в. и в. к
1
(21) 4240209/23-02
(2) 05.05.87
(46) 15.07.89. Бюл. S 26
(71)Кузнецкий металлургический комбинат им. В. И. Ленина
(72)А. Е. Кошелев, А. В. Кожин,
Николаевский, Д. М. Велик, Буторин и А. В. Аверин
(53)621.783.2(088.8)
(56)Авторское свидетельство СССР № 1043175, кл. С 21 D 9/70, 1983.
(54)СПОСОБ НАГРЕВА ПОД Ш ОКАТКУ МАССИВНЫХ СЛИТКОВ В РЕГЕНЕРАТИВНЫХ КОЛОДЦАХ
(57)Изобретение относится к черной металлургии, конкретно к нагреву массивных слитков из рельсовых сталей в регенеративных нагревательных колодцах. Цель изобретения - повышение качества нагрева металла и снижение потерь металла при прокатке. Способ нагрева массивных слитков в регенеративных колодцах включает подачу
газовоздуиной смеси и ее сжигание, доведение температуры металла до заданной и томление металла по ступенчатому температурному режиму, осуществляемое при заданной температуре рабочего пространства нагревательного колодца в течение 0,20-0,26 общего времени наг рева. Новым в способе является то, что общую длительность периода нагрева определяли с учетом температуры всада слитков по соотношению Ь 670-6,56 Tjc , гдe (J - длительность периода нагрева, мин; Т. - температура всада, °С, а дпительпость периода томления определяют по соотношению tr,,, : 98,0-0,06 Tg, где,,, - длительность периода томления, мин. Использование данного способа нагрева массивных слитков под прокатку в регенеративных колодцах обеспеч1тает повышение выхода рельсов 1-го сорта на 0,5-1,0% без увеличения средней длительности нагрева. 2 ил. , 7. табл.
g
(Л
с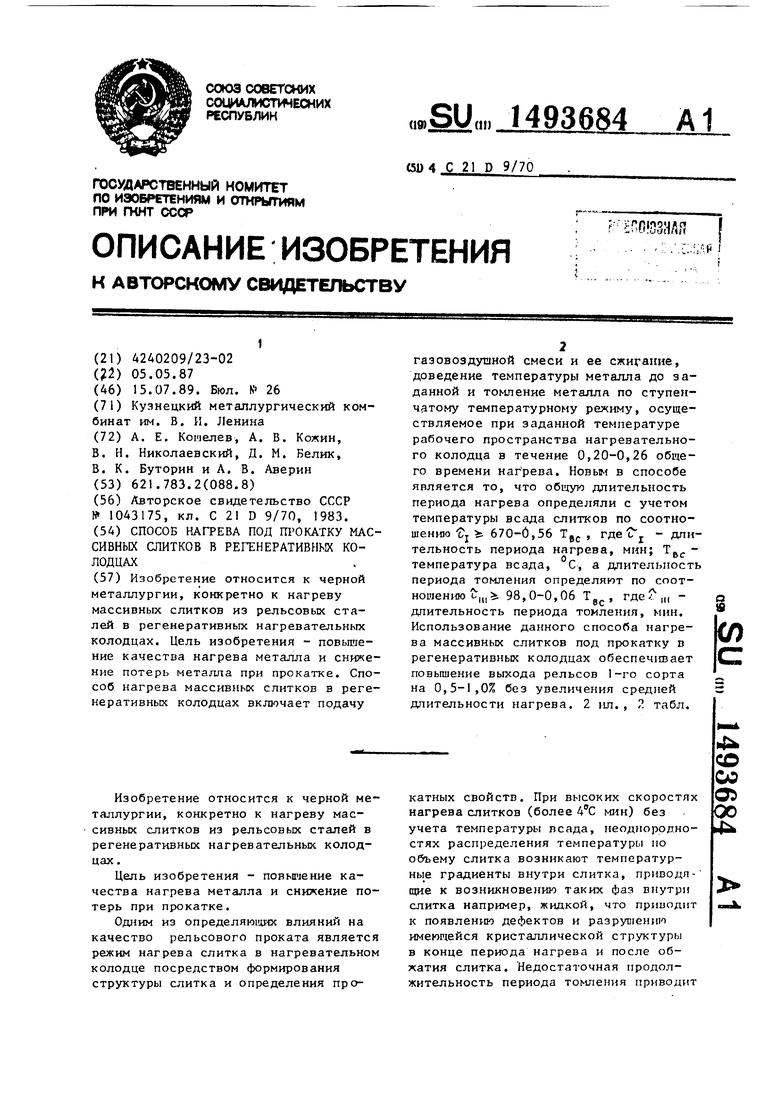

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нагрева массивных слитков в регенеративных нагревательных колодцах | 1988 |
|
SU1573039A1 |
| Способ нагрева массивных слитков в регенеративных нагревательных колодцах | 1982 |
|
SU1043175A1 |
| Способ нагрева слитков рельсовой стали | 1990 |
|
SU1772183A1 |
| СПОСОБ ПРОИЗВОДСТВА ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 1992 |
