Изобретение, относится к способам ремонта деталей сваркой, преимущественно толстостенных резервуаров с трещиной по образующей, и может быть использовано для ремонта гидроцилиндра мощных гидравлических прессов.
Цель изобретения - обеспечение полного восстановления работоспособности при ремонте гидроцилиндров и сокращение сроков их ремонта.
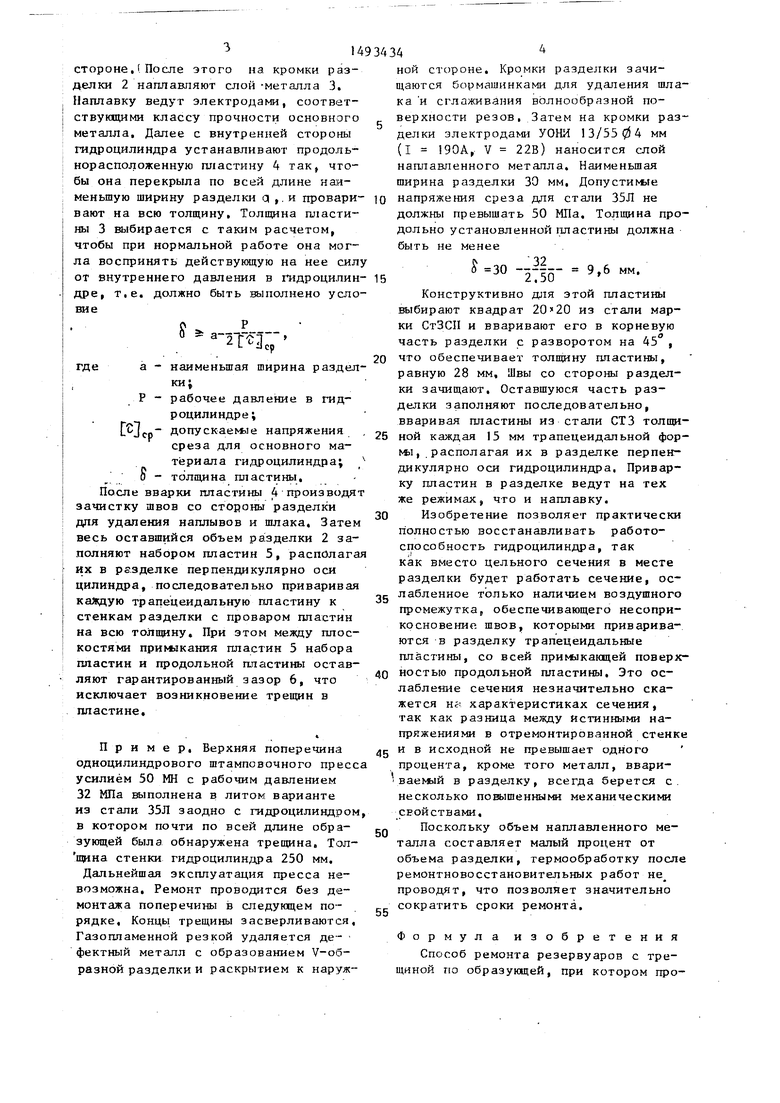
На фиг.1 представлена разделка после окончания ремонтно-восстанови- тельных работ, поперечное сечение; на фиг,2 - разрез А-А на фиг.1.
Способ осуществляется следующим образом.
