00 О5 00
00
Изобретение относится к способам ремонта деталей сваркой и может быть использовано при ремонте угловых соединений крупногабаритных литых короб чатых балок с трещиной.
Цель изобретения - повьшение надежности и качества ремонта уголковых соединений, а также упрощение и сокращение сроков его проведения.
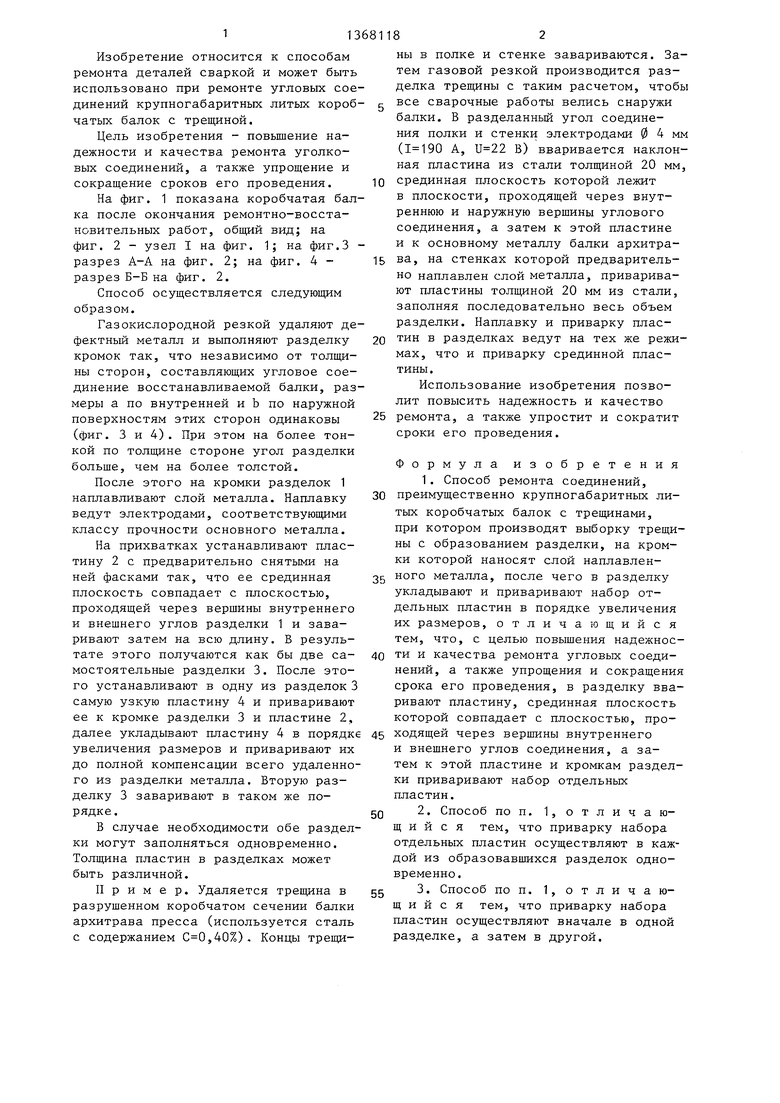
На фиг. 1 показана коробчатая балка после окончания ремонтно-восста- новительных работ, общий вид; на фиг. 2 - узел I на фиг. 1; на фиг.З разрез А-А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 2.
Способ осуществляется следующим образом.
Газокислородной резкой удаляют дефектный металл и выполняют разделку кромок так, что независимо от толщины сторон, составляющих угловое соединение восстанавливаемой балки, размеры а по внутренней и b по наружной поверхностям этих сторон одинаковы (фиг. 3 и 4). При этом на более тонкой по толщине стороне угол разделки больше, чем на более толстой.
После этого на кромки разделок 1 наплавливают слой металла. Наплавку ведут электродами, соответствующими классу прочности основного металла.
На прихватках устанавливают пластину 2 с предварительно снятыми на ней фасками так, что ее срединная плоскость совпадает с плоскостью, проходящей через вершины внутреннего и внешнего углов разделки 1 и заваривают затем на всю длину. В результате этого получаются как бы две самостоятельные разделки 3. После этого устанавливают в одну из разделок 3 самую узкую пластину 4 и приваривают ее к кромке разделки 3 и пластине 2, далее укладывают пластину 4 в порядк увеличения размеров и приваривают их до полной компенсации всего удаленного из разделки металла. Вторую разделку 3 заваривают в таком же порядке.
