Изобретение относится к способам ремонта деталей сваркой и может быть использовано, в частности, при ремонте крупногабаритных и литых поперечин мощных гидравлических прессов с трещинами в узлах перекрещивающихся стенок.
Цель изобретения - восстановление работоспособности крупногабаритных конструкций с трещиной в узле перекрещивающихся стенок и сокращение сроков ремонта.
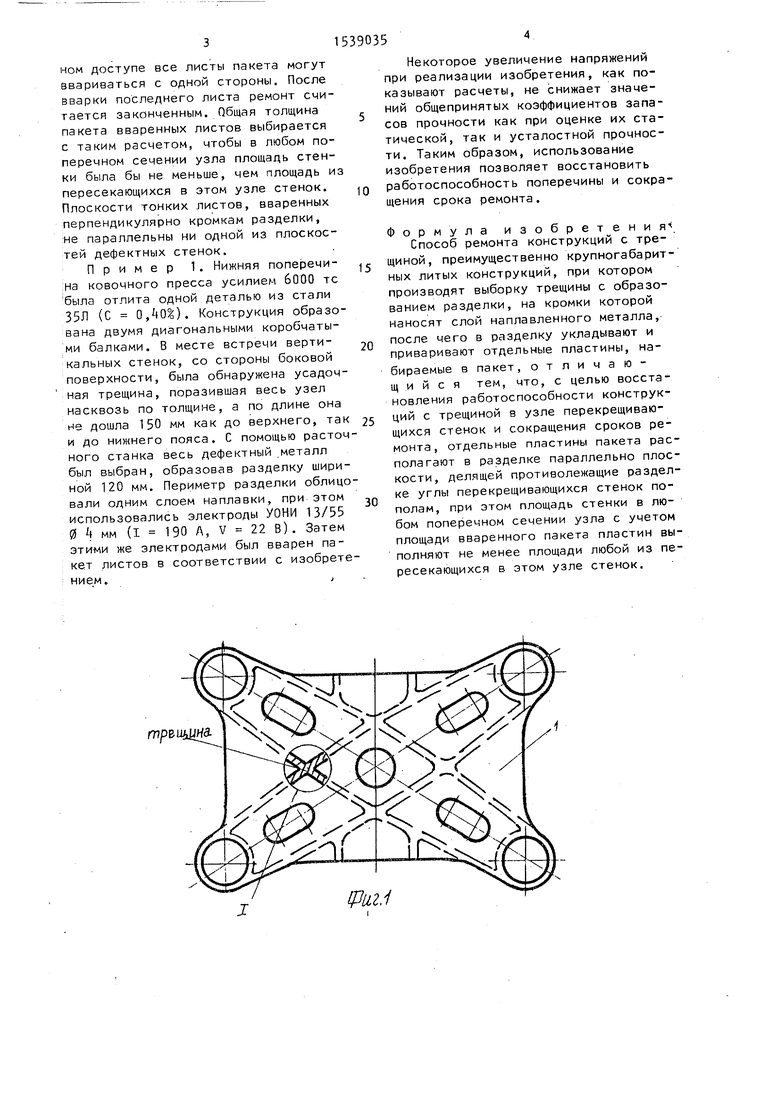
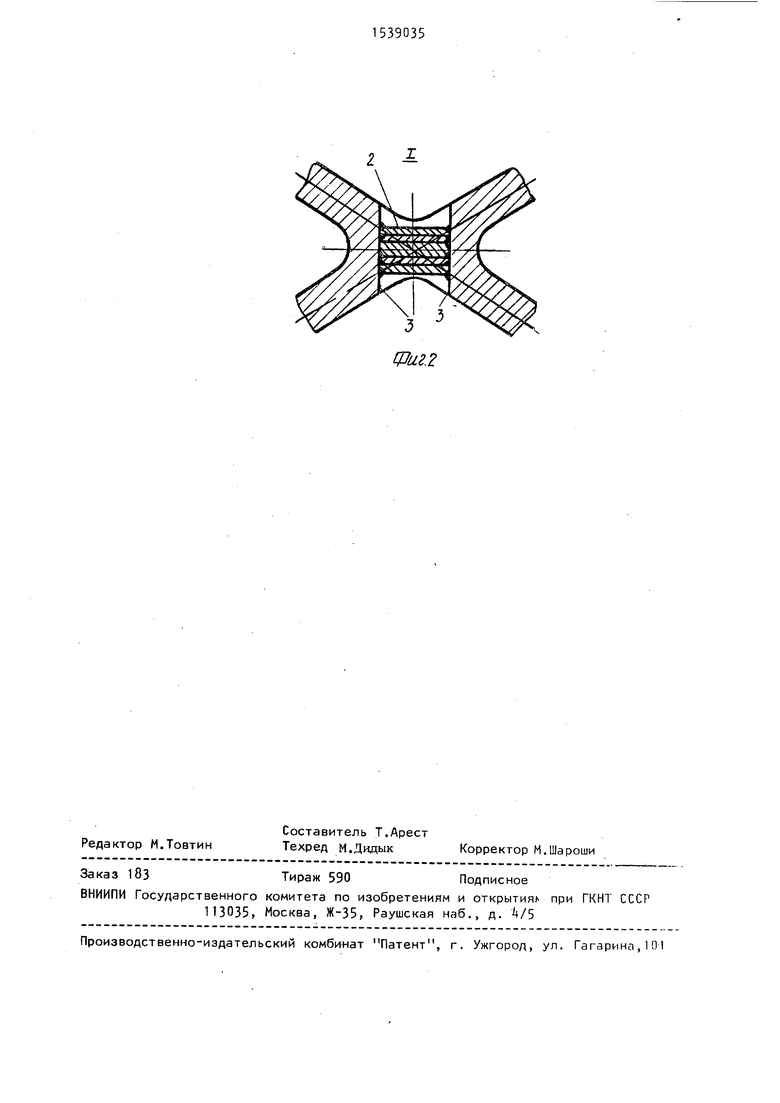
На фиг. 1 показана поперечина в плане с диагональным направлением стенок балок, общий вид; на фиг. 2 - узел Т на фиг. 1.