|
RU2043793C1 |
| Способ нагрева слитков в регенеративных колодцах | 1988 |
|
SU1595930A1 |
| Способ нагрева слитков с жидкой сердцевиной в нагревательных колодцах | 1988 |
|
SU1640181A1 |
| Способ отопления регенеративных нагревательных колодцев | 1991 |
|
SU1759912A1 |
| Способ обработки слитков кипящей и полуспокойной стали перед прокаткой | 1987 |
|
SU1541292A1 |
| Способ нагрева слитков в нагревательном колодце | 1985 |
|
SU1271901A1 |
| Способ нагрева слитков в нагревательных колодцах | 1984 |
|
SU1186666A1 |
Изобретение относится к черной металлургии, конкретно к нагреву массивных слитков из рельсовых сталей в регенеративных нагревательных колодцах. Цель изобретения - повышение качества нагрева металла и снижение потерь металла при прокатке. Способ нагрева массивных слитков в регенеративных колодцах включает подачу газовоздушной смеси и ее сжигание, доведение температуры металла до заданной и томление металла по ступенчатому температурному режиму, осуществляемое при заданной температуре рабочего пространства нагревательного колодца в течение 0,20-0,26 общего времени нагрева. Новым в способе является то, что общую длительность периода нагрева определяют с учетом температуры всада слитков по соотношению τI≥670-0,56 Твс, где τI - длительность периода нагрева, мин
Твс - температура всада, °С, а длительность периода томления определяют по соотношению τш ≥ 98-0,06 Твс, где τш - длительность периода томления, мин. Использование данного способа нагрева массивных слитков под прокатку в регенеративных колодцах обеспечивает повышение выхода рельсов 1-го сорта на 0,5-1,0% без увеличения средней длительности нагрева. 2 ил., 2 табл.
Изобретение относится к черной металлургии, конкретно к нагреву массивных слитков из рельсовьк сталей в регенеративных нагревательных колодцах .
Цель изобретения - пoвыгJeниe качества нагрева металла и снижение потерь при прокатке.
