ванну 5. При неремещении ванны 1 с флюсом волна флюса, находящегося в пенообразном состоянии, касается нечатных проводннков платы 19 и концов выводов объемных радиоэлементов, 1И происходит флюсование печагной платы и выводов. Далее цечатная плата 19 с установленными на ней радиоэлемептами поступает к механизму для пайки. В положении покоя транснортера нроисходит нодсушка флюса и подогрев зажимных приспособлений теплом расплавленного припоя, а также пайка. Зажимное приспособление 16 с установленными в нем печатной платой 19 и объемными радиоэлементами останавливается над новерхностью расплавленного припоя ванны 9. В начальный период покоя транспортера ванна 9 с ириноем находится в неподвижном положении и в это время происходит подсушка флюса и подогрев зажимных приспособлений, Затем ванна 9 Перемещается под углом к направлению последующего движения транспортера с номощью механизма, аналогичного механизму неремещения ванны /. Транспортер при этом продоллсает находиться в положении покоя. Подвижная платформа 22 перемещается относительно направляющих 23, устаповленпых на . поворотной платформе 24, которая допускает поворот и фиксацию ее относительно неподвижной платформы 25. ПрИ этом производится пайка с помощью струи припоя 10. Зацаянные печатные платы с установленными на них радиоэлементами, именуемые печатными блоками, поступают затем для мойки и очнсткн к устройству 26 со щетками 27 и 28, например, из капрона, вращающиеся во встречпых направлениях. Щетки 27 и 28 имеют длину, равную или больше ширины очищаемой внизу области зажимного приспособления 16, и одновременно с мойкой и очисткой печатных плат 19 производят очистку нижне стороны зажимного приспособления 16. Затем на познциях 29 производится дополнительный монтаж некоторых радиоэлементов и исправление брака, донущенного нри пайке, а на позициях 30 - проверка и регулировка изготовленных нечатных блоков. По своему устройству соответствуюпше нознции не отличаются от аналогичных нозицин известных ноточных линий для нзготовления нечатных плат. Изготовленный печатный блок снимается с зажимного нрнснособления 16, и производится очистка верхней стороны зажимного приспособления с помощью устройства 31. Очистка производится с помощью нескольких щеток 32 в момент перемещения транспортера с позиции на позицию. Каждая из щеток подпружинена пружиной 33, донускается возможность некоторого новорота оси 34, а в нсходном положении щетка установлена под углом р, которое она занимает при упоре корпуса щетки 52 в упор 35. В очищенное зажимное приспособление устанавливается новая печатная плата, и цикл изготовления печатного блока повторяется. Изложенные конструктивные отличия ноточцой линии имеют ряд преимуществ по сравиению с поточными линиями известных конструкций. Применение на линии транспортера пульсирующего тина облегчает установку объемных радиоэлементов на печатной плате и автоматизацию этого процесса, а использование подвижиой ванны с расплавленным припоем позволяет выбирать любое перемещение транспортера поточной линии, исходя из условия получения максимальной производительности на других операциях, не связанных с пайкой. При этом :пайка производится в едином потоке линии, какие-либо дополнительные устройства, ответвления или параллельные потоки не требуются. Конструкция поточной линии позволяет измепять и выбирать оптимальную скорость пайки, что достигается простейшим способом, например изменением напряжения, подаваемого к двигателю постоянного тока в механизме перемещения подвижной ванны с припоем. За счет изменения скорости перемещения ванны с флюсом обеспечивается точное дозирование количества наносимого флюса. Регулирование направления перемещения подвижной ванны с припоем увеличивает универсальность поточной линии. Становится возможной пайка ряда конструкций печатных блоков, которые были спроектированы ранее с « учетом пайки погружением. Для любого расположения рисунка печатных проводников может быть выбрано оптимальное направление этого перемещения. В ряде случаев оно будет не совпадать с одной из осей печатных плат, так как они обычно устанавливаются на транспортере, исходя из удобства сборки. Достоинством поточной линии является также возможность прохода ванны с расплавленым припоем под печатной платой несколько аз. Это повышает качества пайки, снижает расход припоя за счет устранения излишних аплывов. Отпадает необходимость ручной дозапайки.
Предмет изобретения
Поточная линия для изготовления печатных :плат, содержащая цепной транспортер пульсирующего движения с захватами для печатных плат, механизм для установки радиоэлементов на печатные платы, механизм флюсования, снабженный ванной с флюсом, механизм пайки в ванне с волнообразовате.лем, механизм очистки, снабженный
f
х
У
/
вижными щетками, механизмы дополнительного монтажа, исправления брака, проверки, регулировки и приводной механизм, отличающаяся тем, что, с целью повышения качества печатных плат и снижения расхода припоя, она снабжена механизмами горизонтального перемещения ванны с флюсом и ванны с припоем с автономными приводами, а зажимы транспортера эмалированы, например, белыми титановыми эмалями с добавлением пигментов.
ВиВБ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для лужения | 1981 |
|
SU967703A1 |
| Устройство для лужения выводов радиоэлементов | 1990 |
|
SU1787717A1 |
| Устройство для лужения осевых выводов радиоэлементов | 1983 |
|
SU1139589A1 |
| Линия пайки печатных плат | 1972 |
|
SU449787A1 |
| Устройство для пайки в защитной среде | 1972 |
|
SU472761A1 |
| ФЛЮС ДЛЯ НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ | 1990 |
|
RU2016729C1 |
| Способ пайки блоков на печатном монтаже | 1987 |
|
SU1648656A1 |
| Устройство для лужения радиоэлементов | 1979 |
|
SU841830A1 |
| Способ лужения и пайки | 1983 |
|
SU1143541A1 |
| Устройство для нанесения флюса | 1990 |
|
SU1719165A1 |
2в 27 л . 26 /
V. W