Концы трещины по образующей гидроцилиндра I засверливают и газопла- менной резкой выполняют V-образную разделку 2 с раскрытием к наружной
со
00 4ib 00 4ib
стороне, ( После этого на кромки разделки 2 наплавляют слой -металла 3. Наплавку ведут электродами, соответствующими классу прочности основного металла. Далее с внутренней стороны гидроцилиндра устанавливают продоль- норасположенную пластину 4 так, чтобы она перекрыла по всей длине наименьшую ширину разделю g ,. и провари- вают на всю толщину. Толщина пластины 3 выбирается с таким расчетом, чтобы при нормальной работе она могла воспринять действуницую на нее силу от внутреннего давления в гидроцилин- дре, т,е. должно быть выполнено условие
J
rrq
ср
где
а - наименьшая ширина разделкиР - рабочее давление в гидроцилиндре;
CCJ - допускаем 1е напряжения среза для основного материала гидроцилиндра; О - толщина пластины. После вварки пластины 4 производя зачистку швов со стононы разделки для удаления наплывов и шлака. Затем весь оставшийся объем ра зделки 2 заполняют набором пластин 5, располага их в рязделке перпендикулярно оси цилиндра, последовательно приваривая казкцую трапецеидальную пластину к стенкам разделки с проваром пластин на всю толщину. При этом между плоскостями примлкания пластин 5 набора гшастин и продольной пластины оставляют гарантированный зазор 6, что Исключает возникновение трещин в пластине,
4
Пример, Верхняя поперечина одноцилиндрового штамповочного пресс усилием 50 МН с рабочим давлением 32 МПа выполнена в литом варианте из стали 35Л заодно с гидроцилиндром в котором почти по всей длине образующей была обнаружена трещина, Тол- щина стенки гидроцилиндра 250 мм,
Дальнейшая эксплуатация пресса невозможна. Ремонт проводится без демонтажа поперечины в следующем порядке. Концы трещины засверливаются. Газопламенной резкой удаляется де- фектный металл с образованием V-об- разной разделки и раскрытием к наружной стороне. Кромки разделки зачищаются бормашинками для удаления шлака и сглаживания волнообразной поверхности резов. Затем на кромки разделки электродами УОНИ 13/5504 мм (I 190А, V 22В) наносится слой наплавленного металла. Наименьшая ширина разделки 30 мм, Допустим 1е напряжения среза для стали 35Л не должны превышать 50 МПа, Толшина продольно установленное пластины должна быть не менее
5- -32
30
2,50
9,6 мм.
5
0
40
45
Конструктивно для этой пластины выбирают квадрат из стали марки СтЗСП и вваривают его в корневую часть разделки с разворотом на 45 , что обеспечивает толщину пластины, равную 28 мм. Швы со стороны разделки зачищают. Оставшуюся часть разделки заполняют последовательно, вваривая пластины из стали СТЗ толщи25 ной каждая 15 мм трапецеидальной фор- №:, .располагая их в разделке перпендикулярно оси гидроцилиндра. Приварку пластин в разделке ведут на тех же режимах, что и наплавку,
30 Изобретение позволяет практически полностью восстанавливать работоспособность гидроцилиндра, так как вместо цельного сечения в месте разделки будет работать сечение, ос-g лабленное только наличием воздушного промежутка, обеспечивающего несоприкосновение швов, которыми привариваются в разделку трапецеидальные пластины, со всей примыкающей поверхностью продольной пластины. Это ослабление сечения незначительно скажется на характеристиках сечения, так как разница между истинными напряжениями в отремонтированной стенке и в исходной не превышает одного процента, кроме того металл, ввари- ваемый в разделку, всегда берется с. несколько повышенными механическими свойствами.
Поскольку объем наплавленного металла составляет малый процент от объема разделки, термообработку после ремонтновосстановительных работ не проводят, что позволяет значительно сократить сроки ремонта.
50
55
Формула изобретения Способ ремонта резервуаров с трещиной по образуидей, при котором проФиг.1
.
У я«ляя«юж4в«:«йде«м
яяаж« км«ж«с 1 к«х
vUvvMi MbMUUW uU M
xxx SS SSSSSSSSSSS
7
(Vrff
хчх
222ZZ222Z22Z22222222
XX XVvVV4X X4 VvOv
т
(/( УТтуТ ууууУ У/ /ут
Ш.
WN
л Г ОоГУхЧХТ ОО ч 7
УУУУ ХххллЛу ЛлоХ
jL/7/7777.
чч ххчччч х чх
77777777777/У7 77
ЧХХЧЧУчХУЧХУЧХУУЧ
77777/7
тУЧЧЛЛчХМЬ
7777777777.