Одним из определяюг шх влияний на качество рельсового проката является режим нагрева слитка в нагревательном колодце посредством формирования структуры слитка и определения прокатных свойств. При высоких скоростях нагрева слитков (более 4 С мин) без учета температуры всада, неоднородно- стях распределения температуры по обьему слитка возникают температурные градиенты внутри слитка, приводя- щи е к возникновению таких фаз внутри слитка например, жидкой, что приводит к появлению дефектов и разрушению имеющейся кристаллической структуры в конце периода нагрева и после обжатия слитка. Недостаточная продолжительность периода томления приводит
lij со
00 оо 4
к тому, что в момент выдачи слитка и ячейки периода температур по сечению слитка сохраняется, что проявляется при прокатке в виде рванин и
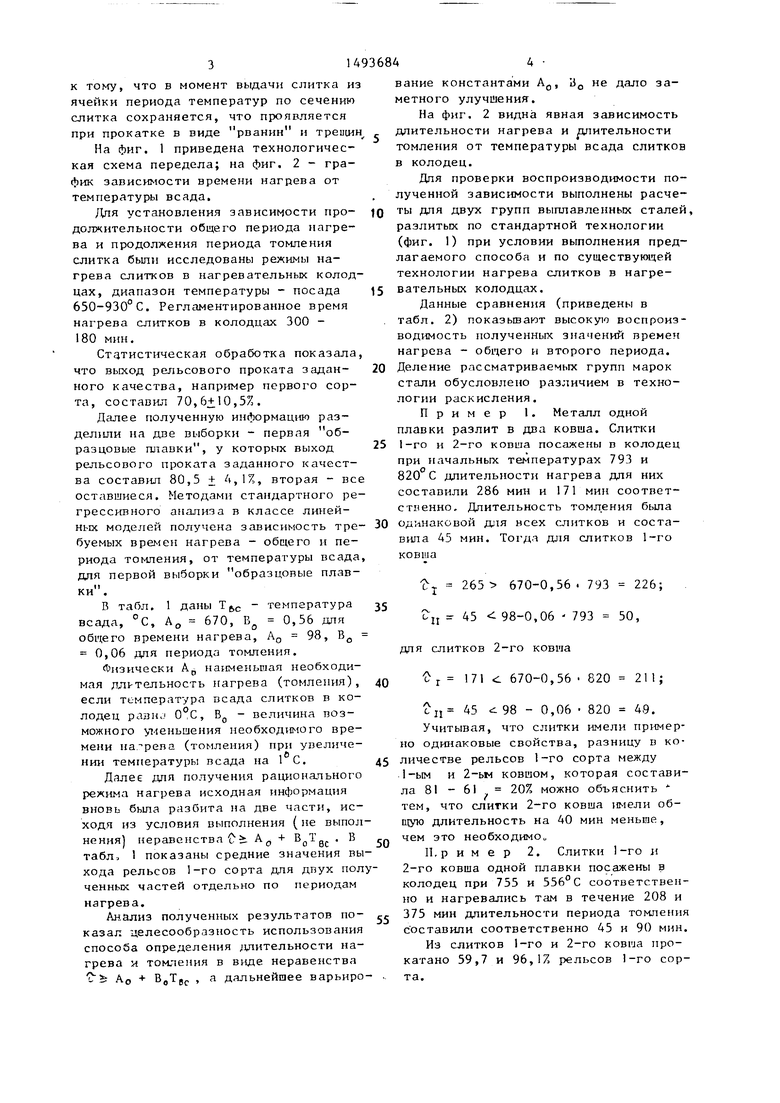
На фиг. 1 приведена технологическая схема передела; на фиг, 2 - график зависимости времени нагцева от температуры всада.
Для установления зависимости про- должительности общего периода нагрева и продолжения периода томления слитка были исследованы режимы нагрева слитков в нагревательных колодцах, диапазон температуры - посада 650-930°С. Регламентированное время нагрева слитков в колодцах 300 - 180 мин.
Статистическая обработка показала что выход рельсового проката задан- ного качества, например первого сорта, составил 70,,5%.
Далее полученную информацию разделили на две выборки - первая образцовые плавки, у которых выход рельсового проката заданного качества составил 80,5 + А,1%, вторая - вс оставшиеся. Методами стандартного регрессивного анализа в классе линейных моделей получена зависимость тре буемых времен нагрева - общего и периода томления, от температуры всада
для первой выборки II
образцовые плавки
В табл. всада, °С, А 670,
1 даны Т (,с - температура
В 0,56 для
общего времени нагрева, А, 98, В 0,06 для периода томления.
Физически Ар наименьшая необходимая длительность нагрева (томления), если температура всада слитков в колодец paBHj 0°С, Bj, - величина возможного у1.еньшения необходимого времени на;
рева (томления) при увеличении температуры псада на 1 С.