В случае необходимости обе разделки могут заполняться одновременно. Толщина пластин в разделках может быть различной.
Пример. Удаляется трещина в разрушенном коробчатом сечении балки архитрава пресса (используется сталь с содержанием ,40%). Конды трещи
10
g
81182
ны в полке и стенке завариваются. Затем газовой резкой производится разделка трещины с таким расчетом, чтобы все сварочные работы велись снаружи балки. В разделанный угол соединения полки и стенки электродами 0 4 мм ( А, в) вваривается наклонная пластина из стали толщиной 20 мм, срединная плоскость которой лежит в плоскости, проходящей через внутреннюю и наружную вершины углового
соединения, а затем к этой пластине и к основному металлу балки архитрава, на стенках которой предварительно наплавлен слой металла, приваривают пластины толщиной 20 мм из стали, заполняя последовательно весь объем разделки. Наплавку и приварку пластин в разделках ведут на тех же режимах, что и приварку срединной пластины .
Использование изобретения позволит повысить надежность и качество ремонта, а также упростит и сократит сроки его проведения.
0
5
0
Формула изобретения
1. Способ ремонта соединений, преимущественно крупногабаритных литых коробчатых балок с трещинами, при котором производят выборку трещины с образованием разделки, на кромки которой наносят слой наплавленного металла, после чего в разделку укладывают и приваривают набор отдельных пластин в порядке увеличения их размеров, отличающийся тем, что, с делью повышения надежности и качества ремонта угловых соединений, а также упрощения и сокращения срока его проведения, в разделку вваривают пластину, срединная плоскость которой совпадает с плоскостью, про- 5 ходящей через вершины внутреннего и внешнего углов соединения, а затем к этой пластине и кромкам разделки приваривают набор отдельных пластин.
2.Способ по п. 1, отличающийся тем, что приварку набора отдельных пластин осуществляют в каждой из образовавшихся разделок одновременно.
3.Способ по п. 1, отличающийся тем, что приварку набора пластин осуществляют вначале в одной разделке, а затем в другой.
0
5
ig
W///////////////A
I
///// ///A
//У////////////А
S$$$
y//////////.
r
///
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ремонта конструкций с трещинами | 1990 |
|
SU1787095A3 |
| Способ ремонта конструкций | 1988 |
|
SU1539035A1 |
| Способ ремонта резервуаров с трещиной по образующей | 1986 |
|
SU1493434A1 |
| Способ ремонта толстостенных конструкций с трещиной | 1982 |
|
SU1077160A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
| ЭЛЕМЕНТ ДЛЯ РЕМОНТА БАЛКИ МЕТАЛЛОКОНСТРУКЦИЙ | 1992 |
|
RU2009825C1 |
| Способ ремонта литого корпуса турбины | 1987 |
|
SU1460358A1 |
| СПОСОБ РЕМОНТА ТРУБ СВАРКОЙ | 2003 |
|
RU2247890C1 |
| Способ ремонта корпусных деталей машин установкой заплат | 1986 |
|
SU1349919A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕБРИСТЫХ ПАНЕЛЕЙ | 2012 |
|
RU2483848C1 |
Изобретение относится к восстановлению и ремонту, в частности к способу ремонта угловых соединений крупногабаритных литых коробчатых балок с трещиной, и позволяет повысить надежность и качество ремонта, а также упростить и сократить срок его проведения. При ремонте угловых соединений литых коробчатых балок с трещиной производят выборку трещины с образованием разделки, на кромки, которой наносят слой наплавленного металла. Затем в разделку вваривают пластину 2. Срединная плоскость пластины совпадает с плоскостью, проходящей через вершины внутреннего и внешнего углов соединения, и делит разделку на две самостоятельные части. В разделку укладывают набор отдельных пластин и приваривают их к кромкам разделки и к срединной пластине. Пластины в каждой из частей разделки приваривают либо одновременно, либо в одной из них до ее полного заполнения, а затем в другой. 2 з.п. ф-лы, 4 ил. (Р (Л
/1-Л
Фиг.
аг.г
5-6
(ригЛ
| Батманов В.А | |||
| и др | |||
| Сварка в ремонте оборудования | |||
| - Сварка стали | |||
| - М.: Машгиз, вып.2, 1951, с | |||
| Приспособление для автоматической односторонней разгрузки железнодорожных платформ | 1921 |
|
SU48A1 |