7 У7У7У77777У7
Фиг. 2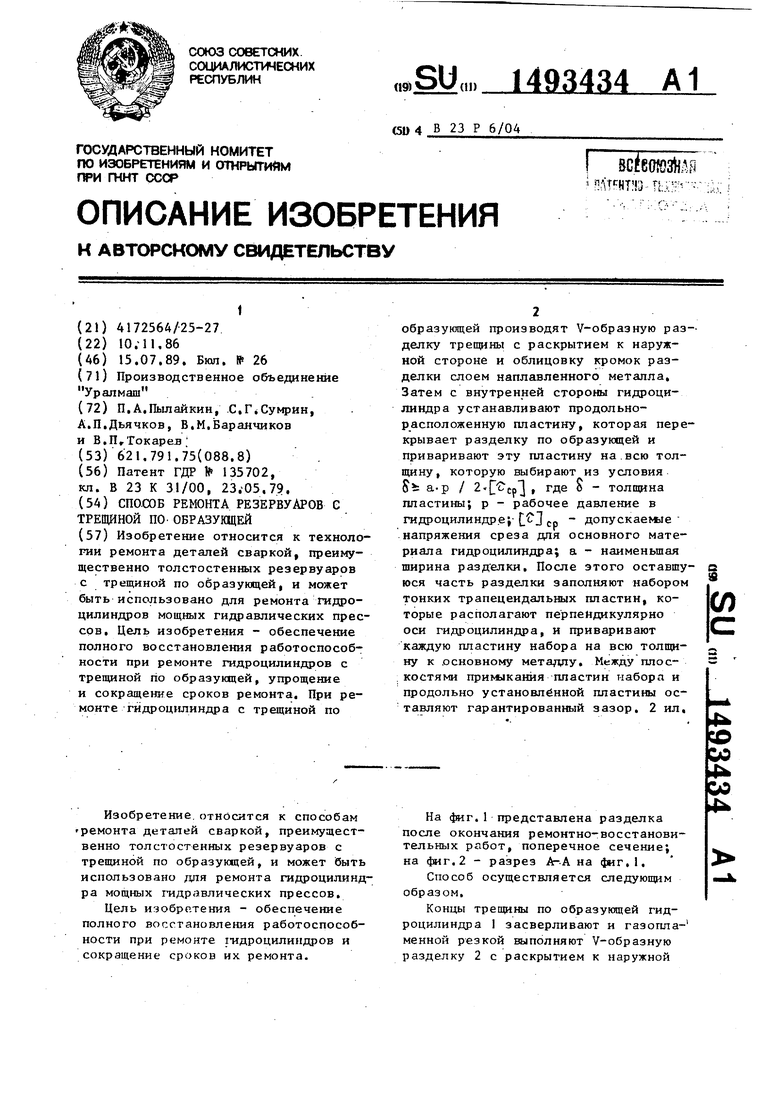
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ремонта толстостенных конструкций с трещиной | 1982 |
|
SU1077160A1 |
| Способ ремонта конструкций | 1988 |
|
SU1539035A1 |
| Способ ремонта соединений | 1986 |
|
SU1368118A1 |
| Способ дуговой сварки велдолетов из аустенитных сталей к трубопроводу из низкоуглеродистых и низколегированных сталей | 2016 |
|
RU2643098C2 |
| Способ ремонта литого корпуса | 1987 |
|
SU1447636A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СПОСОБ РЕМОНТА БРУСЬЕВ ЗОНЫ ВТОРИЧНОГО ОХЛАЖДЕНИЯ МАШИН НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1995 |
|
RU2089369C1 |
| Способ восстановления толстостенных конструкций | 1982 |
|
SU1053419A1 |
| СПОСОБ РЕМОНТА ТРУБ СВАРКОЙ | 2003 |
|
RU2247890C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ОПОРНОГО РОЛИКА ВРАЩАЮЩЕЙСЯ ПЕЧИ | 2003 |
|
RU2238833C1 |
Изобретение относится к технологии ремонта деталей сваркой, преимущественно толстостенных резервуаров с трещиной по образующей, и может быть использовано для ремонта гидроцилиндров мощных гидравлических прессов. Цель изобретения - обеспечение полного восстановления работоспособности при ремонте гидроцилиндров с трещиной по образующей, упрощение и сокращение сроков ремонта. При ремонте гидроцилиндра с трещиной по образующей производят V - образную разделку трещины с раскрытием к наружной стороне и облицовку кромок разделки слоем наплавленного металла. Затем с внутренней стороны гидроцилиндра устанавливают продольно расположенную пластину, которая перекрывает разделку по образующей, и приваривают эту пластину на всю толщину, которую выбирают из условия δ≥A.P/ 2.τCP, где δ - толщина пластины
P - рабочее давление в гидроцилиндре
τCP - допускаемые напряжения среза для основного материала гидроцилиндра
A - наименьшая ширина разделки. После этого оставшуюся часть разделки заполняют набором тонких трапецеидальных пластин, которые располагают перпендикулярно оси гидроцилиндра, и приваривают каждую пластину набора на всю толщину к основному металлу. Между плоскостями примыкания пластин набора и продольно установленной пластины оставляют гарантированный зазор. 2 ил.
| Приспособление к учебному пружинному динамометру | 1960 |
|
SU135702A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