Способ осуществляется следующим образом.
Концы трещины в узле встречи стенок поперечины 1 (фиг. 1) засверли- ваются, затем газовой резкой или механическим путем удаляется весь дефектный металл с образованием разделки 2 (фиг. 2). Кромки 3 разделки 2 тщательно зачищаются, после чего на них при необходимости наносится слой наплавленного металла, устанавливается средний лист ввариваемого пакета и с обеих сторон проваривается на всю толщину. Остальные листы пакета ввариваются последовательно с обеих сторон среднего листа. При этом пластины пакета располагают в резделке параллельно плоскости, делящей противолежащие разделке углы перекрещивающихся стенок пополам. В некоторых случаях при затруднительсд
00 СО
о оо
ел
ном доступе все листы пакета могут ввариваться с одной стороны. После вварки последнего листа ремонт считается законченным. Общая толщина пакета вваренных листов выбирается с таким расчетом, чтобы в любом поперечном сечении узла площадь стенки была бы не меньше, чем площадь из пересекающихся в этом узле стенок. Плоскости тонких листов, вваренных перпендикулярно кромкам разделки, не параллельны ни одной из плоскостей дефектных стенок.
Пример 1. Нижняя поперечина ковочного пресса усилием 6000 тс была отлита одной деталью из стали 35Л (С 0,АО%). Конструкция образована двумя диагональными коробчатыми балками. В месте встречи вертикальных стенок, со стороны боковой поверхности, была обнаружена усадочная трещина, поразившая весь узел насквозь по толщине, а по длине она не дошла 150 мм как до верхнего, так и до нижнего пояса. С помощью расточного станка весь дефектный металл был выбран, образовав разделку шириной 120 мм. Периметр разделки облицо вали одним слоем наплавки, при этом использовались электроды УОНИ 13/55 0 4 мм (I 190 Л, V 22 В). Затем этими же электродами был вварен пакет листов в соответствии с изобретением..
0
5
Некоторое увеличение напряжений при реализации изобретения, как показывают расчеты, не снижает значений общепринятых коэффициентов запасов прочности как при оценке их статической, так и усталостной прочности. Таким образом, использование изобретения позволяет восстановить работоспособность поперечины и сокращения срока ремонта.
Формула изобретения1 Способ ремонта конструкций с трещиной, преимущественно крупногабаритных литых конструкций, при котором производят выборку трещины с образованием разделки, на кромки которой наносят слой наплавленного металла, после чего в разделку укладывают и приваривают отдельные пластины, набираемые в пакет, отличающийся тем, что, с целью восстановления работоспособности конструкций с трещиной в узле перекрещивающихся стенок и сокращения сроков ремонта, отдельные пластины пакета располагают в разделке параллельно плоскости, делящей противолежащие разделке углы перекрещивающихся стенок пополам, при этом площадь стенки в любом поперечном сечении узла с учетом площади вваренного пакета пластин выполняют не менее площади любой из пересекающихся в этом узле стенок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ремонта конструкций с трещинами | 1990 |
|
SU1787095A3 |
| Способ ремонта соединений | 1986 |
|
SU1368118A1 |
| Способ ремонта резервуаров с трещиной по образующей | 1986 |
|
SU1493434A1 |
| Способ ремонта толстостенных конструкций с трещиной | 1982 |
|
SU1077160A1 |
| СПОСОБ РЕМОНТА ТРЕЩИН МЕТАЛЛОКОНСТРУКЦИЙ | 2011 |
|
RU2466843C1 |
| СПОСОБ РЕМОНТА ДЕФЕКТОВ ЛИТЬЯ | 2001 |
|
RU2194603C1 |
| Способ ремонта дефектов литья | 1987 |
|
SU1555099A1 |
| СПОСОБ РЕМОНТА ТРЕЩИН МЕТАЛЛОКОНСТРУКЦИЙ | 2008 |
|
RU2378098C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ОПОРНОГО РОЛИКА ВРАЩАЮЩЕЙСЯ ПЕЧИ | 2003 |
|
RU2238833C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИИ УЗЛА СОПРЯЖЕНИЯ ДНИЩА РЕЗЕРВУАРА С ЕГО СТЕНКОЙ | 2021 |
|
RU2772702C1 |
Изобретение относится к способам ремонта деталей сваркой и может быть использовано при ремонте крупногабаритных литых поперечин мощных гидравлических прессов с трещинами в узлах перекрещивающихся стенок. Цель изобретения - восстановление работоспособности конструкции с трещиной в узле перекрещивающихся стенок и сокращение сроков ремонта. Производят выборку трещины с образованием разделки, на кромки которой наносят слой наплавленного металла. В разделку укладывают и приваривают отдельные пластины, набираемые в пакет. Отдельные пластины пакета располагают в разделке параллельно плоскости, делящей противолежащие разделке углы перекрещивающихся стенок пополам. Площадь поперечного сечения любой из стенок в узле с учетом площади вваренного пакета пластин, выполняют не менее площади любой из пересекающихся в этом узле стенок. 2 ил.
тр&иьцнв.
Ш.2
| Способ ремонта толстостенных конструкций с трещиной | 1982 |
|
SU1077160A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