Далее для получения рационального режима нагрева исходная информация вновь была разбита на две части, исходя из условия выполнения (не выполнения неравенства Сi А + . В табла 1 показаны средние значения выхода рельсов 1-го сорта для двух полученных частей отдельно по периодам нагрева.
Ан.ализ полученных результатов но- казал целесообразность использования способа определения длительности нагрева и томления в виде неравенства
55
/N. , t
О Ь А,
ВоТвс
а дальнейшее варьиро
5
0
0
5
5
0
5
5
вание константами А, У не дало заметного улучшения.
На фиг. 2 видна явная зависимость длительности нагрева и длительности томления от температуры всада слитков в колодец.
Для проверки воспроизводимости полученной зависимости выполнены расчеты для двух групп выплавленных сталей, разлитых по стандартной технологии (фиг. 1) при условии выполнения предлагаемого способа и по существующей технологии нагрева слитков в нагре- вательньк колодцах.
Данные сравнения (приведены в табл. 2) показьшают высокую воспроизводимость полученных значений времен нагрева - общего и второго периода. Деление рассматриваемых групп марок стали обусловлено различием в технологии раскисления.
Пример 1. Металл одной плавки разлит в два ковша. Слитки 1-го и 2-го ковша посажены в колодец при начальных температурах 793 и 820 С длительности нагрева для них составили 286 мин и 171 мин соответственно. Длительность томления была одинаковой для всех слитков и составила 45 мин. Тогда для слитков 1-го ковша
t 265 670-0,56. 793 226; г 45 98-0,06 - 793 50, для слитков 2-го ковша
о г 171 с 670-0,56 . 820 211;
c-ji 45 «1 98 - 0,06 820 49.
Учитывая, что слитки имели примерно одинаковые свойства, разницу в количестве рельсов 1-го сорта между 1-ым и 2-ьм ковшом, которая составила 81 - 61 . 20% можно объяснить тем, что слитки 2-го ковша имели об- щую длительность на 40 мин меньше, чем это необходимой
П,р и м е р 2. Слитки 1-го я 2-го ковша одной плавки посажены в колодец при 755 и 556°С соответственно и нагревались там в течение 208 и 375 мин длительности периода томления с оставили соответственно 45 и 90 мин.
Из слитков 1-го и 2-го ковша прокатано 59,7 и 96,1% рельсов 1-го сорта.
Тогда для слитков 1-го ковша €j 208 670-0,56 755 247; , 45 98 - 0,06 755 53, для 2-го ковша
1 375 670-0,56 . 556 358; сц - 0,06 556 65.
Низкий выход рельсов 1-го copja для 1-го ковша объясняется нарушением рационального режима нагрева слит ков.
Использование метода обеспечивает повьпение выхода рельсов 1-го сорта на 0,5-1% без увеличения средней дли тельности нагрева слитков в нагревательных колодцах регенеративного типа.
Формула изобретения
Способ нагрева под прокатку массивных слитков в регенеративных колодцах, включающий подачу газовоздушной смеси и ее сжигание, доведение температуры металла до заданной и томление металла по ступенчатому режиму, осуществляемое в течение 0,20-0,26 общего времени нагрева, отличающийся тем, что, с целью
14936846
повыпения качества нагрева металла и снижения потерь металла при прокатке, общую длительность периода нагрева определяют с учетом температуры вса- да слитков Т.. по соотношению
вс
с, 670 - 0,56 Т
вс
15
10 где
г.
t-.
вс
670
20
-общая длительность нагреВо у Mrlrl f
-температура всада, С;
-продолжительность нагрева при посадке слитков с температурой с, мин;
0,56 - коэффициент, характеризующий снижение продолжительности нагрева при увеличении температуры посада на , мин/с,
а длительность периода томления определяют по соотношению
Sjj 98 - 0,06-Т
ее
где Сц - длительность периода томления, мин;
98 - продолжительность томления при посаде слитков с температурой С, мин;
0,06 - коэффициент, характеризующей снижение прюдолжительности томления при увеличении температуры посада на , .
блица
1
Таблица
Г, С Тзадания
T SXcT:
г, I I
Фие.2
